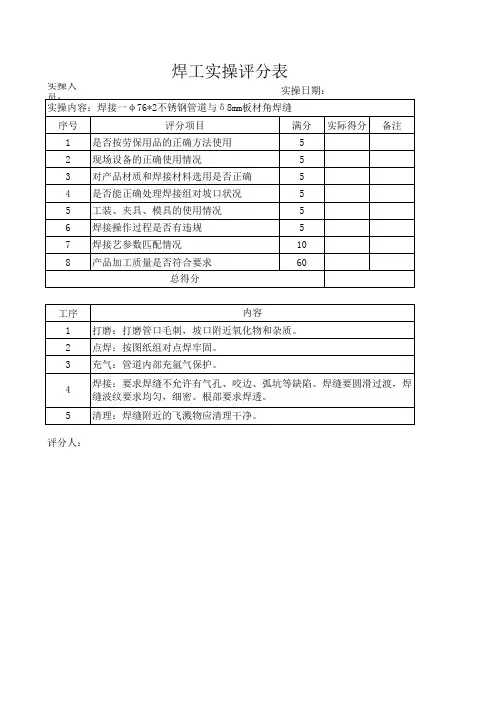
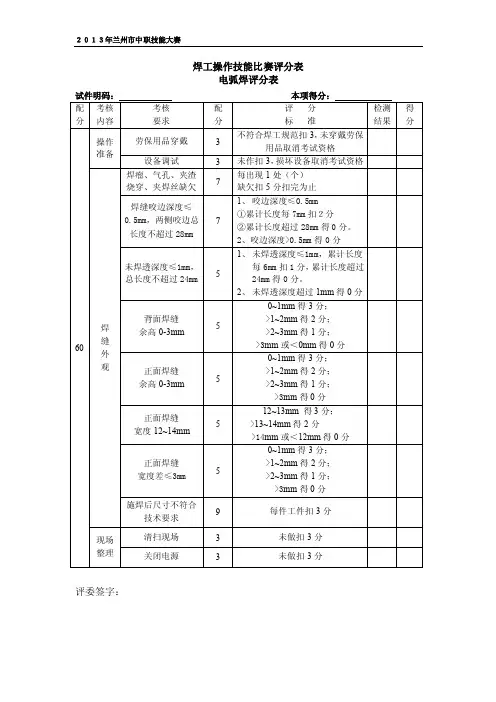
8-8A 焊接操作工技能评定记录 (焊工)REV1
- 格式:doc
- 大小:67.00 KB
- 文档页数:1
焊接操作工技能评定焊接操作工是一项需要高度技术和经验的职业。
他们负责将金属部件通过加热和冷却的方式连接在一起,以便形成一个坚固的结构。
这种技能评定旨在评估焊接操作工的能力和技术水平。
以下是对焊接操作工技能评定的详细介绍。
一、焊接技术焊接技术是焊接操作工最基本的技能之一。
他们需要熟悉常见的焊接方法,如手工电弧焊、气体保护焊和等离子弧焊。
他们需要了解不同焊接方法的特点和适用范围,并能够根据具体情况选择合适的焊接方法。
二、焊接材料焊接操作工需要对不同材料的焊接性能有深入的了解。
他们需要熟悉常见的焊接材料,如碳钢、不锈钢和铝合金等。
他们需要了解不同材料的熔点、热传导性和热膨胀系数等特性,并能够根据材料的特点选择合适的焊接参数和焊接材料。
三、焊接设备焊接操作工需要熟悉各种焊接设备的使用和维护。
他们需要了解焊接设备的工作原理和操作方法,并能够熟练操作焊接设备。
他们还需要定期检查和维护焊接设备,以确保其正常运行。
四、焊接质量控制焊接操作工需要具备良好的质量控制意识。
他们需要能够根据焊接工艺规范进行焊接操作,并能够检查焊缝的质量。
他们需要了解常见的焊接缺陷,如气孔、裂纹和夹渣等,并能够采取相应的措施进行修复或重新焊接。
五、焊接安全焊接操作工需要遵守焊接安全规范,保证自身和他人的安全。
他们需要佩戴适当的个人防护装备,如焊接面罩、防护手套和防护服等。
他们还需要保持焊接区域的通风良好,以防止有害气体的积聚。
六、工作协调能力焊接操作工通常需要与其他工人进行协调工作。
他们需要与设计师、工程师和其他施工人员密切合作,确保焊接工作能够按时完成,并满足设计要求和质量标准。
焊接操作工的技能评定涵盖了焊接技术、焊接材料、焊接设备、焊接质量控制、焊接安全以及工作协调能力等方面。
只有具备这些技能和知识,焊接操作工才能胜任他们的工作,并保证焊接工作的质量和安全。
通过这种技能评定,能够为焊接操作工提供一个衡量自身技术水平的标准,并为进一步提升自身的焊接技能提供指导。
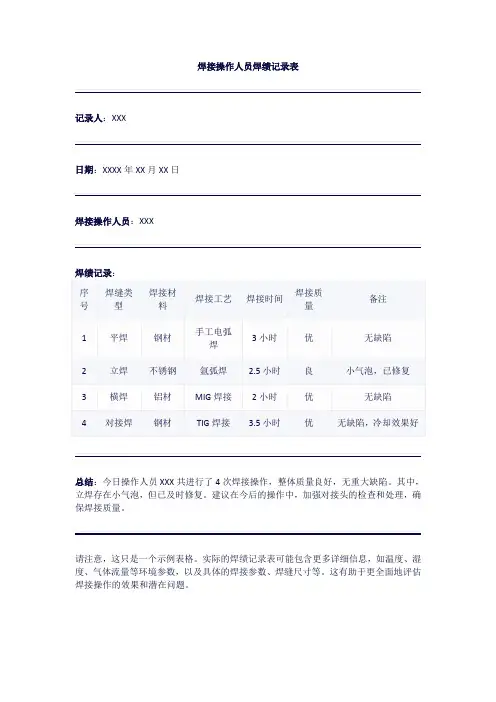
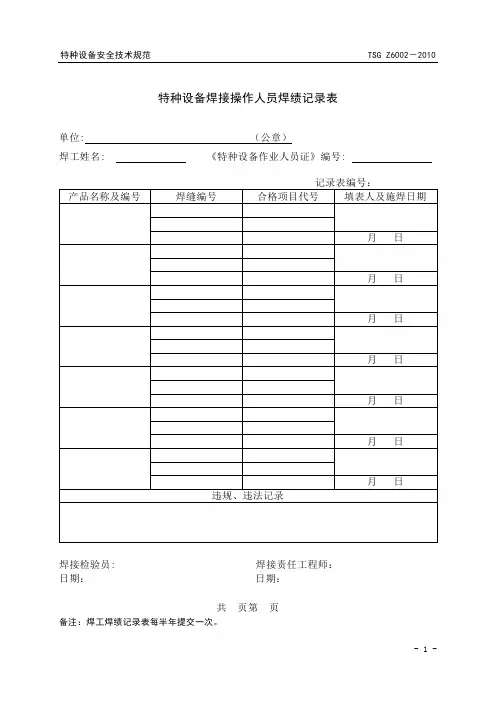
特种设备焊接操作人员焊绩记录表单位: (公章)焊工姓名: 《特种设备作业人员证》编号:焊接检验员: 焊接责任工程师:日期:日期:共页第页备注:焊工焊绩记录表每半年提交一次。
根据TSG特种设备安全技术规范TSD Z6002-2010《特种设备焊接操作人员考核细则》(特种设备作业人员证)每四年复审一次。
第二十四条《特种设备作业人员证》每四年复审一次首次取得的合格项目在第一次复审时,需要重新进行考试;在第二次以后(含第二次)复审时,需要在合格项目范围内抽考。
第二十五条持证焊工应当在期满3个月前,将复审申请资料提交给原考试机构,委托焊工考试机构统一向发证机关提出复审申请;焊工个人也可以将复审申请资料直接提交原发证机关,申请复审。
跨地区作业的焊工,可以向作业所在地的发证机关申请复审。
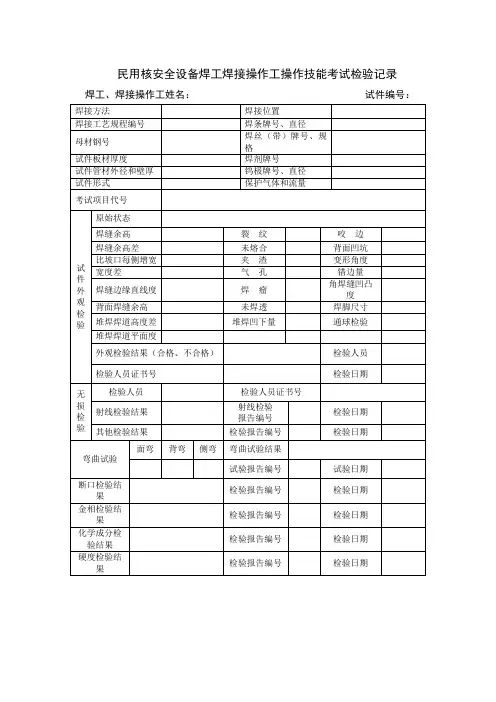
第二十六条申请复审时,持证焊工应当提交以下资料: (一)《特种设备焊接操作人员复审申请表》(见附件G,1份);(二)《特种设备作业人员证》(原件);(三)《特种设备焊工焊绩记录表》(见附件H,1份);(四)《特种设备焊工考试基本情况表》(见附件D,1份);(五)焊接操作技能考试检验记录表(适用于重新考试或抽考的焊工,1份);(六)医疗卫生机构出具含有视力、色盲等内容的身体健康证明(原件)。
《特种设备焊接操作人员复审申请表》由用人单位(或者考试机构)签署意见,明确申请人经过安全教育和培训的内容和课时,有无违规、违法等不良记录。
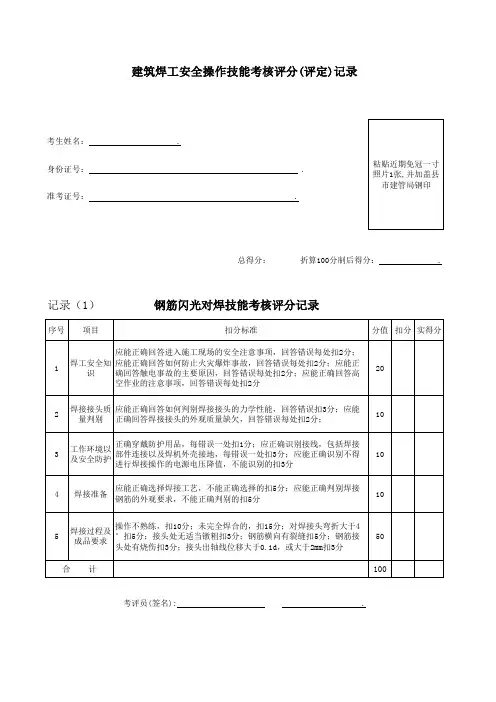
第二十七条复审时,满足以下所有要求的为复审合格: (一)提交的复审申请资料真实齐全;(二)年龄不超过55周岁(超过55岁的按照本细则第二十九条要求)的;(三)没有因违反工艺纪律以致发生重大质量事故;(四)重新考试合格的项目或者按照本细则附件A的A8,附件B的B7抽考合格的项目。
第二十八条发证机关应当在5个工作日内对复审资料进行审查,或者告知申请人补正申请资料,并且做出是否受理的决定。
能够当场审查的,应当场办理。
焊接工艺评定记录表评定记录表编号:[填写编号]1. 评定概述评定类型:[填写评定类型,如工艺评定、焊工评定等] 评定日期:[填写评定日期]评定地点:[填写评定地点]评定人员:- [填写评定人员姓名]- [填写评定人员姓名]- [填写评定人员姓名]- ...评定对象:- [填写评定对象,如焊接工艺、焊工等]- [填写评定对象,如焊接工艺、焊工等]- ...2. 评定过程2.1 评定准备为了确保评定工作的准确性和公正性,评定人员进行了以下准备工作:- [填写评定准备工作,如查阅相关技术资料、收集焊接样品等]2.2 评定步骤评定人员按照以下步骤进行评定:1. [填写评定步骤]2. [填写评定步骤]3. [填写评定步骤]4. ...2.3 评定方法评定采用以下方法:- [填写评定方法,如观察焊接过程、检测焊接接头强度等] 2.4 评定标准评定参考以下标准:- [填写评定标准,如国家标准、行业标准等]3. 评定结果根据评定过程和评定标准,得出以下评定结果:- [填写评定结果,如合格、不合格等]4. 评定意见与建议根据评定结果,评定人员提出以下意见与建议:- [填写意见与建议]- [填写意见与建议]- ...5. 评定记录确认评定记录已由以下人员确认:评定人员:- [填写评定人员姓名]- [填写评定人员姓名]- [填写评定人员姓名]- ...评定对象:- [填写评定对象,如焊接工艺、焊工等] - [填写评定对象,如焊接工艺、焊工等] - ...签字日期:[填写签字日期]6. 附件- [列举相关附件,如评定报告、照片等]以上为本次焊接工艺评定记录表,评定结果仅针对评定对象和评定日期进行有效。
ALSTOMALSTOM Power阿尔斯通电力Document No.:文件号PSTA030947Revision: Doc. Type: Language: Total Pages:版本号: 文件类型: 语言: 总页数:00 IW CN/EN 5Function responsible: Security Level:职能却门:安全埠Derived from: Replaces:来源: 替代“Prepared by: Checked by: Approved by:作者:刘占存审核: 批准:Instruction for evaluating the skill level of Welder and Welding Operator焊工和焊接操作工技能评级作业指导书1. Purpose 目的To standardize the welder and welding operator skill qualification in company conformably. For all people evaluation is fair and reasonable. At the same time guarantee in external recruitment, positioning skill level accurately for new staff. Be fair and reas on able ・为规范公司内部焊工和焊接操作工的技能等级的评定标准一致,对所有人员评定做到公平、合理;同时保证在对外招工工作中,对招收人员有准确的技能定位,同时做到公止、合理。
Apply to welder and welding operator skill qualification internal. Also for new staff skill positioning of externalrecruitment适用于公司内部焊工和焊接操作工的技能等级的评定;也适用于对外招工工作屮,对招收人员的技能等级的评定。
焊接工艺评定记录项目名称:焊接工艺评定记录项目编号:PQR001评定日期:2024年1月1日焊接材料:基材:A36碳钢板填充材料:ER70S-6焊丝保护气体:纯二氧化碳焊接电流和电压参数:电流范围:80A-100A电压范围:20V-25V焊接速度:8-10cm/min焊接位置:横焊焊缝类型:对接焊缝焊接前准备工作:1.对基材进行清洁,去除表面油脂和污物。
2.对填充材料进行预热处理,使其达到适宜焊接温度。
3.调整焊接机器设定参数至预定范围内。
1.按照设定参数进行焊接,实施焊接过程。
2.对焊接完毕的试样进行质量检测。
3.检测结果符合要求的试样,进行焊缝强度测试。
4.强度测试结果:焊缝拉伸强度为400MPa,符合设计要求。
5.对焊缝进行断裂分析,发现焊缝的断裂模式为焊区断裂。
结论:本次焊接工艺评定结果符合要求,焊接质量良好。
根据试验结果,得出以下结论:1.基材A36碳钢板和填充材料ER70S-6焊丝的配合焊接效果良好。
2.纯二氧化碳作为保护气体可以提供足够的保护效果。
3.设定的焊接电流和电压参数以及焊接速度符合质量要求。
4.本焊接工艺适用于焊接横焊对接焊缝。
建议:在实际应用中,建议根据不同的焊接要求和材料特性进行相应的参数调整;同时,也建议在进行大批量生产前进行进一步的评定和测试,以确保焊接工艺的稳定性和可靠性。
总结:本次焊接工艺评定记录(PQR)详细记录了焊接材料、焊接参数、焊接工艺评定过程和结果,为以后相似工作提供了参考。
通过严格的评定程序和质量检测,得出本次焊接工艺符合要求的结论,并提出建议。
根据评定结果,可以进行相应的焊接工艺推广和应用。