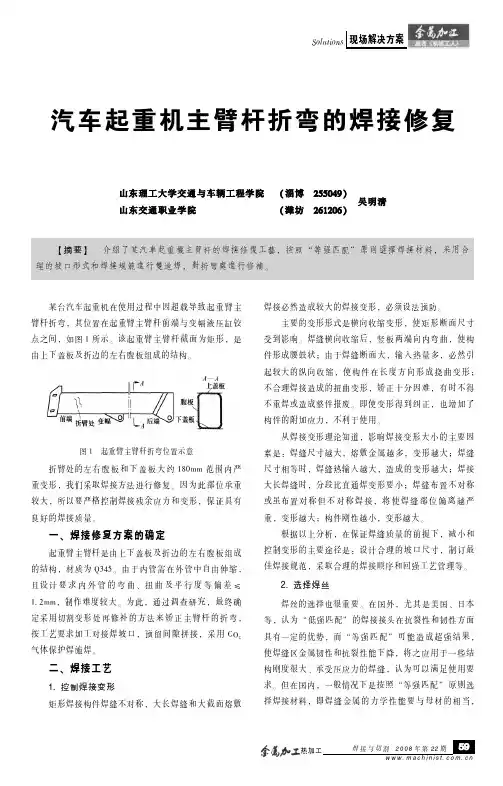
汽车起重机主臂杆折弯的焊接修复
- 格式:pdf
- 大小:1.13 MB
- 文档页数:2
应用广角 Welding ApplicationsMODERN WELDING TECHNOLOGYQY12T汽车起重机 主臂杆的焊接修复工艺Welding repair process of main arm of QY12T auto crane山东唐骏欧铃汽车制造有限公司 山 东 交 通 职 业 学 院 焊条电弧向下焊的工艺,采用多道焊,对折弯处进行修补。
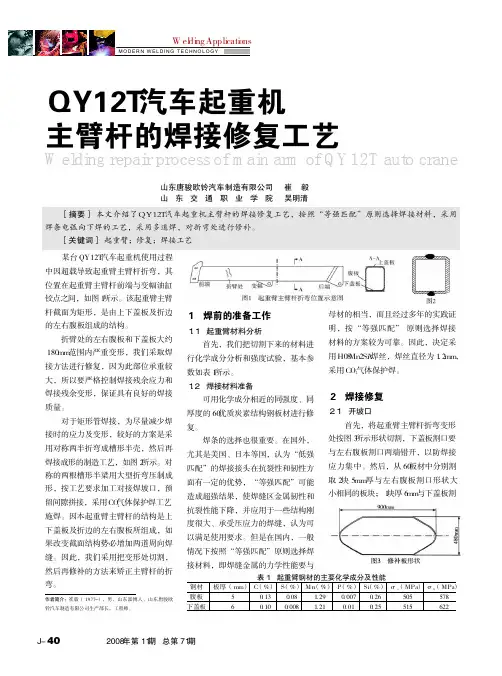
[关键词] 起重臂;修复;焊接工艺 某台QY12T汽车起重机使用过程 中因超载导致起重臂主臂杆折弯,其 位置在起重臂主臂杆前端与变幅油缸 铰点之间,如图1所示。
该起重臂主臂 杆截面为矩形,是由上下盖板及折边 的左右腹板组成的结构。
折臂处的左右腹板和下盖板大约 180mm范围内严重变形,我们采取焊 接方法进行修复,因为此部位承重较 大,所以要严格控制焊接残余应力和 焊接残余变形,保证具有良好的焊接 质量。
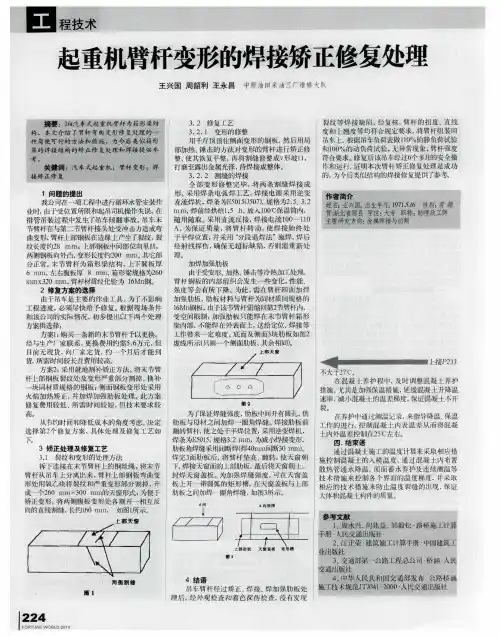
对于矩形管焊接,为尽量减少焊 接时的应力及变形,较好的方案是采 用对称两半折弯成槽形半壳,然后再 焊接成形的制造工艺,如图2所示。
对 称的两根槽形半梁用大型折弯压制成 形,按工艺要求加工对接焊坡口,预 留间隙拼接,采用CO气体保护焊工艺 2 施焊。
因本起重臂主臂杆的结构是上 下盖板及折边的左右腹板所组成,如 果改变截面结构势必增加两道周向焊 缝。
因此,我们采用把变形处切割, 然后再修补的方法来矫正主臂杆的折 弯。
作者简介:崔毅(1977-),男,山东淄博人,山东唐骏欧 铃汽车制造有限公司生产部长,工程师。
崔 毅 吴明清[摘要] 本文介绍了QY12T汽车起重机主臂杆的焊接修复工艺,按照“等强匹配”原则选择焊接材料,采用11.1焊前的准备工作起重臂材料分析 首先,我们把切割下来的材料进母材的相当,而且经过多年的实践证 明,按“等强匹配” 原则选择焊接 材料的方案较为可靠。
因此,决定采 用H08Mn2SiA焊丝,焊丝直径为1.2mm, 采用CO2气体保护焊。
ZPMC约旦RTG开裂修复方案Repair proposal of Jordan’s RTG crack支腿与鞍梁的联系焊缝返修The connective fillet weld repair of the leg and saddle beam 一、先将小车开到龙门架靠动力房一侧,远离待维修的支腿。
First drive the trolley to the power room side of the gantry, keep it away from the leg to be repaired.二、对支腿与鞍梁的四周联系焊缝进行MT+UT检验,确定裂纹范围以及深度。
Second, have a MT+UT inspection of the leg and saddle beam’s roundabout connective fillet weld in order to determine the scope and depth of the crack.三、对焊缝处进行返修:repair the connective welding1、对于有裂纹的焊缝,在发现裂纹处打应力孔后,采用碳棒将焊缝从箱体外侧碳刨开,并进行打磨清理,做MT检验合格后再进行修补施焊。
焊接时先焊箱体内侧焊缝,内侧焊缝焊完后,从外侧碳刨清根,再焊接外侧角焊缝,焊接完成后进行焊缝表面打磨,做UT+MT检验。
具体操作过程参考附图1。
注:在油箱鞍梁面板修复时,注意将油箱油放空,清洗,通风一段时间后再施焊。
Make the stress release hole where we found the crack.We should use the carbon rods to dig out the fillet weld of the external cabinet and grind it to be clean. We will weld after the MT inspection has passed. To begin with, we should weld the internal part of the cabinet and then root back gouge outside. Second, we should fillet weld from outside. Finally, we grind the surface and have UT+MT inspection. See the figure 1 for the operational process.Note: Pay attention to empty and clear the oil tank when repairing the plate of the oil tank’s saddle beam. Welding it again after ventilating for a while.四、返修采用手工焊,用J507焊条。
WK-10B电铲起重臂修复与改造发布时间:2022-11-03T03:11:50.761Z 来源:《中国建设信息化》2022年6月12期作者:陈明歌[导读] WK-铲起重臂在使用过程中,起重臂比其它金属结构部件发生裂纹现象几率较多,通过对裂纹修复与起重臂加强措施,使之延长起重臂的使用寿命,从中产生了较好的经济效益。
陈明歌首钢集团有限公司矿业公司水厂铁矿摘要:WK-铲起重臂在使用过程中,起重臂比其它金属结构部件发生裂纹现象几率较多,通过对裂纹修复与起重臂加强措施,使之延长起重臂的使用寿命,从中产生了较好的经济效益。
关键词:结构件修复加强结构改进工艺挖补前言:在挖掘机工作中,起重臂是支持工作机构铲斗和铲杆的主体金属结构部件,剧烈的振动,冲击和尖峰载荷,一点也不亚于工作机构的铲杆或铲斗。
由于爆破下来的矿石或岩石大小不等,以及堆积松软程度也不尽相同,所以挖掘机在实际工作中起重臂所受到的阻力也不尽相同,特别是遇到大块和根底,将产生尖峰载荷,如果在挖掘过程中如推压进给较大或货源较硬将发生闷车现象,这时起重臂将产生较大的载荷,弯矩应力也相应增大,由于上述原因久而久之很容易发生裂纹现象。
一般情况下为了维持生产在裂纹不太大的状况现场焊接,但也是为维持暂时生产,要想起重臂在较长时间内不发生裂纹现象,就必须将起重臂拆下来进行彻底修复。
一、起重臂产生裂纹的部位及加强措施1、起重臂发生裂纹的部位约70%~80%在推压大轴附近,起重臂截面为箱形结构,而下面发生裂纹比上面发生裂纹的机率还要大些,由于上、下板裂纹的扩展使两侧立板也发生裂纹。
其次是推压大轴孔加强板和推压电机座附近也是容易发生裂纹的区域。
2、对起重臂侧滑板改造(参看起重臂修复后图)原起重臂侧滑板为半圆弧形,它只是单一功能的侧滑板,也就是说它的功能只是为了使铲杆具有与起重臂纵向面方向移动,而不允许左右摆动。
我们将原侧滑板去掉,在起重臂底面两侧加两个小形箱体作为侧滑板,其功能有两个,第一,作为侧滑板防止铲杆左右摆动。
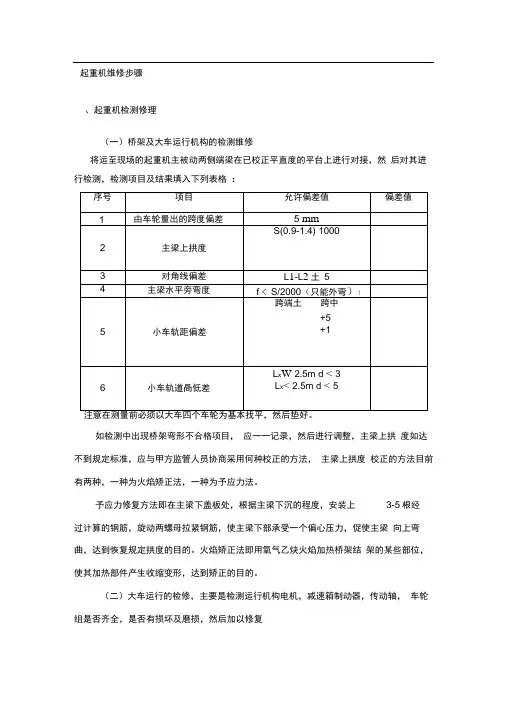
起重机维修步骤、起重机检测修理(一)桥架及大车运行机构的检测维修将运至现场的起重机主被动两侧端梁在已校正平直度的平台上进行对接,然后对其进行检测,检测项目及结果填入下列表格:如检测中出现桥架弯形不合格项目,应一一记录,然后进行调整,主梁上拱度如达不到规定标准,应与甲方监管人员协商采用何种校正的方法,主梁上拱度校正的方法目前有两种,一种为火焰矫正法,一种为予应力法。
予应力修复方法即在主梁下盖板处,根据主梁下沉的程度,安装上3-5根经过计算的钢筋,旋动两螺母拉紧钢筋,使主梁下部承受一个偏心压力,促使主梁向上弯曲,达到恢复规定拱度的目的。
火焰矫正法即用氧气乙炔火焰加热桥架结架的某些部位,使其加热部件产生收缩变形,达到矫正的目的。
(二)大车运行的检修,主要是检测运行机构电机,减速箱制动器,传动轴,车轮组是否齐全,是否有损坏及磨损,然后加以修复1、车轮组的检修无论车轮组是否损坏,都应将车轮组从桥架上卸下,在下面工作台进行维修,首先检测车轮轮缘的磨损状况,车轮踏面不应有凹痕、砂眼、气孔、缩松、裂纹、剥落等缺陷,发现后不能焊补,都应更换新车轮。
两车轮的直径的相对磨损差超过直径的1/1000 时,应重新加工,使其直径相同。
轴承箱也要打开检查,检查轴承是否磨损,轴端上的通盖及圆形螺母是否松动;如正常,应清洗原来的润滑油,重新换新的润滑油,如有损坏,应登记,验证,经甲乙双方认可,重新换新。
2、减速机及连轴器的检修减速机检修可在桥架上进行,首先打开油箱盖,拧开放油螺栓,将原润滑油放出,再用柴油对齿轮进行清洗,、如发现齿轮磨损过度需要更换,应由双方人员鉴定,甲方认可,登记更换原型号减速机,如不需更换则应清洗干净,盖上油封盖,待安装后加油。
3、电机的检测与维修方法见电器检修桥架主要部件检修完毕垢,应在修理场地进行预装,预装时应把栏杆、平台、小车集电架及车轮挡板,大车缓冲器全部装上,发现缺件应重新补齐。
应特别注意的是:现场勘察时发现甲方在拆装中有些起重机端梁连接板丢失或参差不齐,连接板是起重机装中不可忽视的零件,它是制造时与端梁整体配钻铰孔的,所以它丢失重新制作具有一定难度,我公司技术人员有以前修理过程中配制连接板积累了一定的经验,只要按规程操作,在检测制造中达到一丝不敬,钻孔时采用铣床定位,位移及直径偏差能控制在0.1伽以下,就能达到合格。
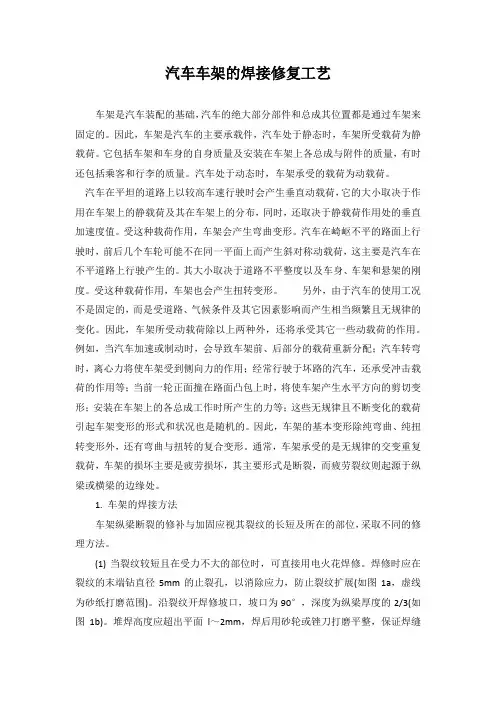
汽车车架的焊接修复工艺车架是汽车装配的基础,汽车的绝大部分部件和总成其位置都是通过车架来固定的。
因此,车架是汽车的主要承载件,汽车处于静态时,车架所受载荷为静载荷。
它包括车架和车身的自身质量及安装在车架上各总成与附件的质量,有时还包括乘客和行李的质量。
汽车处于动态时,车架承受的载荷为动载荷。
汽车在平坦的道路上以较高车速行驶时会产生垂直动载荷,它的大小取决于作用在车架上的静载荷及其在车架上的分布,同时,还取决于静载荷作用处的垂直加速度值。
受这种载荷作用,车架会产生弯曲变形。
汽车在崎岖不平的路面上行驶时,前后几个车轮可能不在同一平面上而产生斜对称动载荷,这主要是汽车在不平道路上行驶产生的。
其大小取决于道路不平整度以及车身、车架和悬架的刚度。
受这种载荷作用,车架也会产生扭转变形。
另外,由于汽车的使用工况不是固定的,而是受道路、气候条件及其它因素影响而产生相当频繁且无规律的变化。
因此,车架所受动载荷除以上两种外,还将承受其它一些动载荷的作用。
例如,当汽车加速或制动时,会导致车架前、后部分的载荷重新分配;汽车转弯时,离心力将使车架受到侧向力的作用;经常行驶于坏路的汽车,还承受冲击载荷的作用等;当前一轮正面撞在路面凸包上时,将使车架产生水平方向的剪切变形;安装在车架上的各总成工作时所产生的力等;这些无规律且不断变化的载荷引起车架变形的形式和状况也是随机的。
因此,车架的基本变形除纯弯曲、纯扭转变形外,还有弯曲与扭转的复合变形。
通常,车架承受的是无规律的交变重复载荷,车架的损坏主要是疲劳损坏,其主要形式是断裂,而疲劳裂纹则起源于纵梁或横梁的边缘处。
1. 车架的焊接方法车架纵梁断裂的修补与加固应视其裂纹的长短及所在的部位,采取不同的修理方法。
(1)当裂纹较短且在受力不大的部位时,可直接用电火花焊修。
焊修时应在裂纹的末端钻直径5mm的止裂孔,以消除应力,防止裂纹扩展(如图1a,虚线为砂纸打磨范围)。
沿裂纹开焊修坡口,坡口为90°,深度为纵梁厚度的2/3(如图1b)。
起重机主梁与端梁连接处焊缝开裂原因分析与处理2250热轧板厂胡世恩摘 要通过对桥式起重机主、端梁连接弯板圆角处焊缝开裂原因分析,提出了相应的解决方案。
1 前言涟钢2250热轧板厂在日常点检中,发现成品钢卷库3号起重机主梁与端梁连接弯板与腹板之间圆角处焊缝出现裂纹,当时进行了补焊处理。
不久2号起重机又出现同样问题,经过检查,发现其它起重机均有类似问题。
因该批起重机均为在用设备,工作繁忙,如果不及时处理,轻则影响生产,严重的可能发生安全事故。
因此,必需分析出现裂纹的原因,并进行适当的处理和修复。
2 基本情况简介钢卷库共配置吊钩双梁桥式起重机7台,型号为QD45-33.5m-A7,用于成品钢卷吊运。
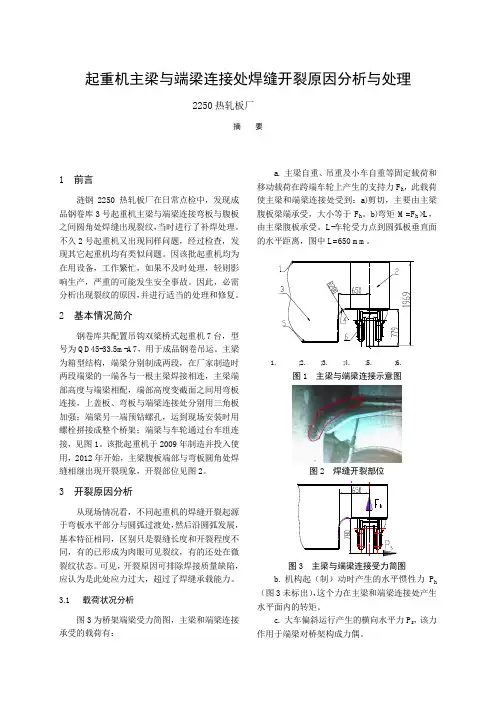
主梁为箱型结构,端梁分别制成两段,在厂家制造时两段端梁的一端各与一根主梁焊接相连,主梁端部高度与端梁相配,端部高度变截面之间用弯板连接,上盖板、弯板与端梁连接处分别用三角板加强;端梁另一端预钻螺孔,运到现场安装时用螺栓拼接成整个桥架;端梁与车轮通过台车组连接,见图1。
该批起重机于2009年制造并投入使用,2012年开始,主梁腹板端部与弯板圆角处焊缝相继出现开裂现象,开裂部位见图2。
3 开裂原因分析从现场情况看,不同起重机的焊缝开裂起源于弯板水平部分与圆弧过渡处,然后沿圆弧发展,基本特征相同,区别只是裂缝长度和开裂程度不同,有的已形成为肉眼可见裂纹,有的还处在微裂纹状态。
可见,开裂原因可排除焊接质量缺陷,应认为是此处应力过大,超过了焊缝承载能力。
3.1 载荷状况分析图3为桥架端梁受力简图,主梁和端梁连接承受的载荷有:a. 主梁自重、吊重及小车自重等固定载荷和移动载荷在跨端车轮上产生的支持力F h,此载荷使主梁和端梁连接处受到:a)剪切,主要由主梁腹板梁端承受,大小等于F h。
b)弯矩M=F h×L,由主梁腹板承受。
L-车轮受力点到圆弧板垂直面的水平距离,图中L=650 mm。
1.上盖板;2.端梁;3.腹板;4.弯板;5.下盖板;6.台车组图1 主梁与端梁连接示意图图2 焊缝开裂部位图3 主梁与端梁连接受力简图b. 机构起(制)动时产生的水平惯性力P h (图3未标出),这个力在主梁和端梁连接处产生水平面内的转矩。
吊车大臂折弯校正的方法
吊车大臂折弯校正的方法通常可以分为以下几个步骤:
1. 检查和测量折弯程度:使用专业的仪器和工具检查大臂的折弯程度,并测量出具体的偏差数值。
2. 松开连接螺栓:将吊车大臂与底座的连接螺栓松开,使大臂与底座分离。
3. 压力校正:使用专业的液压设备或其他适当的工具将压力施加在折弯部位,以使大臂恢复原状。
4. 监测校正效果:在压力校正的过程中,需要不断监测大臂的形态变化,确保校正过程正确且恰当。
5. 精细调整:如果校正后大臂仍存在轻微的折弯,可以进行精细调整,例如使用液压器具调整局部压力。
6. 固定连接螺栓:在校正完成后,将大臂与底座重新连接,并确保连接螺栓牢固可靠。
需要注意的是,校正过程应由专业的维修人员或厂家进行,确保操作安全且效果有效。
校正时应遵循相关标准和规范,避免不正确的操作导致更严重的损坏或安全事故。
起重机维修步骤一、起重机检测修理(一)桥架及大车运行机构的检测维修将运至现场的起重机主被动两侧端梁在已校正平直度的平台上进行对接,然后对其进行检测,检测项目及结果填入下列表格:注意在测量前必须以大车四个车轮为基本找平,然后垫好。
如检测中出现桥架弯形不合格项目,应一一记录,然后进行调整,主梁上拱度如达不到规定标准,应与甲方监管人员协商采用何种校正的方法,主梁上拱度校正的方法目前有两种,一种为火焰矫正法,一种为予应力法。
予应力修复方法即在主梁下盖板处,根据主梁下沉的程度,安装上3-5根经过计算的钢筋,旋动两螺母拉紧钢筋,使主梁下部承受一个偏心压力,促使主梁向上弯曲,达到恢复规定拱度的目的。
火焰矫正法即用氧气乙炔火焰加热桥架结架的某些部位,使其加热部件产生收缩变形,达到矫正的目的。
(二)大车运行的检修,主要是检测运行机构电机,减速箱制动器,传动轴,车轮组是否齐全,是否有损坏及磨损,然后加以修复。
1、车轮组的检修无论车轮组是否损坏,都应将车轮组从桥架上卸下,在下面工作台进行维修,首先检测车轮轮缘的磨损状况,车轮踏面不应有凹痕、砂眼、气孔、缩松、裂纹、剥落等缺陷,发现后不能焊补,都应更换新车轮。
两车轮的直径的相对磨损差超过直径的1/1000时,应重新加工,使其直径相同。
轴承箱也要打开检查,检查轴承是否磨损,轴端上的通盖及圆形螺母是否松动;如正常,应清洗原来的润滑油,重新换新的润滑油,如有损坏,应登记,验证,经甲乙双方认可,重新换新。
2、减速机及连轴器的检修减速机检修可在桥架上进行,首先打开油箱盖,拧开放油螺栓,将原润滑油放出,再用柴油对齿轮进行清洗,、如发现齿轮磨损过度需要更换,应由双方人员鉴定,甲方认可,登记更换原型号减速机,如不需更换则应清洗干净,盖上油封盖,待安装后加油。
3、电机的检测与维修方法见电器检修桥架主要部件检修完毕垢,应在修理场地进行预装,预装时应把栏杆、平台、小车集电架及车轮挡板,大车缓冲器全部装上,发现缺件应重新补齐。
1. 目的本守则对焊缝缺陷修补的工艺及注意事项进行规定2. 适用范围:2.1 本守则适用于我公司起重机制造过程中的焊缝返修。
2.2 焊缝返修必须有经考试合格、在合格期内持证、允许承担该项目焊接的焊工负责。
3. 焊缝缺陷的消除3.1 应根据焊缝返修通知单确定焊缝缺陷的具体位置。
3.2 焊缝缺陷的清除可采用碳弧气刨的方法或其它机械方法。
3.3 采用碳弧气刨时应放净压缩空气管道的水,对刨槽中个别渗碳夹渣、气泡处及两侧的熔渣应清除干净,有必要用砂轮修磨刨槽表面。
3.4 无论采用何种方法消除焊缝缺陷,均应保证凹槽与基本金属圆滑过渡。
3.5.对焊缝缺陷是否彻底消除有怀疑时,可在补焊前进行无损探伤检查。
4.焊缝缺陷的修补4.1.焊补范围>10mm以上,必须清除氧化皮等异物至露出金属光泽。
4.2.手工焊补用的焊条,应采用与该工件焊接时相同牌号的焊条;采用埋弧自动焊进行补焊时,焊丝与焊剂的牌号,应与原焊缝所用相同。
4.3.焊条与焊剂在使用前应参考按下表要求进行烘干;焊丝表面的油污、锈蚀等污物必须清除干净。
常用焊条烘干温度及保温4.4.焊后须热处理的工件,焊接返修应在热处理前进行。
热处理后返修的仍须按原规定进行热处理。
4.5.同一部位的焊缝返修,不准超过二次,超过二次的应有技术总负责人批准。
一、二次返修由焊接责任工程师批准。
4.6.焊接返修情况,应在产品质量合格证明书中予以说明。
5.焊后检查5.1.焊工应在焊补的焊缝一侧25—50mm处,打上焊工钢印。
5.2.所有经过焊补的焊缝,应按原焊缝规定的无损探伤方法进行检验。
必要时,增加其它检验项目。
起重机维修的⽅法与技巧有哪些 起重机已经⼴泛的使⽤于我们的⽣活中,⽽且使⽤于⼯程建设中是⽐较频繁的,那么你知道对于起重机应该如何进⾏维修才好吗?以下是店铺为你整理的起重机维修的⽅法,希望能帮到你。
起重机维修的⽅法 1、起重机维修标准之吊钩维修 (1)拆卸检查吊钩、轴、横梁、滑轮、轴承并清洗润滑,吊钩、横梁、滑轮轴、不准有裂纹,螺纹部分不应松脱,轴承完好,转动滑轮,螺纹退⼑槽处有⼑痕或裂纹者应更换; (2)检查危险断⾯磨损状况,危险断⾯磨损超过原⾼度的10%的应作更换; (3)吊钩的试验,⼤修后,吊钩应做试验检查,以1.25倍的额定负荷悬吊10分钟,钩⼝弹性张开量不应超过钩⼝尺⼨的0.25%,卸载后不应有永久变形和裂纹; (4)板钩检修,板钩铆接后,板与板的间隙,不应⼤于0.3mm。
2、起重机钢丝绳维修 (1)断丝检查:1个捻距内断丝数超过钢丝总数10%的应按标准报废; (2)径向磨损量:钢丝径向磨损超过原直径40%的,整根钢丝绳应报废; (3)变形检查:钢丝绳直径缩细量⾄绳径70%的扭结,绳芯处露,断股者应报废换新钢丝绳; (4)钢丝绳润滑:润滑前先⽤钢丝刷,煤油等清洗,⽤钢丝绳⿇脂(Q/SY1152-65)或合成⽯墨钙基润滑指(SYA1405-65)浸涂饱和为宜。
3、起重机滑轮组维修 (1)拆洗检修滑轮组,检查裂纹,滑轮轴不得有裂纹,轴颈不得磨损原直径30%,圆锥度不⼤于5%,超过此值即应更换; (2)滑轮槽的检修,⽤样板检查滑轮槽形,径向磨损不应超过壁厚的30%,否则应报废。
不得超过标准者可补修,⼤修后⽤样板检查,其底部与侧向间隙均不应⼤于0.5mm,轮槽中⼼线与滑轮中⼼线的偏差不应⼤于0.2mm,绳槽中⼼对轮廓端⾯的偏差不应⼤于1mm; (3)轴孔的检查,⼤修后,轴孔允许有不超过0.25CM2的缺陷,深度不应该超过4mm; (4)装配,装配后,应能⽤⼿灵活转动,侧向摆动不得超过D/1000。
我不应把我的作品全归功于自己的智慧,还应归功于我以外向我提供素材的成千成万的事情和人物!——采于网,整于己,用于民2021年5月12日吊车梁焊接变形矫正摘要:本文通过对吊车梁焊接变形的矫正,介绍火焰矫正的几个关键特点。
【关键词】吊车梁制作质量控制焊接变形火焰矫正1 .工程概述江苏徐矿综合利用发电有限公司一期2×330MW(CFB)机组工程的汽机房吊车梁为华东电力设计院设计,形式为焊接H型钢,截面高度H=1600mm。
其上下翼缘板厚δ=25mm,腹板厚δ=18mm,上翼缘板宽度B=600mm,下翼缘板宽度B=400mm,上翼缘两侧加δ=25mm挂板。
本项目中所有使用的钢板材质均为Q235B。
合计32根钢梁,共165T,所有行车梁均在徐矿BOP铆工场现场制作加工!2.施工要求高质量为在预算内按时完成提交满足要求的产品!吊车梁制作安装完是汽机房屋架安装及封顶的前提条件,同时也是下一步汽机房设备安装的前提条件,需按时完成行车梁制作,而整个吊车梁制作工期只有1个月,考虑到运输等方面原因无法放置到钢结构加工厂施工,只能在施工现场加工。
因行车梁为承重行车梁制作要求比较高。
采用埋弧自动焊施工,腹板与上翼板的T型焊缝为全熔透焊缝,等级为二级。
外形尺寸要求见下表:3.现场施工3.1现状调查在行车梁开工前,我专业公司组织了成员进行了行车梁制作焊接的检查,结合以前工程的经验进行了认真的讨论,认为行车梁制作最大的难点在于如何处理焊接变形问题。
我们在行车梁焊接的过程中采取一定的措施控制其变形量,但变形依然存在。
如果焊接变形不予以矫正,则不仅影响结构整体安装,还会降低工程的安全可靠性。
焊接变形超过技术设计允许变形范围,应设法进行矫正,使其达到符合产品质量要求。
矫正的方法都是设法造成新的变形来达到抵消已经发生的变形。
通过调查发现,一共有以下几个方面会造成焊接变形或者矫正不好:1火焰矫正的方法不正确2火焰矫正的温度不当3焊接工艺不对4单面连续焊接5割刀下料,单边受热而我们在吊车梁制作过程中将存在的主要问题是:火焰矫正的方法不正确。
抓斗起重机大修施工方案起重机大修机械部分项目及技术标准起重机大修金属结构部分项目及技术标准起重机大修电器部分项目及技术标准起重机大修后的负荷试验与交工验收起重机大修金属结构部分项目及技术标准1 起重机主梁几何形状大修(1)主梁上拱度检验:跨中拱度为L/1000,允许偏差为上拱度的20%(2)主梁下挠度检验:满载跨中弹性下挠量≤L/700,空载跨中下挠变形不应超过0.6/1000L。
超过此规定值,应修复并加固(3)水平旁弯检验:跨中水平旁不应大于L/2000(4)腹板波浪形变形:受压区波峰不应大于0.7δ,受拉区波峰不应大于1.2δ,δ-腹板厚度2 起重机桥架大修(1)水平方向两对角线检验:箱形梁允许偏差为5mm;杵架梁允许偏差为10mm(2)垂直方向两对角线检验:允许偏差10mm(3)小车轨道至桥架纵向中心距离偏差:允许偏差应小于3mm(4)箱形梁:金属结构不应有裂纹和焊缝开裂处;金属的腐蚀量不得超过原厚的10%,涂装应完好,维修后应涂漆3 起重机桁架杆件大修:桁架节点间主要受力杆件的弯曲度桁架主要受力件(压杆)的弯曲不应超过1/1000,但最大不应大于2mm起重机维大修电器部分项目及技术标准1 起重机电动机大修(1)拆开电动机,清洗轴承并换新润滑油,测量定子、转子绝缘电阻。
对于新安装的电动机定子绝缘电阻应大于2MΩ,转子绝缘电阻应大于0.8MΩ;对使用中的电动机,定子绝缘电阻应大于0.5MΩ,转子绝缘电阻大于0.5MΩ;如达不到一标准,应拆下来干燥;在烘干情况下(50~70)定子绝缘电阻达1MΩ,转子绝缘电阻应大于0.5MΩ(2)电动机轴的大修:大修理后电动机轴不得有裂纹,弯曲度不得超过0.2mm,轴颈应达到图纸要求(3)绕组的大修:绕组不允许有损伤,保证涂漆完好,在修理时,不准用汽油、机油、煤油等液体擦洗绕组(4)端盖止口配合间隙的检验:端盖轴承孔的间隙,不应大于0.05mm(5)滑环与电刷的大修:刷架弹簧压力不应低于0.05~2.00NCM2,1台电动机上所有电刷压力应一致,电刷与刷握的间隙不应大于0.2mm,滑环表面不允许有灼许和深沟;电刷与滑环必须接触良好,滑环椭圆度不应超过0.02~0.05m_2 起重机控制器与接触器大修(1)拆卸清洗:手柄应转动灵活,无卡住现象(2)调整压力、检修触头:触头正常压力为10~17N,触头磨损大于3mm,触片不应大于1.5mm3 起重机电阻器大修(1)拆开清理:锉掉氧化层,拧紧螺钉,用石棉纸校正各电阻片的间距(2)电阻片:发现裂纹可以补焊,整片断裂应更换新件4 起重机限位开关大修(1)清理检修磨损件:更换磨损件,拧紧螺钉,要求限位器动作灵敏可靠(2)调整:当吊钩滑轮组上升至起重机主梁下盖板300mm时,其上升限位开关应动作,起重机运行至距轨道端200mm或两台起重机相近约300mm,行程开关动作5 起重机集电器大修(1)磨损、变形的检修:钢铝磨损不应大于原直径的25%,如有变形应校正(2)检查瓷瓶:拧紧螺钉;瓷瓶绝缘电阻不得少于1MΩ6 起重机导线大修(1)更换老化、绝缘不良的导线、套管:按需要更换导线和套管,弯管曲率半径不应小于管径的5倍,管子弯曲度不应小于90°(2)检查绝缘:导线与地面之间的绝缘电阻不应小于0.5MΩ7 起重机避雷与接地:测量绝缘电阻,检查接地与避雷装置接地电阻应小于4Ω,接地线应采用截面不小于150mm2的镀锌扁铁,10mm2裸铜线。