爆炸处理消除16MnJ超厚钢板焊接残余应力
- 格式:doc
- 大小:169.00 KB
- 文档页数:6

爆炸消除焊接残余应力的数值模拟爆炸消除焊接残余应力的数值模拟焊接残余应力是一个常见的问题。
在焊接过程中,高温物质的热膨胀和收缩会导致材料的形状发生变化,进而产生残余应力,这将会影响机械性能和耐用性。
而解决残余应力的方法之一就是爆炸消除技术。
本文将介绍通过数值模拟爆炸消除焊接残余应力的方法。
首先,我们需要建立一个三维的有限元模型。
这个模型应该和我们想要焊接的实际工件尽可能接近。
我们可以使用数值计算软件或者有限元分析软件来构建这个模型。
在建模的过程中,我们需要考虑焊接热源、导热、冷却和热膨胀等因素。
然后,我们需要确定爆炸消除技术的参数。
爆炸消除包括激波、爆炸和喷射等过程。
我们需要考虑爆炸药的种类、粒度和密度、爆炸药与工件之间的距离、爆炸的时间、爆炸的方向和强度等因素。
这些参数的确定需要基于实验和经验,并结合实际情况进行调整。
接下来,我们需要进行数值模拟。
我们将爆炸消除过程和焊接过程连接在一起进行模拟,同时考虑材料的耐热性,热膨胀系数以及变形发生的顺序等因素。
在数值模拟的过程中,我们需要对边界条件进行适当的设定,如限制边界和速度边界。
同时,我们还需要考虑计算时间和内存的限制,保证计算的收敛性和稳定性。
最后,我们需要对模型进行结果分析和数据处理。
我们可以通过结果图表来直观地展现残余应力的分布和变化情况,并进行相关数据的分析和处理。
我们还可以通过比较实验结果和数值模拟结果来验证模型的准确度和可靠性。
总之,数值模拟是一种有效的解决焊接残余应力问题的方法。
通过建立合适的模型,确定正确的参数和进行精确的计算和分析,我们可以更好地掌握焊接残余应力的变化规律,并采取有效的措施来解决这个问题。
对于焊接残余应力的数值模拟分析,我们需要进行相关数据分析,以确定残余应力分布的规律和变化趋势。
首先,我们需要收集和分析关于焊接材料的相关数据,如热膨胀系数、热导率、比热容、密度、杨氏模量和泊松比等。
这些参数对于确定焊接过程中热膨胀和冷却的效应非常重要,尤其是在数值模拟中。
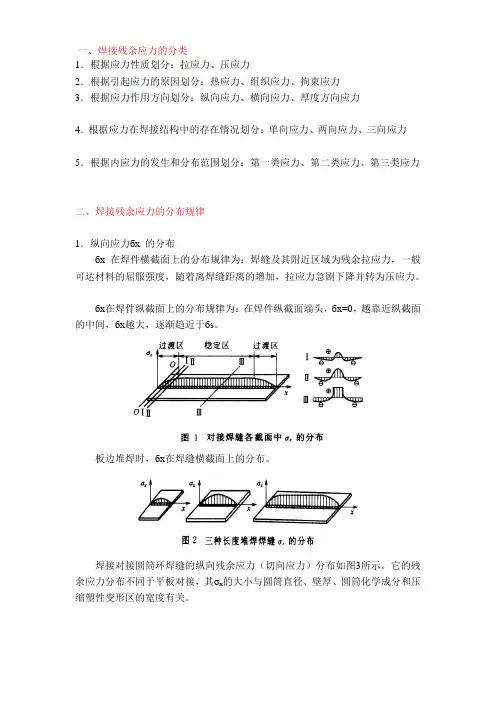
一、焊接残余应力的分类1.根据应力性质划分:拉应力、压应力2.根据引起应力的原因划分:热应力、组织应力、拘束应力3.根据应力作用方向划分:纵向应力、横向应力、厚度方向应力4.根据应力在焊接结构中的存在情况划分:单向应力、两向应力、三向应力5.根据内应力的发生和分布范围划分:第一类应力、第二类应力、第三类应力二、焊接残余应力的分布规律1.纵向应力бx 的分布бx 在焊件横截面上的分布规律为:焊缝及其附近区域为残余拉应力,一般可达材料的屈服强度,随着离焊缝距离的增加,拉应力急剧下降并转为压应力。
бx在焊件纵截面上的分布规律为:在焊件纵截面端头,бx=0,越靠近纵截面的中间,бx越大,逐渐趋近于бs。
板边堆焊时,бx在焊缝横截面上的分布。
焊接对接圆筒环焊缝的纵向残余应力(切向应力)分布如图3所示。
它的残余应力分布不同于平板对接,其σx的大小与圆筒直径、壁厚、圆筒化学成分和压缩塑性变形区的宽度有关。
T 形接头的бx分布与立板和水平板尺寸有很大关系,δ/h越小,接近于板边堆焊的情况;δ/h越大,接近于等宽板对接的情况。
2.横向应力бy 的分布бy =бy′+бy″бy′:焊缝及其塑性变形区的纵向收缩引起的横向应力;бy″:焊缝及其塑性变形区的横向收缩不均匀、不同时引起的横向应力。
图5(a)所示为两块平板对接的板件,图中表示连接后室温板件的应力分布。
板件中间受拉,两侧受压。
如果假想沿焊缝中心将板件一分为二,就相当于板边堆焊,有焊缝一边产生压缩变形,无焊缝一边出现伸长变形〔见图5(b)〕,要使两块板件恢复原来位置,应在两端加上横向拉应力。
由此推断,焊缝及其附近塑性变形区的纵向收缩会使用板件两端存在着压应力,而中心部位存在着拉应力〔见图5(c)〕。
同时两端压应力的最大值要比拉应力的值大得多。
图6所示为不同长度的焊缝其σ′y的分布规律,只是长焊缝中部的拉应力将有所降低,其他的基本相同。
焊缝的横向应力分布还与焊接速度、焊接方向和顺序等有关。
钢结构的焊接残余应力与消除方法摘要:钢结构在焊接的过程中,经常会有焊接参与应力的存在,这会对其总体的施工质量及使用质量产生一定的影响,为了消除这种焊接残余应力,要对其形成原因及影响因素进行分析,在此基础上提出相关的消除措施,本文就针对此予以简单分析。
关键词:钢结构;焊接残余应力;消除在钢结构的施工过程中,其中一种非常重要的施工工艺就是焊接,这是一个非常复杂的过程,其中涉及到力学、冶金、传热、电弧物理等各个学科的,在进行钢结构的焊接时,为了保证其焊接质量及各种使用性能参数,对其焊接残余应力的产生原因进行分析,并提出相关的消除方法是非常必要的。
一、焊接残余应力的概念在进行钢结构中的相关构件的焊接时,会产生一定的内应力即焊接应力,而这种焊接应力的作用时间的长短是有一定的区别的,按照其作用时间的长短有焊接残余应力与焊接瞬时应力的区别,焊接瞬时应力的作用会在焊接之后的短时间内消失,而另一部应力会在焊接结束之后残留于构件之中,继续作用,这种焊接应力就是焊接残余应力。
二、钢结构焊接残余应力的产生原因通过试验分析发现,产生焊接残余应力的原因是多种多样的,对其主要的产生原因进行分析,可以得出以下几点:(1)焊接方法及焊接顺序的不合理会导致焊接残余应力的出现,尤其是对于一些焊接部位较多,焊接程序复杂的构建来说,采用不同的焊接顺序进行焊接,最终产生的焊接应力也是不尽相同的。
(2)焊接工艺参数设置不合理,在构件的焊接过程中,需要综合考虑构建的结构、材质、厚度等各种因素才能进行焊接方法的选择及焊接参数的设置,否则很容易在焊接的过程中形成凹坑、气孔、裂纹等缺陷。
(3)焊缝的位置及数量分布的不合理,如果在构件的焊接过程中具有较多的封闭焊缝,并且不同焊缝的疏密程度具有较大差别,甚至出现焊缝的相互交叉,这种现象的存在,很容易导致较大焊接残余应力的产生。
(4)焊缝的接头形式、尺寸等设计不合理,焊缝尺寸的大小与焊接应力的大小有着直接的关系,并且焊接间隙、焊接坡口形式、焊接零件之间的搭接方式等都会对焊接残余应力的大小产生直接的影响。