《焊材复验报告》模版
- 格式:doc
- 大小:31.50 KB
- 文档页数:1

GB50319-2000A9 工程材料/构配件/设备报审表工程名称:临沂金锣文瑞高低温车间制冷设备配件维修安装工程编号:01致:临沂金锣文瑞食品有限公司(建设单位)我方2015 年 3 月5日进场的工程材料/构配件/设备数量如下(见附件)。
现将质量证明文件及自检结果报上,拟用于下述部位:用于本工程管道、吊架、支架的焊接请予以审核。
附件:1:数量清单1份2:材料入库单3份3:质量证明书3份4:合格证贴条3份承包单位(章):项目经理:日期:审查意见:经检查工程材料/构配件/设备,符合/不符合/设计文件和规范的要求,准许/不准许进场,同意/不同意使用于拟定部位。
项目监理机构(章)总/专业监理工程师日期材料、成品、半成品进场验收记录0 0 1工程名称临沂金锣文瑞高低温车间制冷设备配件维修安装工程施工单位济南大森制冷工程有限公司分项工程名称管道及配件安装建设单位临沂金锣文瑞食品有限公司序号产品名称型号规格数量合格证号复验记录复验量检测手段1 电焊条E4303(J422)Φ3.2mm 150箱附后150箱合格证、材质单、外观、工艺性能2 氩弧焊丝THT-304 Φ2.5mm 100KG 附后80KG 合格证、材质单、外观、工艺性能3 氩弧焊丝THT50-6(ER50-6)Φ2.5mm 100KG 附后80KG合格证、材质单、外观、工艺性能4567891011验收结论:1.经检验该焊材符合合同及招标文件要求;2.合格证、材质单、齐全;3.外观、工艺性能符合要求,验收合格,同意入库;施工单位:项目专业技术(质量)负责人:专业质量检查员:(公章)年月日建设单位:(建设单位项目专业技术负责人):年月日焊接材料验收入库单工程名称:临沂金锣文瑞高低温车间制冷设备配件维修安装工程编号:001焊材名称焊条牌号E4303(J422) 焊材编号T1501-01 规格Φ3.2 数量150箱进场日期2015-03-05供货单位济南天瑞登峰焊接材料有限公司生产厂家淄博齐鲁焊业有限公司出厂日期2014-03-02质证书号20145251 批号059 焊材标准GB/T5117-2012 NB/T47018-2011检验结果质证书审查符合要求焊条外观质量包装受潮情况药皮锈蚀情况良好未受潮良好无腐蚀工艺性能符合工艺要求工艺性能试验报告单号20145251焊丝包装检查锈蚀情况直径实测尺寸,mm焊剂包装检查受潮情况颗粒检查复检结果及报告编号(当有复验要求时):结论经检验该焊材符合GB/T5117-2012 NB/T47018-2011标准,验收合格,同意入库。
如本表某栏目不够可另附附件。
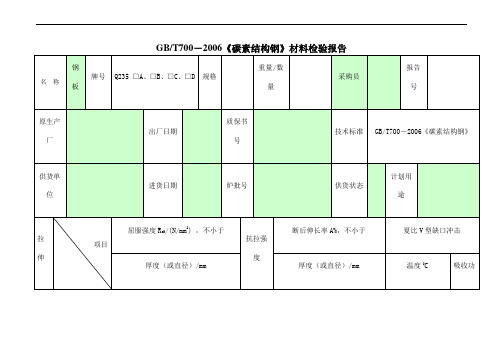
检验编号示例:08(年号)M(材料责任人代号)018(检验顺序号)GB/T1591-1994《低合金高强度结构钢》材料检验报告如本表某栏目不够可另附附件。
检验编号示例:08(年号)M(材料责任人代号)018(检验顺序号)GB/T1591-1994《低合金高强度结构钢》材料检验报告如本表某栏目不够可另附附件。
检验编号示例:08(年号)M(材料责任人代号)018(检验顺序号)GB/T5117-1995《碳钢焊条》检验报告本表路线:一式二份,检验员自留一份,另一份:材料检验员→材料质控责任人→需要时监检→检验科→归档(归档在当年材料档案内,保存期≥7年)如本表某栏目不够可另附附件。
检验编号示例:08(年号)M(材料责任人代号)018(检验顺序号)GB/T14957-1994《溶化焊用焊丝》检验报告本表路线:一式二份,检验员自留一份,另一份:材料检验员→材料质控责任人→需要时监检→检验科→归档(归档在当年材料档案内,保存期≥7年)如本表某栏目不够可另附附件。
检验编号示例:08(年号)M(材料责任人代号)018(检验顺序号)GB/T8110-1995《气体保护电弧焊碳钢、低合金用焊丝》检验报告本表路线:一式二份,检验员自留一份,另一份:材料检验员→材料质控责任人→需要时监检→检验科→归档(归档在当年材料档案内,保存期≥7年)如本表某栏目不够可另附附件。
检验编号示例:08(年号)M(材料责任人代号)018(检验顺序号)原(焊)材料检验报告本表路线:一式二份,检验员自留一份,另一份:材料检验员→材料质控责任人→需要时监检→检验科→归档(归档在当年材料档案内,保存期≥7年)如本表某栏目不够可另附附件。
检验编号示例:08(年号)M(材料责任人代号)018(检验顺序号)GB/T8163-1999《输送流体用无缝管》材料检验报告本表路线:一式二份,检验员自留一份,另一份:材料检验员→材料质控责任人→需要时监检→检验科→归档(归档在当年材料档案内,保存期≥7年)如本表某栏目不够可另附附件。

焊接材料复试报告您需要后才可以 |焊接是维修电子产品很重要的一个环节。
电子产品的故障检测出来以后,紧接着的就是焊接。
焊接电子产品常用的几种加热方式:烙铁,热空气,锡浆,红外线,激光等,很多大型的自动焊接设备都是采用其中的一种或几种的组合加热方式。
常用的焊接工具有:电烙铁,热风焊台,锡炉,BGA焊机焊接辅料:焊锡丝,松香,吸锡q1an9,焊膏,编织线等。
电烙铁主要用于焊接模拟电路的分立元件,如电阻、电容、电感、二极管、三极管、场效应管等,也可用于焊接尺寸较小的QFP 封装的集成块,当然我们也可以用它来焊接CPU断针,还可以给PCB板补线,如果显卡或内存的金手指坏了,也可以用电烙铁修补。
电烙铁的加热芯实际上是绕了很多圈的电阻丝,电阻的长度或它所选用的材料不同,功率也就不同,普通的维修电子产品的烙铁一般选用20w-50w。
有些高档烙铁作成了恒温烙铁,且温度可以调节,内部有自动温度控制电路,以保持温度恒定,这种烙铁的使用性能要更好些,但价格一般较贵,是普通烙铁的十几甚至几十倍。
纯洁锡的熔点是230度,但我们维修用的焊锡往往含有一定比例的铅,导致它的熔点低于230度,最低的一般是180度。
新买的烙铁首先要上锡,上锡指的是让烙铁头粘上焊锡,这样才能使烙铁正常使用,如果烙铁用得时间太久,外表可能会因温度太高而氧化,氧化了的烙铁是不粘锡的,这样的烙铁也要经过上锡处理才能正常使用。
焊接:撤除或焊接电阻、电容、电感、二极管、三极管、场效应管时,可以在元件的引脚上涂一些焊锡,这样可以更好地使热量传递过去,等元件的所有引脚都熔化时就可以取下来或焊上去了。
焊时注意温度较高时,熔化后迅速抬起烙铁头,那么焊点光滑,但如温度太高,那么易损坏焊盘或元件。
补PCB布线PCB板断线的情况时有发生,显示器、开关电源等的线较粗,断的线容易补上,至于主板、显卡、笔记本的线很细,线距也很小,要想补上就要麻烦一些。
要想补这些断线,先要准备一个很窄的扁口刮刀,刮刀可以自已动手用小螺丝刀在磨刀石上磨,使得刮刀口的宽度与PCB板布线的宽度差不多。

焊丝焊剂复式报告一、引言焊接是一种常见的金属连接方法,通过热源将金属材料加热至熔点或近似熔点,使其熔化,并通过施加外力实现金属连接。
在焊接过程中,焊丝和焊剂是必不可少的材料。
焊丝是焊接过程中所使用的金属丝,通常由相同或相似的材料制成,可以用作填充金属、焊接材料和电极。
焊剂则是一种用于焊接过程中清洁金属表面并提供保护的物质。
本文将对焊丝和焊剂进行深入研究,探讨其种类、特性以及在焊接过程中的应用。
二、焊丝的种类及特性2.1 实芯焊丝实芯焊丝是在金属丝内部填充焊剂的焊丝。
它可以分为铜芯焊丝、铝芯焊丝、镍芯焊丝等。
实芯焊丝具有以下特点: - 焊接过程中焊剂会在熔融状态下与金属反应,能够提供保护和清洁作用; - 可以增加焊接材料的强度和硬度; - 填充的焊剂可以改善焊缝形貌。
2.2 镍基焊丝镍基焊丝是一种特殊的焊丝,主要用于焊接合金材料。
它具有以下特点: - 具有优异的耐腐蚀性,可用于焊接具有耐蚀性要求的材料; - 规避了普通焊丝焊接过程中容易出现的气孔和裂纹问题; - 具有较高的抗氧化性能,适用于高温环境下的焊接。
2.3 钢芯焊丝钢芯焊丝是一种用于焊接钢材的焊丝,通常由钢丝芯和填充焊剂组成。
它具有以下特点: - 具有良好的焊接可靠性和机械性能; - 适用于多种焊接方法,包括手工弧焊、氩弧焊等; - 可以实现高效的焊接效果,提高生产效率。
三、焊剂的种类及特性3.1 钎剂钎剂是一种用于钎焊过程中的焊剂,主要用于钎焊接头的连接和保护。
它具有以下特点: - 能够降低表面张力,提高钎料的流动性; - 可以清洁和除氧焊接表面,提高钎焊质量; - 在钎焊过程中可以保护焊接区域避免氧化。
3.2 焊剂液焊剂液主要用于焊接过程中的保护和清洁。
它具有以下特点: - 能够提供氧化保护,防止焊接区域氧化; - 可以清除焊接区域的污染物,提高焊缝质量; - 具有良好的润湿性,有利于焊丝与焊接材料的结合。
3.3 压焊剂压焊剂是一种用于热压焊(热压接)过程中的焊剂,用于增强金属材料的接触性能。
【引言概述】焊条是常见的焊接材料之一,用于连接金属工件。
在焊接工艺中,焊条的质量和性能对焊接接头的质量和使用寿命具有重要影响。
因此,对焊条进行全面的检验和评估是确保焊接质量的重要环节。
本报告是焊条检验报告的第二部分,旨在通过详细描述焊条的检验内容和结果,进一步完善焊接质量控制体系。
【正文内容】1.化学成分检验1.1 检验目的和方法:焊条的化学成分直接影响其焊接性能,如它的熔化温度、气候敏感性等。
因此,在进行焊条焊接前,对其化学成分进行检验十分必要。
检验方法可以采用湿法化学分析、光谱分析等。
1.2 检验结果和评价:根据化学成分检验结果,对比标准规定的焊条成分范围,评估焊条的成分是否符合要求。
若在成分含量上存在较大偏差,则可能导致焊接接头的强度和耐腐蚀性等性能下降。
2.力学性能检验2.1 检验目的和方法:焊条的力学性能是指其在受力下的变形和破坏行为。
力学性能检验通常包括拉伸强度、屈服强度、延伸率、冲击韧性等指标的测量。
常用的检验方法有拉伸试验、冲击试验等。
2.2 检验结果和评价:对焊条进行力学性能检验后,通过比对检验结果和标准规定要求,评估焊条的强度和韧性是否满足使用要求。
若某项指标不达标,可能会在焊接过程中出现焊接接头脆化、断裂等问题。
3.焊接工艺性能检验3.1 检验目的和方法:焊接工艺性能是指在配合特定焊接方法和设备情况下,焊条所具有的适应性和稳定性。
焊接工艺性能检验通常包括短路传输性能、电流伏安特性、溅痕性等指标的测试。
常用的检验方法有焊接试验、电流伏安特性测试等。
3.2 检验结果和评价:通过对焊条进行焊接工艺性能检验,可以评估焊条与不同焊接设备和方法的适应性。
检验结果将为优化焊接工艺参数提供依据,从而提高焊接质量和效率。
4.外观检验4.1 检验目的和方法:焊条的外观检验主要针对焊条的表面质量、包装完好性等。
焊条包装完好且无明显缺陷,可以保证焊条在储存和运输过程中不受到污染和损坏。
4.2 检验结果和评价:通过外观检验,对焊条的表面质量和包装完好性进行评估,确保焊条在使用前的质量无缺陷和可靠。
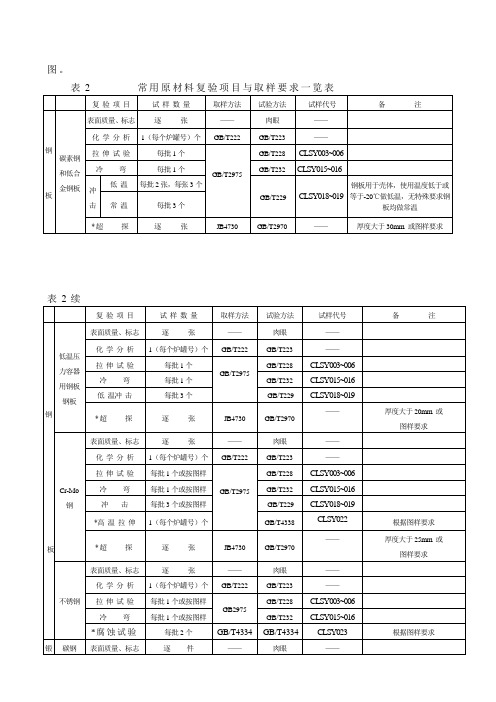
焊材复验目录1 目的 (4)2 适用范围 (4)3 定义 (4)4 引用文件 (4)5 责任 (4)6 行动要求 (4)6.1工作流程 (5)6.2复验内容 (5)6.3复验试验、取样要求 (5)7 附录 (6)1.目的规定必要的检查、检验措施以保证所使用的焊材的质量符合****工程施工安装中的要求。
2.适用范围适用于***管道所使用的焊材(指焊条、焊丝)。
3.定义无4. 引用文件4.1《核电厂常规岛焊接技术规程》 DL/T1118-20094.2《核电厂金属技术监督规程》 DL/T1025-20064.3《焊条质量管理规程》 JB/T3223-19964.4《核电厂常规岛焊接工艺评定规程》 DL/T1117-20094.5《碳钢焊条》 GB/T5117-19954.6《不锈钢焊条》 GB/T983-19954.7《低合金钢焊条》 GB/T5118-19954.8《气体保护电弧焊用碳钢、低合金钢焊丝》 GB/T8110-20084.9《焊接用不锈钢丝》 YB/T5092-20054.10《物项采购控制》 HY3-HX25-GPP-BJEC00034.11《上海市企业标准焊丝》 Q/FAAX.31-20084.12《焊接用不锈钢盘条》 GB/T4241-20065. 责任5.1物资管理科负责焊材验收的组织实施工作。
5.2质量检验处负责配合物资管理科进行焊材的验收;负责复验工作的对外接口;按检查和试验计划要求进行过程控制。
5.3各专业工程处确定本部门所申请采购的焊材是否需要复验,负责下达《焊材复验委托单》(见附录7.1)5.4焊培中心负责组织焊材复验的实施,并将焊材复验的结果及时通知物资管理科、质量检验处和各专业工程处。
6行动要求6.1工作流程6.1.1物资管理科组织相关部门对到货焊材检查验收、标识,检查验收内容包括如下内容:检查包装箱是否完好,有无侵蚀、损坏,包装箱上的牌号是否与焊材需求计划一致;检查焊材质量证明书数据的完整性和准确性是否符合相关标准、技术文件的要求;检查焊材质量证明书化学成分、力学性能、铁素体(如有)、晶间腐蚀(如有)等是否符合标准或技术文件的要求;检查焊材外观是否合格,并填写物项检验记录单(见附录7.4)。
框架朱林
1焊接材料进场第4.3.1条2焊接材料复验第4.3.2条3材料匹配第5.2.1条
4焊工证书第5.2.2条
5焊接工艺评定第5.2.3条6内部缺陷第5.2.4条第5.2.5条
焊脚尺寸5mm
8焊缝表面缺陷第5.2.6条1焊接材料进场第4.3.4条2
预热和后预热
处理
第5.2.7条3焊缝外观质量第5.2.8条
焊缝错边
5凹形角焊缝第5.2.10条6
焊缝观感
第5.2.11条
钢结构(钢构件焊接)分项工程检验批质量验收记录
中国机械工业第五建设工程公司检验批部位项目经理监理工程师
监理(建设)单位验收记录或结果
三级B<200~4.0已报验芜湖海螺三期2*12000t/d熟料B线机电设备安装施工单位工程名称班组长: 质检员:年 月 日 年 月 日
项目良好图例
————对接焊缝错边d
第5.2.9条
有合格质量标准(按本规范)施工单位检验评定记录或结果————
已报验良好允许偏差————4主控项目一般
项目
匹配合格对接焊缝余高C 7组合焊缝尺寸
焊脚尺寸不应小于t/4有监理单位
马鞍山迈世纪建设监理公司
d<0.15t,且≤3.0
施工单位检验评定结
果
监理(建设)单位验
收结论
监理工程师: 年 月 日
焊缝尺寸偏差良好。