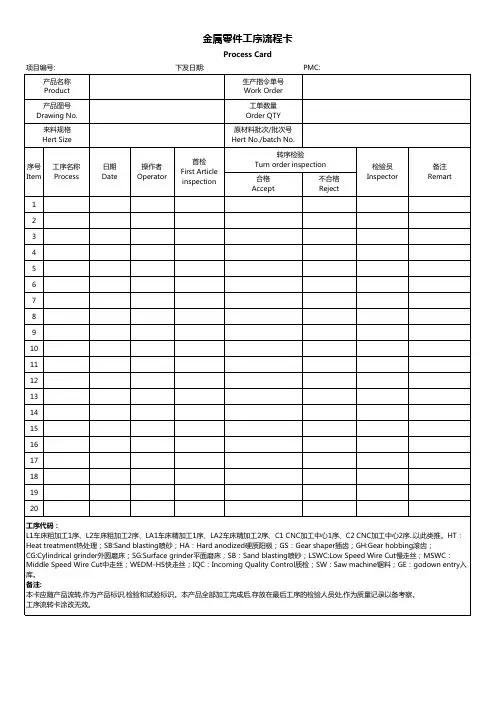
产品工序流转卡工作表
- 格式:xls
- 大小:70.50 KB
- 文档页数:2
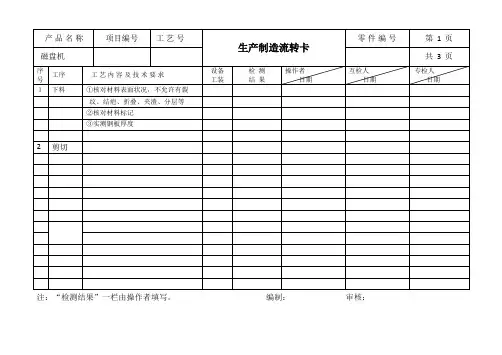
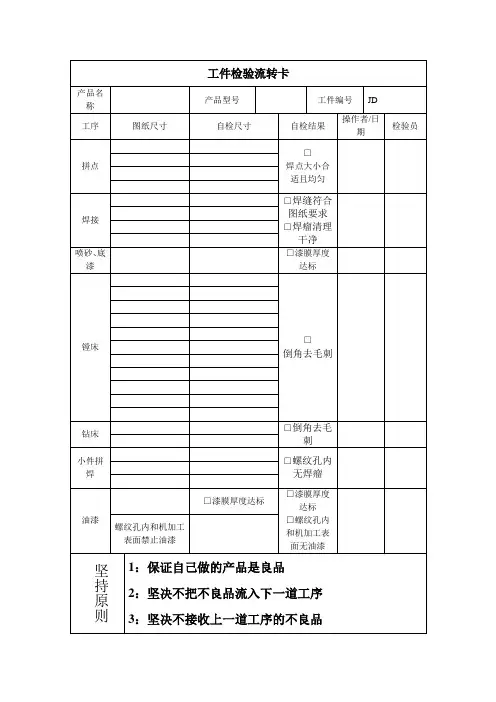
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:。
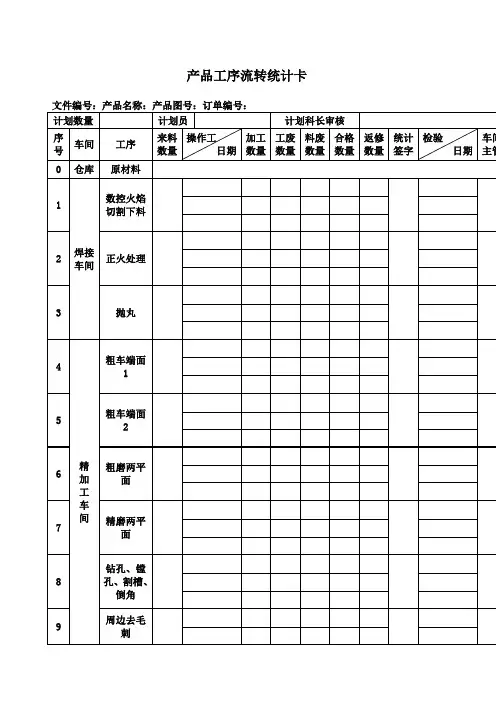
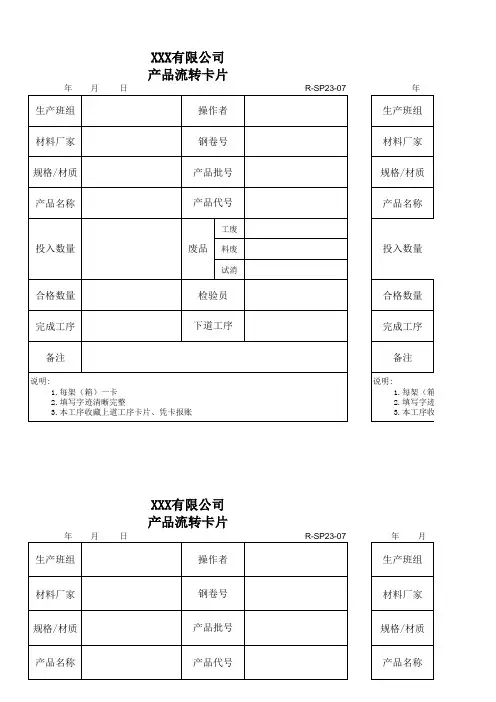
产品工序流转统计卡
产品工序流转统计卡
注:1、此表有利于加强车间管理的控制能力,有利于各工序间不合格产品的及时返修;
2、生产计划科在下单时,必须填写此表单,产品流转各工序时必须附带此单一起流转。
3、此卡在流转时如有遗失,将考核相关责任人200~500元/次,此卡需由各部门领导签字确认才能进行补办。
4、此卡流转时,必须由检验员、统计、车间主管签字,方可流至后续工序,否则将考核相关责任人100~500元/此
5、当产品流至半成品仓库时,此流转卡暂时由半成品仓库保管,待领料出库时,随产品一起流出
6、当产品最后流至成品仓库入库时,由成品仓库管理员对产品进行最终统计、审核,确认数量。
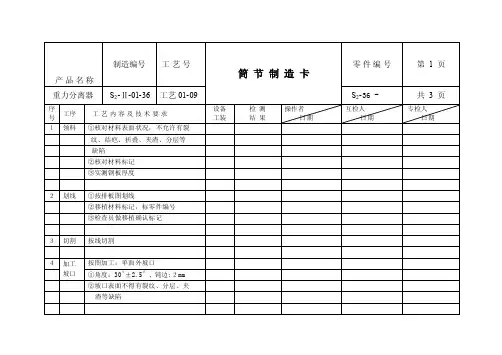
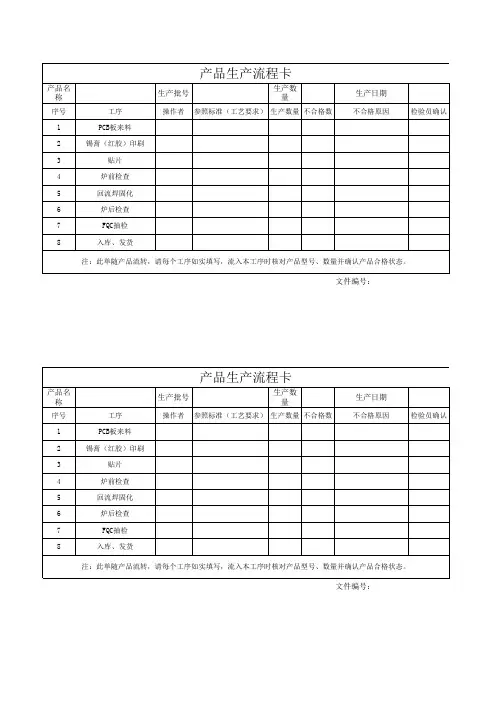
生产工序)生产工序流转卡产品名称:重力分离器序号:工序号S-Ⅱ-01-36工艺01-09工艺内容及技术要求:1.核对材料表面状况,不允许有裂纹、结疤、折叠、夹渣、分层等缺陷;核对材料标记;实测钢板厚度。
2.按排板图划线,移植材料标记并标记零件编号,检查员做移植确认标记,按线切割,按图加工单面外坡口,角度为30±2.5度,坡口表面不得有裂纹、分层、夹渣等缺陷,钢板长度误差±1mm。
3.钢板宽度误差±1.5mm,对角线误差≤2mm,按滚圆工艺守则要求滚圆,用T003、A003样板检查压头及滚圆质量,间隙不大于1mm,按要求点焊定位,对接间隙为1~2mm,错边量≤2.0mm,清理坡口两侧小于20mm范围内的污物,定位焊长度50mm,间距200mm,两端点固引熄弧板。
4.按焊接工艺卡施焊并填写焊接过程记录(焊缝编号:A),焊缝宽度11±2mm,咬边深度≤0.5mm,连续长度≤100mm,总长不大于焊缝长度的10%,焊缝表面不得有裂纹、未焊透、未熔合、表面气孔、弧坑、未填满和肉眼可见的夹渣。
5.清除焊接熔渣飞溅物,打焊工钢印,按要求检查A焊缝外观质量。
6.按滚圆工艺守则校圆,棱角度E≤2.8mm,最大最小直径差E≤6mm。
7.采用射线探伤,探伤比例20%,符合JB4730-94标准Ⅲ级合格。
注:检测结果一栏由操作者填写。
编制:审核。
加工坡口:按图加工单面外坡口,角度为30±2.5度。
渣等缺陷为钝边2mm。
坡口表面不得有裂纹、分层、夹焊接。
按要求拼接,拼接间隙为1-2mm,错边量不超过1.5mm。
清理坡口两侧小于20mm范围内的污物。
定位焊长度为50mm,间距为200mm。
点固引熄弧板。
按焊接工艺卡施焊并填写焊接过程记录。
清除焊接熔渣飞溅物,打焊工钢印。
对接:按要求检查焊缝外观质量,焊缝宽度为±0.5mm。
咬边深度不超过0.5mm,连续长度不超过100mm,总长不大于焊缝长度的10%。
注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:。
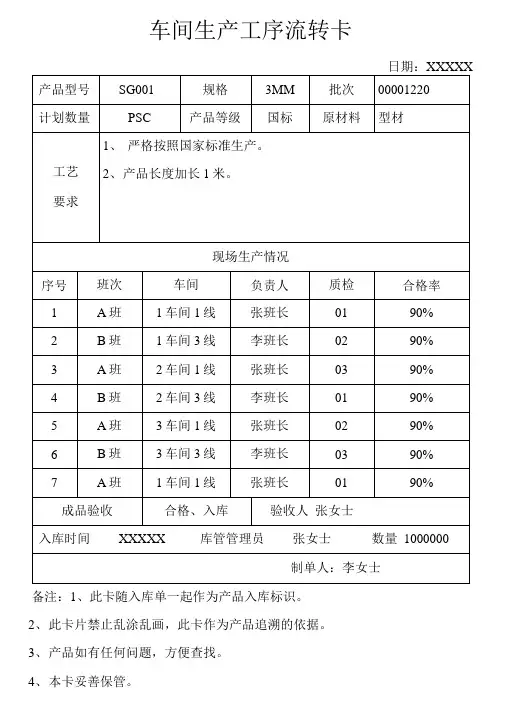
车间生产工序流转卡
日期:XXXXX
备注:1、此卡随入库单一起作为产品入库标识。
2、此卡片禁止乱涂乱画,此卡作为产品追溯的依据。
3、产品如有任何问题,方便查找。
4、本卡妥善保管。
I稻壳儿文字模板使用说明
(本页为说明页,用户使用模板时可删除本页内容)
01字体说明
中文I字体名称
汉仪中黑简
中文I字体名称
汉仪中黑简
中文I字体名称
无
英文I字体名称
无
英文I字体名称
无
【说明】
模板中使用的字体仅限于个人学习、研究或欣赏目的使用,如
需商用请您自行向版权方购买、获取商用版权。
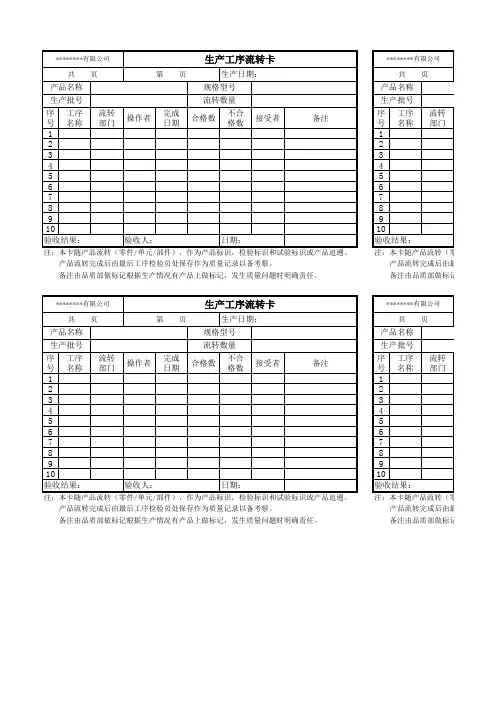
产品流转完成后由最后工序检验员处保存作为质量记录以备考察。
产品流转完成后由最后 备注由品质部做标记根据生产情况有产品上做标记,发生质量问题时明确责任。
备注由品质部做标记根 产品流转完成后由最后工序检验员处保存作为质量记录以备考察。
产品流转完成后由最后 备注由品质部做标记根据生产情况有产品上做标记,发生质量问题时明确责任。
备注由品质部做标记根
由最后工序检验员处保存作为质量记录以备考察。
标记根据生产情况有产品上做标记,发生质量问题时明确责任。
由最后工序检验员处保存作为质量记录以备考察。
标记根据生产情况有产品上做标记,发生质量问题时明确责任。

注:1、此表有利于加强车间管理的控制能力,有利于各工序间不合格产品的及时返修;
2、生产计划科在下单时,必须填写此表单,产品流转各工序时必须附带此单一起流转。
3、此卡在流转时如有遗失,将考核相关责任人200~500元/次,此卡需由各部门领导签字确认才能进行补办。
4、此卡流转时,必须由检验员、统计、车间主管签字,方可流至后续工序,否则将考核相关责任人100~500元/此
5、当产品流至半成品仓库时,此流转卡暂时由半成品仓库保管,待领料出库时,随产品一起流出
6、当产品最后流至成品仓库入库时,由成品仓库管理员对产品进行最终统计、审核,确认数量。
产品工序流转统计卡
文件编号:产品名称:产品图号:订单编号:
产品工序流转统计卡
文件编号:产品名称:产品图号:订单编号:
注:1、此表有利于加强车间管理的控制能力,有利于各工序间不合格产品的及时返修;
2、生产计划科在下单时,必须填写此表单,产品流转各工序时必须附带此单一起流转。
3、此卡在流转时如有遗失,将考核相关责任人200~500元/次,此卡需由各部门领导签字确认才能进行补办。
4、此卡流转时,必须由检验员、统计、车间主管签字,方可流至后续工序,否则将考核相关责任人100~500
元/此
5、当产品流至半成品仓库时,此流转卡暂时由半成品仓库保管,待领料出库时,随产品一起流出
6、当产品最后流至成品仓库入库时,由成品仓库管理员对产品进行最终统计、审核,确认数量。
客户代码批 号客户代码批 号图 号规 格图 号规 格材 质炉 号材 质炉 号订单数量交货期订单数量交货期序号工序名称操作者数量
检验员日期备注
序号工序名称操作者数量
检验员日期备注
1卷簧1卷簧2回火/时效2回火/时效3立定处理13立定处理14磨簧4磨簧5去毛刺5去毛刺6淬火6淬火7二次回火7二次回火8修正8修正9喷丸/抛光9喷丸/抛光10立定处理210立定处理211整修/排修11整修/排修12回火定型12回火定型13表面处理13表面处理14
检验包装
14
检验包装
客户代码批 号客户代码批 号图 号规 格图 号规 格材 质炉 号材 质炉 号订单数量交货期订单数量交货期序号工序名称操作者数量
检验员日期备注
序号工序名称操作者数量
检验员日期备注
1卷簧1卷簧2回火/时效2回火/时效3立定处理13立定处理14磨簧4磨簧5去毛刺5去毛刺6淬火6淬火7二次回火7二次回火8修正8修正9喷丸/抛光9喷丸/抛光10立定处理210立定处理211整修/排修11整修/排修12回火定型12回火定型13
表面处理
13
表面处理
产品工序流转卡
LS/BD-022
产品工序流转卡
LS/BD-022
诸暨力晟弹簧有限公司
表单号:诸暨力晟弹簧有限公司
表单号:产品工序流转卡
LS/BD-022
产品工序流转卡
LS/BD-022
诸暨力晟弹簧有限公司
表单号:诸暨力晟弹簧有限公司
表单号:。