渗透检测技术和现状及发展共44页
- 格式:ppt
- 大小:4.77 MB
- 文档页数:44


渗透检测技术的发展及应用摘要:渗透检测是一种无损检验方法,同其他无损检测方法一样,渗透检测也是以不损坏被检测对象的使用性能为前提,运用物理、化学、材料科学及工程学理论为基础,对各种工程材料、零部件和产品进行有效的检验,借以评价它们的完整性、连续性、及安全可靠性。
本文主要介绍渗透检测的基本原理,渗透检测的方法及步骤,以及渗透检测的优点。
关键词:渗透检测无损检测探伤方便1.引言:磁粉、渗透检测技术发展简史[1]20世纪50年代,部分大型国有企业设立无损检测部门,新中国磁粉检测和渗透检测工作开始起步。
20世纪60年代,在仿制的基础上,研制出大型交流磁粉探伤机。
设备与器材研制工作初露端倪。
1978年,中国机械工程学会无损检测分会磁粉、渗透检测专业委员会成立,并首次召开全国性技术交流会。
1982年,国内首次开办磁粉、渗透检测专业Ⅱ级人员培训班,结束了检测人员无证操作的历史。
20世纪80年代,随着改革开放的深入开展,通过引进吸收和再创新,我国的磁粉.渗透检测技术获得快速发展,迅速缩短了与先进国家间的差距。
[2]20世纪90年代,标准化工作取得重要进展,磁粉、渗透检测技术标准化体系基本形成。
2000年以来,随着数字化技术的发展,磁粉、渗透检测技术开始进入半自动/自动化和图像化时代。
2.基本原理渗透检测是五种常规无损检测方法之一,是一种以毛细作用原理为基础的检测技术,主要是用于检测非疏孔性的金属或非金属零部件的表面开口缺陷。
检测时,将溶有荧光染料或着色染料的渗透液施加到零部件表面,由于毛细作用,渗透液渗入到细小的表面开口缺陷中,清除附着在工件表面的多余渗透液,经干燥后在施加显像剂,缺陷中的渗透液在毛细现象的作用下被重新吸附到零件表面上,就形成放大了的缺陷显示,即可检测出缺陷的形貌和分布状态。
[3]渗透检测技术已经成为制造业和维修领域中不可缺少的重要组成部分,被广泛应用到现代工业的各个领域,是评价工程材料、零部件个产品的完整性、连续性的重要技术方法,也是实现质量管理、节约原材料、改进工艺、提高生产率的重要手段。
渗透检测工作技术总结渗透检测是一种以毛细作用原理为基础,用于检测非多孔性固体材料表面开口缺陷的无损检测方法。
它具有操作简单、成本较低、适用范围广等优点,在工业生产中得到了广泛的应用。
作为一名从事渗透检测工作的技术人员,在长期的实践中积累了一定的经验和体会,现将其总结如下。
一、渗透检测的基本原理和操作流程渗透检测的基本原理是利用液体的毛细作用,将含有荧光染料或着色染料的渗透剂施加到被检测工件的表面。
在毛细作用下,渗透剂渗入表面开口的缺陷中。
经过一段时间的停留后,去除表面多余的渗透剂,然后施加显像剂。
显像剂将缺陷中的渗透剂吸附并显示出来,从而形成可见的缺陷显示。
渗透检测的操作流程通常包括预处理、渗透、去除多余渗透剂、显像和观察与评定等步骤。
预处理是为了去除被检测表面的油污、铁锈、氧化皮等污染物,以确保渗透剂能够良好地润湿和渗入缺陷。
预处理的方法包括机械清理、化学清洗和溶剂擦拭等。
渗透时,要将渗透剂均匀地施加在被检测表面上,并保持一定的渗透时间,以使渗透剂充分渗入缺陷。
去除多余渗透剂时,要注意不能将渗入缺陷中的渗透剂去除,通常采用擦拭、冲洗或喷洗等方法。
显像剂的施加要均匀、薄而覆盖全面,以确保能够清晰地显示出缺陷。
观察与评定是在适当的光照条件下,用肉眼或借助放大镜等工具对缺陷显示进行观察和评定,判断缺陷的性质、大小、位置和形状等。
二、渗透检测材料的选择渗透检测材料包括渗透剂、去除剂和显像剂。
选择合适的检测材料对于保证检测结果的准确性和可靠性至关重要。
渗透剂应具有良好的渗透能力、润湿性能和荧光或着色强度,同时要对被检测材料无腐蚀作用。
根据被检测工件的材质、表面粗糙度和检测环境等因素,选择合适的渗透剂类型(水洗型、后乳化型或溶剂去除型)和灵敏度等级。
去除剂要能够有效地去除表面多余的渗透剂,而不会对缺陷中的渗透剂产生影响。
对于不同类型的渗透剂,应选择相应的去除剂。
显像剂的选择要考虑其吸附能力、对比度和清晰度等因素。
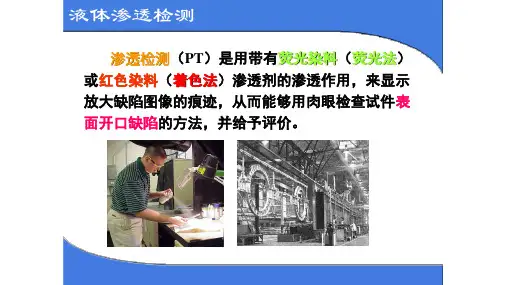
渗透检测(PT)是以毛细现象为基础,检测与表面相通缺陷的无损检测方法。
渗透检测的毛细现象是一种特殊的界面现象,研究渗透检测理论的基础是界面物理化学。
渗透检测与磁粉检测相比,两者都是检测表面缺陷的方法,都是把缺陷图像扩大,以目视观察判别及确定缺陷的性质、尺寸及形貌等;但两者的方法原理完全不同,适用范围也相差很大。
渗透检测与磁粉检测均可用于铁磁性材料表面细微裂纹的检测(检测灵敏度均明显高于射线检测和超声检测),但就可靠性而言,磁粉检测明显高于渗透检测。
渗透检测可用于对非铁磁性材料及有色金属材料表面细微裂纹的检测,而磁粉检测是无能为力的。
渗透检测理论解析贯穿型缺陷模式渗透检测中,渗透液对受检试件表面开口缺陷的渗透,实质是渗透液的毛细作用。
渗透液对表面点状缺陷(如气孔、砂眼等)的渗透,就类似于渗透液在毛细管内的毛细作用;渗透液对表面条状缺陷(例如裂纹、夹渣和分层断面上的缝隙等)的渗透,就类似于渗透液在间距很小的两平行板间的毛细作用。
渗透检测时,产生毛细作用的不规则“渗漏缺陷”,就与贯穿型缺陷类似。
非贯穿型缺陷模式在实际渗透检测中,受检试件中的贯穿型缺陷是不常见的;常见的是非贯穿型缺陷,而非贯穿型缺陷的一端是封闭的。
受检试件中的缺陷类型不同,缺陷形状也不同,缺陷内液体形成的弯曲液面也不同。
例如表面气孔常为圆柱形,其液面为球形液面;表面裂纹可认为是两平行板间的毛细现象,其液面为柱形液面。
以表面裂纹为例,渗透液渗入受检试件表面裂纹的先决条件是渗透液对其良好润湿。
只有当渗透液能充分地润湿受检试件表面裂纹时,渗透液才能向狭窄的表面开口裂纹内渗透,渗透检测才有可能进行。
渗透液的润湿性能是渗透液的重要指标,是表面张力和接触角两种物理性能的综合反映。
渗透检测时,要求渗透液的接触角不大于5°。
常用渗透检测系统的检测灵敏度为1 μm数量级。
AMS-2644《检验材料渗透液》、ISO 3452《无损检测渗透检测》、GB/T 18851《无损检测渗透检测》等标准要求:超高灵敏度的渗透检测材料应清晰地显示宽0.5 μm、深10 μm、长1 mm左右的细微裂纹;有关资料介绍:渗透检测的最高灵敏度可达0.1 μm。
渗透检测技术第一篇:渗透检测技术渗透技术检测摘要:渗透检测在特种设备行业及机械行业里应用广泛。
特种设备行业包括锅炉、压力容器、压力管道等承压设备,以及电梯、起重机械、客运索道、大型游乐设施等机电设备。
荧光渗透检测在航空、航天、兵器、舰艇、原子能等国防工业领域中应用特别广泛。
关键词:渗透检测毛细管作用引言渗透检测是以毛细管作用原理为基础的检查非多孔性固体材料表面开口缺陷的一种无损检测方法。
确切地说:就是利用毛细管现象使黄绿色荧光渗透液或有色非荧光渗透渗入到缺陷里,经清洗后,再利用显像剂的毛细管作用吸附出缺陷中残留渗透液,从而达到检测缺陷的目的。
渗透检测的过程发展没有哪本书上说PT检测是从某年被发现而发展起来的,不象RT 检测是在伦琴发现X射线后逐渐出现了检测技术,而PT检测方法是在民间中发现后经研究逐渐演变起来的。
例如:用碳黑涂在陶器的表面上,在擦净表面,裂纹就可显现出来,这就是陶瓷厂检查陶瓷的传统方法。
另外采用浸油的方法检测零部件表面裂纹是一种原始液体渗透方法,这种方法配合以白粉显像检验称之为油—白法,而广泛被应用。
油—白法最早被铁道部门得到应用,这种方法是将重滑油稀释在煤油中,得到一种看上去是脏而黑的混合液体作为渗透液,机车零部件杆、轴、曲柄等,用碱液煮洗并干燥后浸入渗透液中,过几小时甚至二十四小时以上,取出零件用浸有煤油的抹布把零件表面摖净,在涂上一种白粉加酒精的悬浮液,待酒精自会发后,在零件表面形成均匀的白色背景上出现深黑色渗透剂显示的裂纹,该方法只能检测比较大的裂纹。
本世纪30—40年代美国人斯威策对PT渗透液作了大量试验和研究,首先他把着色染料加入到渗透液中增加了缺陷显示的颜色的对比度,1941年他又把荧光染料加到渗透液中,用显像粉显像增加了检测的灵敏度,从而使PT检测法进入了一个新阶段。
随着科学的发展,越来越多的新型材料出现,例如:航天航空所用的各种轻合金、工程塑料、工业陶瓷等,用于他们制造不少关键部件都采用该种方法检查。
承压设备渗透检测技术发展现状摘要:我国的经济和工业都在飞速发展,承压类特种设备对于我国的工业发展具有重大影响。
对于承压类的特种设备,通过大量的检验试验结果,可以明确的判断出时间和成本等因素对其构成一定的功能限制,一般情况下,工作人员会通过容器检查,而除此之外,其还有可能会借助于射线、超声波这些技术对设备实施检查,从而避免对设备造成更大的损伤。
关键词:承压设备;渗透检测技术;应用前言承压类设备是化工机械的重要组成部分,其性能的优越性和稳定性直接关乎到操作人员的人身安全和企业整体生产能力的提高。
但在实际使用过程中,由于受到高温、高压、低温、高真空等多重因素的影响,承压类设备很容易会产生包括磨损、振动、泄露、噪声等在内的一系列故障,给生产和安全造成阻碍。
特别是在内部化学溶液的长期腐蚀过程中,承压类设备的零件易于脱落,产生安全隐患,造成安全事故。
因此,我们有必要对承压类设备的渗漏情况进行检测。
1渗透探伤技术渗透探伤技术主要利用有色渗透液进行如高温高压设备等承压类特种设备缺陷的探测,具体应用时,先将相应液体渗透在承压类特种设备缺陷处,清除多余液体后用显像剂使被检测设备表面缺陷显示出来。
在应用此检测技术的过程中,检测人员必须保证渗透剂和压力容器试块选择的合理性,全面掌握操作工艺,确保承压类特种设备渗透探伤实效的发挥。
根据实践经验,渗透探伤技术成本低廉,对被检测设备表面缺陷反映直观,探伤灵敏度高,探测范围易控制,较为适用于结构复杂的特种设备检验,但是其仅适用于承压类设备表面损伤和开口缺陷的检测,对于疏松多孔设备材料并不适用,而且会造成一定的环境污染。
2渗透检测方法简介本次实验中所采用的渗透剂为吴江宏达H-ST渗透探伤剂,H-ST型着色渗透探伤剂是一种焊缝无损检测中常用的方法之一。
在检测中,只需要通过肉眼观测,就可以直接看到工件表面的缺陷痕迹。
主要是将一种含有染料的着色或者荧光的渗透剂涂覆在零件表面,在毛细作用下,由于液体的湿润与毛细管作用使渗透剂渗入表面开口缺陷中。
摘要焊接检验是以近代物理学、化学、力学、电子学和材料科学为基础的焊接学科之一,是全国质量管理科学与无损评定技术紧密集合的一个崭新领域。
其先进的检验方法及仪器设备、严密的组织管理和较高的焊接检验人员,是实现现代化焊接工业产品质量控制安全运行的重要保证[1]。
随着科学技术的进步,渗透探伤技术得到了很快的发展,具有各种特点的新型渗透探伤剂及各种自动化渗透探伤装置的相继产生,不仅大大的提高了渗透探伤的灵敏度和探伤效率,而且使其应用范围越来越广泛。
正渗透探伤的工业应用始于本世纪初,除目视检查外,它是应用最早的无损检测方法。
因为渗透探伤最简单易行,其应用遍及现代工业的各个领域。
近年来,由于过滤性微粒型渗透剂的出现,使渗透探伤技术的应用扩展到多孔性材料。
国外研究表明,渗透探伤对表面点状和线状缺陷检出概率高于磁粉检验,是一种最有效的表面检验方法。
Borucki JS认为,在目前的产品质量检测中,渗透探伤可能是应用最普遍的一种无损检测方法。
促进渗透检测技术发展的主要是航空工业和原子能工业,这些部门对可靠性要求极高,且大量使用铝合金和奥氏体不锈钢,表面检测非渗透探伤莫属。
渗透探伤发展概况和现状渗透探伤对表面缺陷检测能力及检测的可靠性,取决于渗透探伤剂性能和操作工艺正确与否,因此几十年来,渗透探伤技术发展的主线一直是探伤剂的研制及其性能评价,探伤操作工艺的改进及其标准化,以及与之有关的渗透探伤理论的研究[2]。
渗透探伤正在向自动化方向发展,适用于各种零件流水线检验的渗透探伤装置相继出现。
可以相信,在不久的未来,渗透探伤技术将会取得更大的进步。
本文将重点论述渗透探伤技术及其应用。
关键词:焊接检验、渗透探伤、渗透剂、显象剂、乳化剂、清洗剂。
目录摘要 (1)目录 (2)第1章渗透探伤 (3)1.1渗透探伤的定义及分类 (3)1.2渗透探伤的步骤 (4)1.3渗透探伤的适用范围及优缺 (4)第2章渗透探伤剂及设备 (5)2.1渗透剂的组分及分 (5)2.2渗透探伤设备 (6)第3章渗透探伤的应用 (7)参考文献 (7)第1章渗透探伤1.1渗透探伤的定义及分类渗透探伤是指将一种含有染料的着色或荧光的渗透剂涂覆在零件表面上,在毛细作用下,由于液体的润湿与毛细管作用使渗透剂渗入表面开口缺陷中去。
渗透检测一、定义作用渗透检测(penetrant testing,缩写符号为PT),又称渗透探伤,是一种以毛细作用原理为基础的检查表面开口缺陷的无损检测方法。
这种方法是五种常规无损检测方法(射线检测、超声波检测、磁粉检测、渗透检测、涡流检测)中一种,是一门综合性科学技术。
同其他无损检测方法一样,渗透检测也是以不损坏被检测对象的使用性能为前提,运用物理、化学、材料科学及工程学理论为基础,对各种工程材料、零部件和产品进行有效的检验,借以评价它们的完整性、连续性、及安全可靠性。
渗透检测是产品制造中实现质量控制、节约原材料、改进工艺、提供劳动生产率的重要手段,也是设备维护中不可或缺的手段。
着色渗透检测在特种设备行业及机械行业里应用广泛。
特种设备行业包括锅炉、压力容器、压力管道等承压设备,以及电梯、起重机械、客运索道、大型游乐设施等机电设备。
荧光渗透检测在航空、航天、兵器、舰艇、原子能等国防工业领域中应用特别广泛。
二、适用范围及特点渗透检测可广泛应用于检测大部分的非吸收性物料的表面开口缺陷,如钢铁,有色金属,陶瓷及塑料等,对于形状复杂的缺陷也可一次性全面检测。
主要用于裂纹、白点、疏松、夹杂物等缺陷的检测无需额外设备,对应用于现场检测来说,常使用便携式的灌装渗透检测剂,包括渗透剂、清洗剂和显像剂这三个部份,便于现场使用。
渗透检测的缺陷显示很直观,能大致确定缺陷的性质,检测灵敏度较高,但检测速度慢,因使用的检测剂为化学试剂,对人的健康和环境有较大的影响。
渗透检测特别适合野外现场检测,因其可以不用水电。
渗透检测虽然只能检测表面开口缺陷,但检测却不受工件几何形状和缺陷方向的影响,只需要进行一次检测就可以完成对缺陷的检测。
三、基本原理及步骤渗透检测是基于液体的毛细作用(或毛细现象)和固体染料在一定条件下的发光现象。
渗透检测的工作原理是:工件表面被施涂含有荧光染料或者着色染料的渗透剂后,在毛细作用下,经过一定时间,渗透剂可以渗入表面开口缺陷中;去除工作表面多余的渗透剂,经过干燥后,再在工件表面施涂吸附介质——显像剂;同样在毛细作用下,显像剂将吸引缺陷中的渗透剂,即渗透剂回渗到显像中;在一定的光源下(黑光或白光),缺陷处的渗透剂痕迹被显示(黄绿色荧光或鲜艳红色),从而探测出缺陷的形貌及分布状态。