制动梁紧固件检修作业指导书
- 格式:pdf
- 大小:194.85 KB
- 文档页数:8
作业指导书
CJW-1000型制动梁磁粉探伤机
电器部分小修
目次
1.工前准备 (1)
2.电器控制柜检修 (3)
3.控制面板及紫光照明灯具检修 (7)
4.上下料牵引电机、限位开关及电磁阀检查 (9)
5.充磁变压器及连接大线检修 (11)
6.充磁可控硅检查 (13)
7.磁化线圈及夹头检修 (15)
8.滚动电机检修 (16)
9.磁悬液喷液泵检修 (16)
10.通电调试 (17)
11.完工交接 (21)
危险——
图5 电气控制配件
图6 PLC控制器空气断路器整定电流
图13 紫光照明灯具
变压器绕组对地绝缘电阻值不小于
电流互感器二次侧绕组不允许开路,
图26 喷液泵电机
劳动安全风险点:通电前注意防护检1、通电前需确认前面所述几项检查均已检
注意身体任何部位不得接触带电部位,图27 电源电压检查
切勿将工具、配件及杂物遗留设备现场
附件1
电工常用工具清单
第23页共23页
附件2
设备检修单
设备包修工长使用人检验员。
作业指导书制动杠杆及拉板检修及试验制动杠杆及拉板检修及试验岗位作业流程安全风险提示1.按规定要求穿戴好劳动防护用品。
2.搬运各种零部件时轻拿轻放、严禁抛掷。
3.正确使用工具、工装、设备。
4.电焊机在使用过程中须符合规定要求。
5.检修过程中,配件不得落地。
目次1.作业前准备 (1)2.分解除锈 (1)3.外观检查、检测 (1)4.送修 (4)5.组装 (4)6.拉力试验 (5)7.填写记录 (7)8.完工整理 (7)转向架检修作业指导书类别:A2、A3修系统:转向架部件:制动杠杆及拉板制动杠杆及拉板检修及试验作业指导书适用车型:22、25B、25G等型客车人员工种:车辆钳工作业时间:0.5小时/个工装工具:手锤、卡钳、钢直尺、扁铲、钢丝刷、液压机、拉力试验器、风砂轮,游标卡尺、抛丸除锈机、衬套检查样板、钢丝刷、扭力扳手作业材料:润滑脂作业场所:检修主、辅库环境要求:通风、自然采光良好操作规程:编制依据:1.《铁路客车段修规程(试行)》.(铁总运〔2014〕349号).2.《车辆处转发中国铁路总公司运输局关于6433次旅客列车基础制动故障情况的通报》.(辆电〔2016〕200号).3.《中国铁路总公司运输局关于印发客车检修规程勘误的通知》.(运辆客车函〔2016〕137号).安全防护及注意事项:1.警告——作业时必须带手套,避免作业时被划伤。
2.警告——拆装制动杠杆及拉板时,要避免掉落伤脚。
3.警告——使用天吊时要钩挂工件牢靠,避免工件脱落碰伤。
基本技术要求:(1)各杠杆、拉杆、拉板、拉板吊焊缝裂纹时焊修,其它裂纹时报废,腐蚀、磨耗大于2mm报废。
焊修后的拉杆须进行11.76kN/cm2的拉力试验。
(2)各托架腐蚀超过30%、裂纹时焊修或更换,变形时调修。
(3)拉杆更换时,相邻孔距与设计图纸偏差不大于5mm。
(4)矩形调整螺母作用良好,涂润滑脂。
(5)尼龙滚子磨耗超过2mm、破损或状态不良时更新。
序号作业项目工具及材料作业程序及标准作业图示1 1.作业前准备游标卡尺、抛丸设备、油漆刷、检点锤、防锈漆1.1按规定穿戴好劳动保护用品。
作业指导书制动梁组装目次一、作业介绍 (3)二、作业流程示意图 (4)三、作业程序、标准及示范 (5)1.班前准备 (5)2.开工准备 (5)3.工序控制 (5)4.制动梁组装 (5)5.设备故障处置 (8)6.质量反馈处置 (8)7.完工要求 (9)四、工装设备、检测器具及材料 (10)一、作业介绍作业地点:检修车间转向架组检修线。
适用范围:适用于铁路货车段修转向架制动梁的组装作业。
上道工序:减振装置组装。
下道工序:杠杆拉杆圆销组装。
人员要求:本岗位作业须由车辆钳工完成,作业人员上岗前要进行岗前培训,并持有《岗位培训合格证》,上岗人员须持证上岗。
作业要点:劳动防护用品穿戴整齐;开工前全面检查工具、材料状态确认性能良好无故障;工作中注意周围作业人员状况,并做好呼唤应答;完工进行整理,清扫场地。
二、作业流程示意图三、作业程序、标准及示范1. 班前准备按规定穿戴好劳动保护用品,参加班前点名会。
2. 开工准备按《工装设备、检测器具、工具及材料》清单检查工装工具,须齐全、良好,发生异常情况时通知工长处理。
3.工序控制确认减震装置组装完毕。
4. 制动梁组装4.1确认配件标识4.1.1确认每根制动梁支柱上涂打“合”字标记,梁体上检修车间和检修年月油漆标记涂打清晰,制动梁弓形杆上涂打有“D”制动梁滑块探伤合格标识。
4.1.2 同一辆车制动梁及闸瓦型式须一致,不得混装。
4.2组装制动梁4.2.1转K2、转K4、转K5、转K6型转向架制动梁组装时,须使用组合式制动梁、新品高摩合成闸瓦,并须安装闸瓦插销环(图1)。
图14.3吊装制动梁4.3.1 使用平衡吊将制动梁吊至制动梁安装位置上(图2)。
图24.3.2 制动梁吊装完毕后,确认制动梁正位落入侧架滑槽内。
吊装时,需确认挂梁架勾挂牢固,防止坠落。
4.4组装安全链4.4.1组装制动梁安全链螺栓,并使用活动扳手和风扳机配合逐一紧固(图3)。
5.1.1安装安全链螺母时,须装弹簧垫圈或背母,紧固后螺杆须至少露出一个完整丝扣,且不得影响组装,(安全链螺栓上部有开口销孔时须配装蝶形开槽螺母)。
作业指导书支柱更换目次一、作业介绍 (3)二、作业流程示意图 (4)三、作业程序、标准及示范 (5)1.班前准备 (5)2.开工准备 (5)3.工序控制 (5)4.支柱更换 (5)5.设备故障处置 (8)6.质量反馈处置 (8)7.完工要求 (9)四、工装设备、检测器具及材料 (10)一、作业介绍作业地点:检修车间转向架组配件检修区。
适用范围:适用于铁路货车段修支柱更换作业。
上道作业:制动梁检测。
下道作业:制动梁试验。
人员要求:本岗位作业须由车辆钳工完成,作业人员上岗前要进行岗前培训,并持有《岗位培训合格证》,上岗人员须持证上岗。
作业要点:劳动防护用品穿戴整齐;开工前全面检查工具、材料状态确认性能良好无故障;检查测量具计量检定不过期;更换支柱时须选配,L-A 型、L-B型组合式制动梁架张开量1~4mm;支柱U形槽头部须位于两支柱定位线之间,对称度不超过2mm,支柱U形槽两平面与制动梁架翼面配合无间隙;完工进行整理,清扫场地。
二、作业流程示意图三、作业程序、标准及示范1. 班前准备按规定穿戴好劳动保护用品,参加班前点名会。
2. 开工准备按《工装设备、检测器具、工具及材料》清单检查工装工具、样板量具及材料状态,须齐全、良好。
发生异常情况时通知工长处理。
3. 工序控制确认梁体上有“#”及“换柱”的加修标识。
标识不清时,通知上道作业人员处理。
4. 支柱更换4.1 分解支柱。
4.1.1 螺栓连接结构。
使用氧-乙炔割炬切割螺栓头部,使用手锤、销子把分解、取出支柱螺栓。
取下支柱夹扣,使用手锤从支柱下方向上敲击支柱,取下支柱。
4.1.2 拉铆销连接结构。
使用拉铆销专用破切器对拉铆销进行切除,取下拉铆销及夹扣,使用手锤从支柱下方向上敲击支柱,取下支柱。
分解后的制动梁制造标牌须使用铁丝捆绑在梁架上,防止标牌丢失。
4.2 支柱选配。
4.2.1 检测取下的支柱长度,根据检测长度,在检测长度±1mm范围内,选配同型号支柱,如图1所示。
作业指导书分解中心销、下心盘及磨耗盘、制动梁螺 栓及安全索目次目 次............................................................ 2 一、作业介绍 ...................................................... 3 二、作业流程示意图 ................................................ 41. 班前准备 .................................................... 5 2. 开工准备 .................................................... 5 3. 工序控制 .................................................... 5 4. 分解 ........................................................ 5 5. 设备故障处置 ................................................ 7 6. 质量反馈处置 ................................................ 7 7. 完工要求 .................................................... 8 四、工装设备、检测器具及材料 ...................................... 9一、作业介绍作业地点:检修车间转向架组分解线。
适用范围:适用于铁路货车厂修分解下心盘及磨耗盘作业。
上道作业:转向架收入。
下道作业:分解下旁承。
人员要求:本岗位作业须由车辆钳工、熔接工配合完成,作业人 员上岗前要进行岗前培训,并持有《岗位培训合格证》,熔接工还需 持有《中华人民共和国特种作业操作证》,上岗人员须持证上岗。
作业指导书标记涂打目次一、工位介绍 (1)二、本工位作业流程 (2)三、作业程序、标准及示范 (3)1. 作业准备 (3)2. 标记涂打 (3)3. 质量检查 (4)4. 信息处置 (4)5. 完工整理 (4)四、工装设备、检测器具及材料 (5)五、附件 (7)1. 定置示意图 (7)一、工位介绍1. 作业地点:配件班组制动梁标记涂打工位。
2. 适用范围:适用于段修转向架制动梁标记涂打作业。
3. 上道作业:制动梁组装。
4. 下道作业:组成检查。
5. 人员要求:经培训合格并持《铁路岗位培训合格证书》的车辆钳工。
6. 作业要点:6.1检修标记应涂打在横梁或撑杆上距支柱中心200mm处。
6.2检修标记应包括检修车间简称、检修年月4位标记,字号为 20号。
二、本工位作业流程三、作业程序、标准及示范1. 作业准备1.1穿戴劳保用品。
每班开工前按规定穿戴好劳动保护用品,如图1、图2所示。
1.2 参加点名会。
每班开工前,参加班组点名会,学习上级文电精神,接受当日工作任务,明确注意事项。
1.3 检查工装、器具状态。
按照本文“四、工装设备、检测器具、工具及材料”规定的目录,检查工装、设备、量具、样板状态良好、校验合格,所需材料齐全。
2. 标记涂打2.1 检修合格后的制动梁须涂打检修标记。
2.2 涂装底漆。
拿起字模,让字模正面左端与支柱右侧贴靠,拿白粉笔在梁架上标注字模标记位置。
取下字模,使用油漆刷涂刷黑色底漆,要求底漆高度与梁架等宽,宽度方向覆盖字模标记位置。
2.3 涂打标记。
待底漆干燥后(以不粘手为准),拿起字模,字模正面左端与支柱右侧贴靠,此时标记位置距离支柱中心200mm,使用白色油漆喷枪涂打标记,包括检修车间简称和检修年月,检修年月为4位数字,字号为20号。
涂打标记位置如图3所示。
图3 制动梁涂打标记示意图3. 质量检查目视检查标记涂打须正确、清晰、完整。
4. 信息处置作业人员收到标记涂打质量反馈信息后,会同工长和信息反馈人员,对标记涂打质量进行复测,复测不合格的重新进行涂打作业,并在完工分析会上进行自我分析和总结。
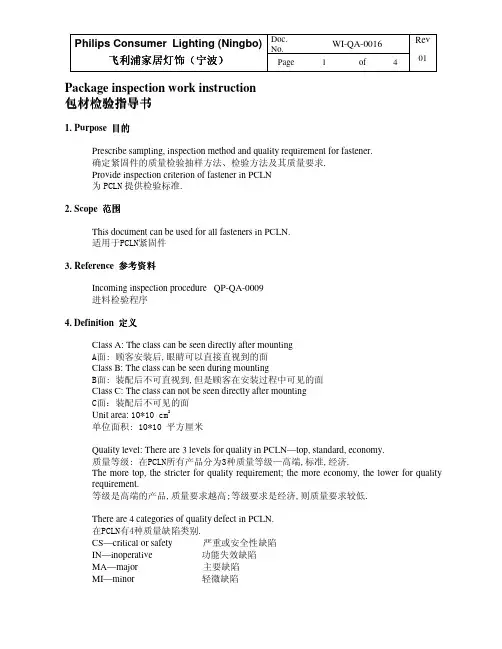
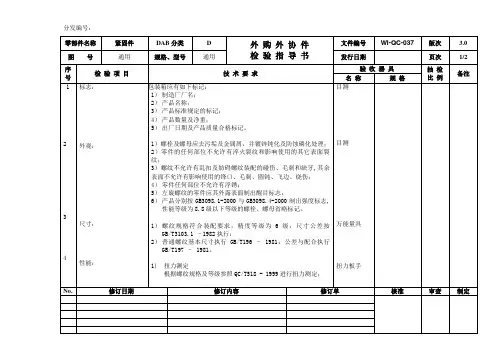
Package inspection work instruction 包材包材检验指导书检验指导书检验指导书1. Purpose 目的Prescribe sampling, inspection method and quality requirement for fastener . 确定紧固件的质量检验抽样方法、检验方法及其质量要求. Provide inspection criterion of fastener in PCLN 为PCLN 提供检验标准.2. Scope 范围This document can be used for all fasteners in PCLN. 适用于PCLN紧固件3. Reference 参考资料Incoming inspection procedure QP-QA-0009 进料检验程序4. Definition 定义Class A: The class can be seen directly after mounting A面: 顾客安装后,眼睛可以直接直视到的面 Class B: The class can be seen during mountingB面: 装配后不可直视到,但是顾客在安装过程中可见的面 Class C: The class can not be seen directly after mounting C面:装配后不可见的面 Unit area: 10*10 cm 2单位面积: 10*10 平方厘米Quality level: There are 3 levels for quality in PCLN—top, standard, economy. 质量等级: 在PCLN所有产品分为3种质量等级—高端,标准,经济.The more top, the stricter for quality requirement; the more economy, the lower for quality requirement.等级是高端的产品,质量要求越高;等级要求是经济,则质量要求较低.There are 4 categories of quality defect in PCLN. 在PCLN有4种质量缺陷类别.CS—critical or safety 严重或安全性缺陷 IN—inoperative 功能失效缺陷 MA—major 主要缺陷 MI—minor 轻微缺陷5. How to do inspection 检验检验的实施的实施5.1 Inspection condition 检验检验条件条件条件和和检验方检验方法法Bulb: 40W Fluorescent lamp 光源: 40瓦 日光灯Color temperature 色温:6500±500KDistance between bulb and component: About 1.5m 被检测面离光源距离: 大约1.5米Distance between eyes and component :About 60cm (one arm long) 被检测面离眼睛的距离: 大约60cm(一个手臂的距离) Angle of component and eyes : 30º-150º 被检测面与检验视角范围: 30º-150º Eyesight of QC : At least 1.2 检验员矫正后视力: 不低于1.2 Time for observing : 6 S 观察时间: 6 秒 5.2 Inspection standard for appearance 外观检验标准Inspect all appearance defect according to point 5.1, if no defect be found, it’s qualified 所有的外观缺陷如按5.1的检测方法无发现,即为合格If defect be found according to point 5.1, then judge it as following 如按5.1的检测方法可以被发现,则按如下方法进行判定.。
作业指导书更换制动梁及滑槽磨耗板目 次一、作业介绍 (3)二、作业流程示意图 (4)三、作业程序、标准及示范 (5)1. 作业准备 (5)2. 更换制动梁 (5)3. 更换滑槽磨耗板 (7)4. 记录填写 (8)5. 设备故障处置 (8)6. 质量反馈处置 (8)7. 完工要求 (8)四、工装设备、检测器具及材料 (9)五、附件 (10)一、作业介绍作业地点:站修作业场。
适用范围:适用于站修作业场铁路货车更换制动梁及滑槽磨耗板。
上道作业:制动装置外观检查。
下道作业:单车试验。
人员要求:本岗位作业须由制动钳工完成,作业人员上岗前要进行岗前培训,并持有《岗位培训合格证》,上岗人员须持证上岗。
作业要点:劳动防护用品穿戴整齐;开工前全面检查工具、材料状态确认性能良好无故障;检查测量具计量检定不过期;作业前确认止轮器插设到位。
关闭车辆截断塞门,拉动缓解阀拉杆手把,排出副风缸全部压力空气;完工进行整理,清扫场地。
二、作业流程示意图三、作业程序、标准及示范1. 作业准备1.1按规定穿戴好劳保用品,参加班前点名会。
1.2全面检查所用工量器具状态良好,计量器具检定不过期,并按规定对设备进行点检。
1.3确认施修车辆防溜安全防护设置到位。
2. 更换制动梁2.1关闭车辆截断塞门,拉动缓解阀拉杆手把,排出副风缸全部压力空气。
2.2架车推出转向架。
2.3拆卸制动梁2.3.1使用扳手拆卸下安全链螺栓,拆下交叉杆安全索。
2.3.2分解闸瓦插销、环及闸瓦。
2.3.3分解扁开口销或拉铆销,取出移动(固定)杠杆圆销、中(下)拉杆圆销后取下移动杠杆。
作业时,须抓牢抱稳,防止配件掉落伤人。
2.3.4取出制动梁。
作业时,须专人指挥,统一协调,抓牢抱稳,防止配件掉落伤人。
2.4安装制动梁2.4.1同一车辆须装用同型号制动梁。
原车装用防脱制动梁者仍须装用防脱制动梁。
L-A、L-B型制动梁组成如图1。
L-C型制动梁组成如图2。
图1图22.4.2组装制动梁,装用前检查确认选配合格品制动梁型号、外观、检修标记清晰齐全,制动梁须经检修车间按照段修标准检修合格,且距离检修时间的存放期不超过一年。
紧固技术通用作业指导书1适用范围:本公司紧固件操作和电批、气批。
2作业前准备:1.检查电压、气压是否正常。
2.根据被锁螺丝的形状,配备好起子头。
3.调置好的扭力。
3操作方法3.1接上或卸下起子头时,以指尖将起子帽向上推。
3.2插入电源并将开关设在“F”的位置,装上起子头,预先调整锁紧螺丝所需扭力段的位置.3.3手按开关压板式起动,按扣板机拉向自已的方向,然后开关就会打开“ON”来启动马达运转,开始操作锁螺丝。
当螺丝锁付超出设定扭力时,离合器会自动打滑,起子头停止转动,作业完成.3.4当手按开关压板放开时,起子电源就关闭,马达停止工作,如此重复操作可继续使用,如要松开螺钉时,开关应放在“R”位置,按上述操作即可完成.4技术要求4.1打紧时需要使用经过检修标识合格的电批或气批;4.2打紧前要按照使用螺钉的规格参照《紧定螺钉标准扭力选用表》选用螺钉打紧扭力值,并根据首件实际打紧效果在允许范围内进行适当调整,并将已经选定的扭力值记录在每日扭力点检表上;4.3一经选用的扭力值就不允许随意调整,需要调整要经过组长或工艺工程师的同意;4.4已经选用扭力值的电批或气批在使用时必须垂直螺钉钉头进行打紧;4.5电批或气批每4小时必须组织一次扭力复检,并记录在点检表中;4.6打紧作业时批头长度要合适,比需要打紧的长度长15-20毫米为合适;4.7打紧作业时施力要均匀,避免大力下压;5注意事项5.1当电批或气批不使用或断电时,应将电源断开;5.2更换起子头时,一定要将起子电源关闭,并将其电源插头断开;5.3操作时,起子须与螺丝保持垂直垂直方向,并保持轻微下压,避免滑牙;5.4起子运转时不可波动正反开关,做不正常的切换操作易造成开关短路;5.5取放、使用及储存时,避免摔打和撞击电批或气批,以免马达受损6紧定螺钉标准扭力选用表备注:1.硬材料是被锁物及夹持物为钢铁、PCB板料等表面较硬的材料;软材料是被锁或夹持物为塑胶或锡、锌等表面较软的材料;2.使用非标∅1.7可参照∅1.6、非标∅3.5可参照∅4螺钉扭力进行打紧;。
作业指导书 基础制动装置检查 2/8
目 次 一、作业介绍.............................................................................................................3 二、作业流程示意图.................................................................................................4 三、作业程序、标准及示范.....................................................................................5 1.作业准备.................................................................................................................................5
2.确认上道作业........................................................................................................................5
3.基础制动装置检查..............................................................................................................5
4.填写记录.................................................................................................................................7
作业指导书衬套更换目次一、作业介绍 (3)二、作业流程示意图 (4)三、作业程序、标准及示范 (5)1.班前准备 (5)2.开工准备 (5)3.工序控制 (5)4.衬套更换 (5)5.设备故障处置 (6)6.质量反馈处置 (6)7.完工要求 (7)四、工装设备、检测器具及材料 (8)一、作业介绍作业地点:检修车间转向架组配件检修区。
适用范围:适用于铁路货车段修衬套更换作业。
上道作业:制动梁检测。
下道作业:制动梁试验。
人员要求:本岗位作业须由车辆钳工完成,作业人员上岗前要进行岗前培训,并持有《岗位培训合格证》,上岗人员须持证上岗。
作业要点:劳动防护用品穿戴整齐;开工前全面检查工具、材料状态确认性能良好无故障;检查测量具计量检定不过期;支柱圆销孔奥-贝球铁衬套直径磨耗大于2mm或松动、裂纹时更换;退、镶衬套时不应损伤母体金属;完工进行整理,清扫场地。
二、作业流程示意图三、作业程序、标准及示范1. 班前准备按规定穿戴好劳动保护用品,参加班前点名会。
2. 开工准备按《工装设备、检测器具、工具及材料》清单检查工装工具、样板量具及材料状态,须齐全、良好。
发生异常情况时通知工长处理。
3. 工序控制确认支柱上有“#”及“换套”标识,如图1所示。
标识不清时,通知上道作业人员处理。
图1 换套标识示意图4. 衬套更换4.1分解衬套。
4.1.1使用平衡吊将制动梁水平固定在压力机的工作台上,使压力机压头对正衬套。
4.1.2 按下压力机启动按钮,压力机压头自动将衬套缓慢压出。
4.1.3待压头归位后,取出旧的衬套放到报废品存放箱内。
4.2检查销孔及衬套。
目视检查销孔表面不应有裂纹,衬套内、外表面不应有裂纹、破损、缺角、夹杂物及氧化锈蚀等缺陷。
4.3使用游标卡尺分别测量衬套外径与孔的内径,计算过盈量为0.05mm~0.10mm。
4.4镶套。
使用毛刷在衬套外表面涂刷白铅油,然后将衬套水平放在销孔上,使压力机压头对准衬套中心。
按下压力机启动按钮,压头自动将衬套缓慢压入镶套孔内。
制动装置现车检修作业指导书工作时必须穿防砸皮鞋,防止配件跌落扎伤。
类别: A2、A3级检修系统:制动装置部件:空气制动机制动装置现车检修作业指导书适用车型:22B、25B、25G 、25K、25T人员工种:制动钳工作业时间:20分钟/套作业材料:橡胶密封圈及垫、检漏液、粉笔工装工具:检点锤、钢丝刷、白色手摇喷漆、手电筒、游标卡尺作业场所:检修大库、L3线环境要求:通风、自然采光良好操作规程:参考资料:1. 《制动钳工(车辆)》中国铁道出版社. 2010.122.《铁路客车空气制动装置检修规则》.铁总运[2014]215号安全防护及注意事项:1. 警告——在搬运过程中应轻拿轻放,不得野蛮作业,防止对人身造成伤害。
2. 警告——工作时必须穿防砸皮鞋,防止配件跌落扎伤。
基本技术要求:1. 各制动主支管及总风管应无裂纹、破损,腐蚀和磨耗不能准确判断其是否过限时用游标卡尺测量最薄处,深度不超过管壁厚度的1/2;各管卡及螺栓应无丢失、缺损、松动、腐蚀过限;帆布垫或木垫不得丢失和破损;管卡座、托架、制动单元架等腐蚀应不超过原型厚度的1/2;2. 折角塞门安装后须与制动主管及总风管主管中心垂线成30°夹角。
3. 更换制动主、支管时须套扣,制动管系不得使用镀锌铁管,组装时不得蹩劲,穿过各梁处管子不得与梁接触;更换的管子长度、公称直径及几何形状须符合原型,装用密接式车钩客车的端接管(补助管)长度为300~360 mm,其它客车端接管(补助管)为250~300 mm;。
新组装的主、支管拧紧后应留有一扣以上的完整丝扣;管路及接头更换时需使用不锈钢件。
4. 装用 15 号车钩的客车配套使用的总风软管长度为 690mm,制动软管长度为 715mm。
装用密接式车钩的客车配套使用的总风软管长度为 780mm, 制动软管长度为 780mm。
5 段(A2、A3)修时,检查轴限位装置,腐蚀30%更换,作用不良时检修或更换。
紧固件进料
检验作业指导书
发行版本:V1.1
发行日期:2009.10.20
实施日期:2009.10.20
归口管理部门:质管部
起草:批准
1目的
为了规范紧固件来料检验及抽样计划,并促进来料质量的提高,特制定该检验规范。
2适用范围
适用于深圳星亨五金制品有限公司IQC对紧固件来料的检验。
3规范性引用文件(版本以公司最新发布版本为准)
GB/T 2828.1-2003 计数抽样检验程序第1部分
GB/T 197-2003 普通螺纹公差
4通用验收标准和基本规则
4.1 如无特殊说明(如不锈钢、镀镍等),国标紧固件按照镀彩锌检验。
4.2 公差等级根据图纸要求进行检验,图纸尚未规定或无图纸的,按照下面要求执行:
对外螺纹规定三种公差带位置:g、f、e;
对内螺纹规定二种公差带位置:H、G;
镀后螺纹的实际轮廓上的任何点均不应超越H、h确定的最大实体牙型;电镀螺纹紧固件必须同时满足镀层厚度和旋合性两方面的要求。
6 注意事项
6.1 常规检验时一般不进行性能检测,如有争议或检验工程师级QE确认认为有必要时,可追加性能检测。
6.2 供方每批交货时需提供该批次的材质报告和盐雾试验报告。
盐雾试验QE每个月抽测2次,每个厂家抽测3~5代码,每个代码抽取3~5个,并可根据需求加强抽测频率。
作业指导书紧固件检修
目次
一、作业介绍 (3)
二、作业流程示意图 (4)
三、作业程序、标准及示范 (5)
1.班前准备 (5)
2.开工准备 (5)
3.工序控制 (5)
4.紧固件检修 (5)
5.设备故障处置 (6)
6.质量反馈处置 (6)
7.完工要求 (7)
四、工装设备、检测器具及材料 (8)
一、作业介绍
作业地点:检修车间转向架组配件检修区。
适用范围:适用于铁路货车段修紧固件检修作业。
上道作业:制动梁检查。
下道作业:闸瓦组装。
人员要求:本岗位作业须由车辆钳工完成,作业人员上岗前要进行岗前培训,并持有《岗位培训合格证》,上岗人员须持证上岗。
作业要点:劳动防护用品穿戴整齐;开工前全面检查工具、材料状态确认性能良好无故障;检查测量具计量检定不过期;使用氧、乙炔割炬切割支柱螺栓时不得伤及支柱;L-A、L-B型组合式制动梁支柱原采用螺栓与螺母连接的,更换后螺栓与螺母须点焊固;L-C型组合式制动梁压板与支柱采用螺栓与螺母连接,紧固力矩须符合80~120N·m,紧固后螺栓与螺母须点焊;完工进行整理,清扫场地。
二、作业流程示意图
三、作业程序、标准及示范
1. 班前准备
按规定穿戴好劳动保护用品,参加班前点名会。
2. 开工准备
按《工装设备、检测器具、工具及材料》清单检查工装工具、样板量具及材料状态,须齐全、良好。
发生异常情况时通知工长处理。
3. 工序控制
确认制动梁支柱螺栓或拉铆钉头部有加修标记“#”及梁架上有“更换”标识。
标识不清时,通知上道作业人员处理。
4. 紧固件检修
4.1 螺栓或拉铆钉分解
4.1.1 螺栓分解。
使用氧-乙炔割炬对支柱螺栓的螺母进行切割,切除后使用手锤、冲子将切割后的螺栓冲出,并将制动梁标识牌使用铁丝捆绑在梁架上。
将取下的螺栓放入废料箱内。
切除时不得伤及支柱。
4.1.2 拉铆钉分解。
使用拉铆钉分解专用机具对拉铆钉进行破切,破切后将拉铆钉取出放入废料箱内,将制动梁标识牌使用铁丝捆绑在制动梁梁架上。
4.2 螺栓或拉铆钉选配
4.2.1 L-A、L-B型组合式制动梁原采用螺栓与螺母连接的仍采用同规格的螺栓(M16×110mm、4.8级)、螺母连接。
4.2.2 L-A、L-B型组合式制动梁原采用拉铆钉连接的,仍需采用拉铆钉连接。
4.2.3 L-C型组合式制动梁压板与支柱须采用M16×80mm的8.8级螺栓与螺母
连接。
4.3 螺栓或拉铆钉组装
4.3.1 螺栓组装。
将螺栓穿上平垫圈、标志牌,从支柱一侧穿入支柱和夹扣,在夹扣一侧的螺栓头部穿入平垫圈、弹簧垫圈,拧上螺母。
L-A、L-B型组合式制动梁支柱螺栓使用扳手紧固后,将螺母与螺栓点焊固。
L-C型组合式制动梁支柱螺栓紧固力矩符合为80~120N·m,使用扭力矩扳手进行紧固,紧固后将螺母与螺栓点焊固。
4.3.2 拉铆钉组装。
将拉铆钉穿上平垫圈、标志板,从支柱侧穿入支柱和夹扣,在夹扣一侧铆钉头部套上套环,使用专用拉铆机具进行拉铆紧固。
4.4 质量检查
4.4.1 使用检点锤敲击检查螺栓或拉铆钉,不得松动,松动时重新进行组装。
4.4.2经质量复查合格的制动梁,须清除加修标记。
4.5 信息采集
将检修信息通过手持机录入HMIS系统。
5. 设备故障处置
工作者在设备点检和操作过程中,要注意观察设备状态,发现异常,立即停机检查处理,属于自修范围的故障由工作者处理。
超出自检自修范围的故障,立即填写《设备故障信息单》并通知工长,由工长联系设备车间维修人员进行处理。
处理后确认良好时开启设备电源,空载试运转设备,确认符合点检标准,合格后开工作业。
6.质量反馈处置
作业人员收到检查人员(工长、质检员、验收员等)质量信息反馈后,按如下程序处置:
(a)作业程序不符合规定时,立即纠正。
对不符合程序规定作业过程中的产品全数返工。
(b)产品质量不符合规定时,对不合格产品返工检修。
(c)由于设备、设施、量具等原因导致不能准确判断产品技术状态时,对当日产品全数返工。
7. 完工要求
完成当日工作后,整理量具、样板、工具并按定置管理要求摆放,擦拭设备并作日常保养,做到工完料净场地清。
四、工装设备、检测器具及材料
工装设备、检测器具、工具清单
序号名称规格型号单位数量备注
1 氧乙炔割炬/ 套 1
2 检点锤通用把 1
3 拉铆钉分解组装专用机具/ 台 1
4 扭力矩扳手150N·m 把 1
5 扳手通用把 1
物料清单
序号物料名称单位数量备注
1 普通铆钉个50
2 拉铆钉个50。