风机塔筒涂装施工工艺
- 格式:doc
- 大小:28.17 KB
- 文档页数:5
风力发电机组预制混凝土塔筒施工方法
推荐施工步骤:1.四边受累墙放样处理。
2.堆筑配合块,建立垂
直或水平结构,采用梁框或全框架外挂的形式。
3.搭建墙体架子,采
用把手式架子放样法做四支钢板组成的拼装架子,并将其粘结于受累
墙表面。
4.将纤维板铺设在架子上,并在面层上浇筑砼。
5.施工完成,使用钢筋线控孔,将堆砌表面处理成抹平,并施以防水处理。
6.穿孔
完成全部工作,并对钢绞线进行防腐处理。
7.安装电梯,并使用螺栓
固定止动处。
8.安装地窝及等候区域,安装安全网及护栏,通过测试
验证等等。
塔筒风电刷漆工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!揭秘风电塔筒的刷漆工艺流程在风力发电领域,风电塔筒是至关重要的组成部分,它承载着巨大的风力发电机,矗立在广袤的田野或山巅。
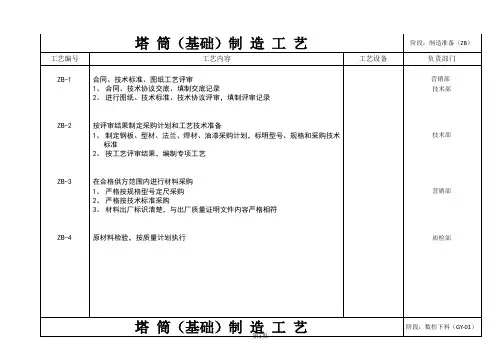
GY-01-3 GY-01-4
GY-01-5 尺寸的检验
1、用盘尺分别测量大弦、小弦误差±2
2、用盘尺分别测量两对角线误差±2
3、宽度误差±1
4、测量板材边缘的切割的垂直度90±2°
钢印的标识
1、标识用的钢印必须为无应力钢印,高度最小10mm
2、编号正确、清晰,标识内容详见标识工艺
TZ17-07
ID-塔段-塔节号
δ=xx(板材厚度)
QXXX(材质号)
xxxxxxxxxx(钢板炉批号)
ID——表示塔架序列号1、2、3 (20)
塔段——从下到上S1、S2、S3、T
塔节号——表示该塔段第几节钢板1、2、3……n
经检验合格,填制工艺流程卡后,产品方可进入下一道工序
数控火焰切割机
行车吊具
火焰切割手把
盘尺米尺
钢印铁锤
焊缝量规
下料班组塔筒(基础)制造工艺阶段:坡口打磨(GY-02)。
风机塔筒编号喷涂的施工流程英文回答:The construction process for the spray painting of wind turbine tower numbers typically involves the following steps:1. Surface preparation: Before painting, the tower surface needs to be properly cleaned and prepared. This may involve removing any dirt, rust, or old paint using methods such as sandblasting or power washing.2. Priming: Once the surface is clean, a primer coat is applied to enhance the adhesion of the paint and provide a uniform base. The primer helps to prevent corrosion and ensures better durability of the paint.3. Number stenciling: After the primer coat has dried, stencils are used to mark the tower with the desired numbers. These stencils are typically made of durablematerials such as metal or plastic and are carefully positioned to ensure accurate placement of the numbers.4. Paint application: The paint is then applied to the tower using spray guns or other suitable equipment. The color and type of paint used may vary depending on project specifications or regulatory requirements. It is important to ensure even coverage and avoid drips or runs in the paint.5. Drying and curing: Once the paint has been applied, it needs to dry and cure properly. This may involve allowing sufficient time for the paint to air dry or using specialized drying equipment to expedite the process. Proper drying and curing are essential for achieving a durable and long-lasting finish.6. Quality inspection: After the paint has dried and cured, a thorough inspection is conducted to ensure that the numbers are clearly visible, the paint is evenly applied, and there are no defects or imperfections. Any necessary touch-ups or corrections are made at this stage.7. Final coating: To provide additional protection and enhance the appearance of the tower, a final clear coat or topcoat may be applied. This helps to seal the paint and provide resistance against weathering, UV radiation, and other environmental factors.中文回答:风机塔筒编号喷涂的施工流程通常包括以下步骤:1. 表面处理,在喷涂之前,需要对塔筒表面进行适当的清洁和处理。
明阳MySE5.5MW风机塔筒安装施工工法一、前言随着全球环保意识的不断提高,风能发电逐渐成为新能源的主流之一。
作为风力发电的核心组件之一,风机塔筒的安装施工也变得越来越重要。
本文将重点介绍明阳MySE5.5MW风机塔筒安装施工工法。
二、工法特点明阳MySE5.5MW风机塔筒安装施工工法采用了分段式卸载、下放和立装的工艺流程,具有操作简便、易于控制施工质量、施工速度快等特点。
此外,该工法采用多项技术措施,如悬挂装配、防风措施等,能够有效减少施工中的风险和难度。
三、适应范围该工法适用于塔筒高度90-132米、重量100-160吨的明阳MySE5.5MW风机塔筒的安装施工。
对于其他型号或品牌的风机塔筒,需要根据具体情况进行技术调整。
四、工艺原理首先,对于大型高层建筑物的施工安装,安全性是最要紧的考虑因素之一。
因此在施工过程中,必定需要采取一些科学合理的技术措施,以确保整个工程的质量和安全性。
在明阳MySE5.5MW风机塔筒的安装施工中,也是如此。
明阳MySE5.5MW风机塔筒安装采用分段卸载、下放和立装的工艺流程。
首先需要将塔筒分段卸载,并采用悬挂装配的方式,将筒段悬挂起来,便于下放。
然后对塔筒进行下放,直到每个筒段到达预定位置。
最后,将每个筒段立起来,完成整个塔筒的组装工作。
在具体的施工过程中,需要采取一些技术措施来确保施工质量和安全性。
比如对吊装系统进行检测和调整,以保证系统的稳定性;采用防风措施,以防止施工过程中受到大风的影响。
五、施工工艺明阳MySE5.5MW风机塔筒安装施工的各个阶段分为分段卸载、下放和立装三个部分。
具体施工流程如下:1、分段卸载首先,对于已经完成的塔筒上部,需要进行分段卸载。
在此过程中,需要采用吊杆、卸载钩和卸载筒段等器材,确保分段卸载的安全和稳定性。
2、下放在完成分段卸载之后,需要把卸载下来的塔筒筒段依次下放到塔底,并用吊杆进行操作。
需要注意的是,下放过程中不仅需要保持塔筒部件之间的平衡,还需要注意安全措施,例如使用吊钩悬挂,预先做好调整和固定工作等。
风力发电施工工艺风机塔筒安装与叶片调整风力发电作为一种清洁能源的代表,正逐渐成为全球能源转型的重要选择。
在风力发电项目建设中,风机塔筒安装与叶片调整是关键步骤之一。
本文将介绍风力发电施工工艺中风机塔筒的安装和叶片的调整方法。
一、风机塔筒安装风机塔筒作为支撑整个风机装置的重要组成部分,其安装需要严格按照规定的工艺进行,以确保安全可靠。
以下是风机塔筒安装的主要步骤:1. 基础施工:首先,根据风机塔筒的设计要求进行测量和定位,然后进行基础施工。
基础的建设包括基坑挖掘、混凝土浇筑等工作。
确保基础的稳固是风机塔筒安装的基础。
2. 塔筒分段安装:根据风机塔筒的高度,将其分段进行安装。
每段塔筒通过螺栓连接或焊接固定。
安装过程中需要注意吊装设备的正确使用,确保塔筒的垂直度和水平度。
3. 系统连接:完成风机塔筒的主体安装后,需要进行系统连接。
这包括电缆连接、监控系统的安装等。
确保风机塔筒与风机设备的正常通讯和监控。
4. 测试与调试:在风机塔筒安装完成后,需要进行测试与调试,确保各项功能正常工作。
包括升降系统、照明系统等,确保其可靠性和安全性。
二、叶片调整叶片是风机转动的关键部分,其调整对于风力发电的功率输出和运行稳定性有着重要影响。
以下是叶片调整的主要步骤:1. 遥测监控:通过遥测监控系统实时获取叶片的工作状态。
监测叶片的旋转速度、偏移等信息,以便进行准确的调整。
2. 叶片角度调整:根据风力发电机组的运行情况,通过调整叶片的角度来适配气象条件,以达到最佳的风能利用效果。
叶片角度的调整可以通过电控或液压系统进行。
3. 功率输出优化:通过对叶片的调整,使得风力发电机组在不同风速下都能够输出最大的功率,提高发电效率和经济性。
4. 安全检测:在叶片调整完成后,需要进行安全检测,确保叶片的调整不会影响风机的正常运行,并且不会对周围环境和人员造成威胁。
总结:风机塔筒安装与叶片调整是风力发电施工工艺中非常重要的环节。
风机塔筒安装需要按照规定工艺进行,确保安全可靠。
施工工艺知识:风力发电塔筒施工工艺探究随着能源的消耗和环境保护意识的提高,风力发电已经成为了一种常见的可再生能源。
而在风力机组中,风力发电塔筒则是其中的重要组成部分。
本文就将从风力发电塔筒的设计、施工和检验三个方面,探究其施工工艺知识。
一、设计风力发电塔筒的设计起点是考虑结构强度和系统安全,以及成本和施工可行性。
这要求设计者要综合考虑不同材料的优缺点和成本,并对每一部分进行特别处理。
(1)材料:风力发电塔筒通常由竖向钢管、横向环杆和斜向铁链等不同的零部件组成。
顶部容纳风力机组,底部则连接基础。
在材料选择上,不仅仅要考虑其强度,还要考虑耐久性和可维修性。
(2)结构:设计者还需要考虑风力发电塔筒的结构。
采用较厚的钢管,设计超额结构强度和疲劳剩余寿命,以保证系统的安全性。
同时,要保证结构的良好防护,以延长使用寿命并减少维护和修护成本。
二、施工风力发电塔筒的施工要求高度技术化和专业化。
正确的安装工艺和操作规程是保证工程品质和生产效率的关键。
施工中的安全措施也是必不可少的。
(1)钢板切割:钢板是风力发电塔筒的主要组成部分,因此在施工过程中需要对钢板进行切割。
切割需要采用化学气相沉积技术,并使用合适的切割工具。
(2)钢板焊接:钢板焊接是风力发电塔筒施工的核心。
采用电弧焊要求焊工具有高度的焊接技术及经验。
在焊接过程中,焊工应确保焊缝的密实和各部分的精度和安全性。
(3)安全措施:在塔筒组装期间,必须严格执行安全防范措施,以确保工人的安全。
这包括严格的机械安全措施、安全带和工人培训和教育等。
三、检验风力发电塔筒的检验关键在于确保其结构强度和耐用性满足设计要求。
检测工作主要涉及以下几个方面。
(1)毁坏性检验:采用图像分析和材料破坏分析等现代技术,对风力发电塔筒的组装质量及材料性能进行了全面的检测。
(2)无损检测:采用X光检测、超声波检验、地面雷达和激光扫描等无损检测技术,对风力发电塔筒进行了检验。
(3)现场验收:施工后,要进行现场质量验收,以确保其工作顺利,长期稳定地发挥作用。
项目风电塔筒(不包含基础环)涂装工艺Coating Process公司Revision Date/ R1 Rev.123 Signature. /Approved设计DESIGNED 校对CHECKED 审核EXAMINED 批准APPROV AL目录概述 (3)1.缩写和标准引用 (4)1.1缩写 (4)1.2引用标准 (4)2.涂料配套方案 (6)2.1 缩写 (6)2.2 塔筒本体 (6)2.3 塔筒顶法兰MF1面 (6)2.4 其他法兰面 (7)2.5法兰螺栓孔 (7)2.6 法兰孔内侧端面的说明和涂装示意图 (7)2.7 门板和门框涂装说明 (8)2.8 砂箱板、油槽板、钟摆涂装说明 (8)2.9 法兰内端面 (9)2.10 筒体内不锈钢和镀锌件 (9)2.11 门铰链部位 (9)2.12干膜厚度标准 (9)2.13光泽度要求 (10)2.14涂装注意事项 (10)3.涂装前的表面处理 (11)4.油漆施工 (13)4.1组装后筒体的表面处理 (13)4.2 油漆涂装 (13)5.法兰底漆保护用工装 (25)6.现场修补 (26)7.综述 (28)8.安全施工措施 (30)概述本文是根据有限公司的实际生产工艺流程,制订的风塔内表面和外表面油漆涂装的要求和施工指导。
本指导仅适用于牌油漆的施工。
1.缩写和标准引用1.1缩写DFT 干膜厚度WFT 湿膜厚度SSPC 钢结构涂装委员会ISO 国际标准化组织NACE 国家腐蚀工程师协会1.2引用标准ISO 12944 钢结构保护涂层NACE NO5 高压淡水冲洗的清洁标准ISO 8501-1:1988 涂装钢材表面锈蚀等级和除锈等级ISO 8502-3 表面清洁度测试评估-准备涂漆的钢材表面灰尘评估-压敏胶带法ISO 8503-2:1995 表面粗糙度比较样板抛(喷)丸、喷砂加工表面GB6484 铸钢丸GB6485 铸钢砂GB/T13312 钢铁件涂装前除油程度检验方法(验油试纸法)JB/Z350 高压无气喷涂典型工艺GB1764 漆膜厚度测定法GB7692 涂装作业安全规程涂漆前处理工艺安全GB6514 涂装作业安全规程涂漆工艺安全SSPC SP1 溶剂清洗SSPC SP10 近白级喷射清理SSPC PA 2 干膜厚度测量方法ISO 2808 漆膜厚度测量法ISO 4628 附着力拉开测试法2.涂料配套方案2.1 缩写Hempadur 17360(19830灰红色)环氧富锌底漆Hempadur 45880(12170浅灰色)环氧中间漆Hempathane 55100(17980 RAL9018)聚氨酯面漆Hempadur 15700(19840金属灰色)无机富锌底漆2.2 塔筒本体2.2.1 塔筒的外表面(RAL9018)涂层产品名称干膜厚度min(um)底漆Hempadur 17360 50中间漆Hempadur 45880 160面漆Hempathane 55100 40干膜总厚度2502.2.2 塔筒的内表面涂层产品名称干膜厚度min(um) 底漆Hempadur 17360 50面漆Hempadur 45880 125干膜总厚度1752.3 塔筒顶法兰MF1面涂层产品名称干膜厚度min(um) 无机富锌漆Hempadur 15700 70干膜总厚度702.4 其他法兰面涂层产品名称干膜厚度min(um) 环氧富锌漆Hempadur 17360 70干膜总厚度702.5法兰螺栓孔涂层产品名称干膜厚度min(um) 环氧富锌漆Hempadur 17360 70面漆Hempadur 45880 125干膜总厚度1952.6 法兰孔内侧端面的说明和涂装示意图注意:法兰孔的内侧如图示箭头所指端面,在法兰孔和法兰内端面做完底漆后,在做后道漆之前就要底漆保护工装用堵头和相应规格的垫片装配后卡在法兰孔内,再涂装面漆。
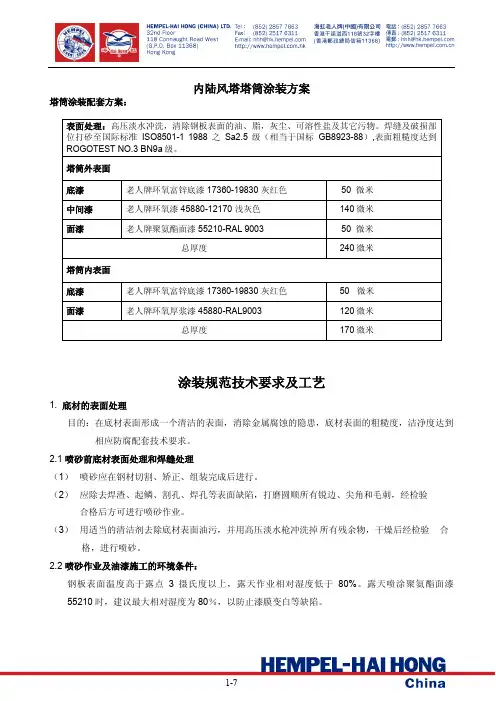
内陆风塔塔筒涂装方案塔筒涂装配套方案:涂装规范技术要求及工艺1. 底材的表面处理目的:在底材表面形成一个清洁的表面,消除金属腐蚀的隐患,底材表面的粗糙度,洁净度达到相应防腐配套技术要求。
2.1 喷砂前底材表面处理和焊缝处理(1)喷砂应在钢材切割、矫正、组装完成后进行。
(2)应除去焊渣、起鳞、割孔、焊孔等表面缺陷,打磨圆顺所有锐边、尖角和毛刺,经检验合格后方可进行喷砂作业。
(3)用适当的清洁剂去除底材表面油污,并用高压淡水枪冲洗掉所有残余物,干燥后经检验合格,进行喷砂。
2.2 喷砂作业及油漆施工的环境条件:钢板表面温度高于露点3摄氏度以上,露天作业相对湿度低于80%。
露天喷涂聚氨酯面漆55210时,建议最大相对湿度为80%,以防止漆膜变白等缺陷。
2.3 磨料(1)喷砂所用的磨料应符合ISO11124和ISO11126标准规定。
建议使用钢砂、钢丸或使用无盐分无污染的铜矿砂。
钢板预处理建议将铁质棱角砂与钢丸混合使用,混合比最好为70%、30%,棱角砂的规格为G25、G40, 钢丸的规格为S330、S280。
这样钢板预处理后较易达到标准要求的清洁度和表面粗糙度。
(2)对于非金属磨料铜矿砂或金刚砂。
建议粒度为:16-30目,磨料硬度必须在40-50Rc之间。
不允许使用河砂、海砂。
2.4. 喷砂工艺要求(1)检查并确认喷嘴处压缩空气压力在 5.5-7公斤。
压缩空气应无油无水,必要时进行油纸试验。
如果压缩空气中含有油水,则需安装油水分离装置。
空气管路内径应在0.75英寸以上。
(2)涂装前钢材表面的粗糙度要求:按GB6060.5标准规定,达到Rz40-75微米之间粗糙度要求。
符合该标准粗糙度样板Ra6.3微米和Ra12.5微米之间粗糙度要求。
相当于Rugotest No.3 N9a至N10a。
(3)在喷砂施工期间,要确保磨料没有受到灰尘和有害物质的污染。
(4)喷砂除锈等级应达到ISO8501-1:1988的Sa2.5级;对于局部无法进行喷砂除锈的部位,应采用动力工具机械打磨除锈,达到ISO8501-1:1988中的St3级,即露出金属光泽。
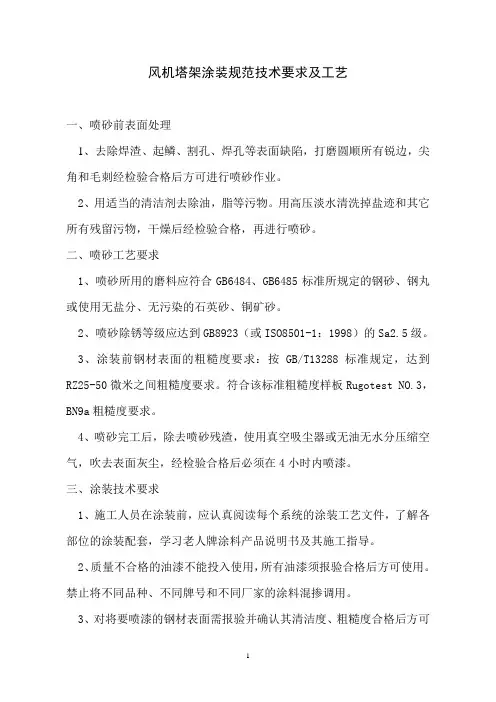
风机塔架涂装规范技术要求及工艺一、喷砂前表面处理1、去除焊渣、起鳞、割孔、焊孔等表面缺陷,打磨圆顺所有锐边,尖角和毛刺经检验合格后方可进行喷砂作业。
2、用适当的清洁剂去除油,脂等污物。
用高压淡水清洗掉盐迹和其它所有残留污物,干燥后经检验合格,再进行喷砂。
二、喷砂工艺要求1、喷砂所用的磨料应符合GB6484、GB6485标准所规定的钢砂、钢丸或使用无盐分、无污染的石英砂、铜矿砂。
2、喷砂除锈等级应达到GB8923(或ISO8501-1:1998)的Sa2.5级。
3、涂装前钢材表面的粗糙度要求:按GB/T13288标准规定,达到RZ25-50微米之间粗糙度要求。
符合该标准粗糙度样板Rugotest NO.3,BN9a粗糙度要求。
4、喷砂完工后,除去喷砂残渣,使用真空吸尘器或无油无水分压缩空气,吹去表面灰尘,经检验合格后必须在4小时内喷漆。
三、涂装技术要求1、施工人员在涂装前,应认真阅读每个系统的涂装工艺文件,了解各部位的涂装配套,学习老人牌涂料产品说明书及其施工指导。
2、质量不合格的油漆不能投入使用,所有油漆须报验合格后方可使用。
禁止将不同品种、不同牌号和不同厂家的涂料混掺调用。
3、对将要喷漆的钢材表面需报验并确认其清洁度、粗糙度合格后方可涂装。
4、确认施工现场环境和相对湿度符合所用老人牌涂料产品说明书的范围,并做好涂装环境条件的记录,备查。
5、检查每度油漆的准备和使用,包括油漆的型号、批号、色号、数量等;分清所用涂料的干燥类型,特别要注意双组油漆的施工,包括固化剂和基料的混合比例,混合使用时间及固化剂的品牌随季节变化的规定;正确使用稀释剂,注意随施工环境温度、湿度的变化而随时调整油漆的施工粘度,防止干喷和流挂。
6、上度和下度油漆工序的间隔时间,要求严格遵守老人牌涂料产品说明书上所规定的重涂间隔时间。
7、双组分涂料每次调配的数量要同工作量、涂料的混合使用时间和施工人力、作业班次相适应。
混合比例要准确,按体积比混合加入。
风电塔筒涂装工艺doc————————————————————————————————作者:————————————————————————————————日期:2风电塔筒涂装工艺项目风电塔筒(不包含基础环)涂装工艺Coating Process公司Revision Date/ R1 Rev.123 Signature. /Approved设计DESIGNED 校对CHECKED 审核EXAMINED 批准APPROV AL目录概述 (3)1.缩写和标准引用 (4)1.1缩写 (4)1.2引用标准 (4)2.涂料配套方案 (6)2.1 缩写 (6)2.2 塔筒本体 (6)2.3 塔筒顶法兰MF1面 (6)2.4 其他法兰面 (7)2.5法兰螺栓孔 (7)2.6 法兰孔内侧端面的说明和涂装示意图 (7)2.7 门板和门框涂装说明 (8)2.8 砂箱板、油槽板、钟摆涂装说明 (8)2.9 法兰内端面 (9)2.10 筒体内不锈钢和镀锌件 (9)2.11 门铰链部位 (9)2.12干膜厚度标准 (9)2.13光泽度要求 (10)2.14涂装注意事项 (10)3.涂装前的表面处理 (11)4.油漆施工 (13)4.1组装后筒体的表面处理 (13)4.2 油漆涂装 (13)5.法兰底漆保护用工装 (25)6.现场修补 (26)7.综述 (28)8.安全施工措施 (30)概述本文是根据有限公司的实际生产工艺流程,制订的风塔内表面和外表面油漆涂装的要求和施工指导。
本指导仅适用于牌油漆的施工。
1.缩写和标准引用1.1缩写DFT 干膜厚度WFT 湿膜厚度SSPC 钢结构涂装委员会ISO 国际标准化组织NACE 国家腐蚀工程师协会1.2引用标准ISO 12944 钢结构保护涂层NACE NO5 高压淡水冲洗的清洁标准ISO 8501-1:1988 涂装钢材表面锈蚀等级和除锈等级ISO 8502-3 表面清洁度测试评估-准备涂漆的钢材表面灰尘评估-压敏胶带法ISO 8503-2:1995 表面粗糙度比较样板抛(喷)丸、喷砂加工表面GB6484 铸钢丸GB6485 铸钢砂GB/T13312 钢铁件涂装前除油程度检验方法(验油试纸法)JB/Z350 高压无气喷涂典型工艺GB1764 漆膜厚度测定法GB7692 涂装作业安全规程涂漆前处理工艺安全GB6514 涂装作业安全规程涂漆工艺安全SSPC SP1 溶剂清洗SSPC SP10 近白级喷射清理SSPC PA 2 干膜厚度测量方法ISO 2808 漆膜厚度测量法ISO 4628 附着力拉开测试法2.涂料配套方案2.1 缩写Hempadur 17360(19830灰红色)环氧富锌底漆Hempadur 45880(12170浅灰色)环氧中间漆Hempathane 55100(17980 RAL9018)聚氨酯面漆Hempadur 15700(19840金属灰色)无机富锌底漆2.2 塔筒本体2.2.1 塔筒的外表面(RAL9018)涂层产品名称干膜厚度min(um)底漆Hempadur 17360 50中间漆Hempadur 45880 160面漆Hempathane 55100 40干膜总厚度2502.2.2 塔筒的内表面涂层产品名称干膜厚度min(um) 底漆Hempadur 17360 50面漆Hempadur 45880 125干膜总厚度175 2.3 塔筒顶法兰MF1面涂层产品名称干膜厚度min(um) 无机富锌漆Hempadur 15700 70干膜总厚度702.4 其他法兰面涂层产品名称干膜厚度min(um) 环氧富锌漆Hempadur 17360 70干膜总厚度702.5法兰螺栓孔涂层产品名称干膜厚度min(um) 环氧富锌漆Hempadur 17360 70面漆Hempadur 45880 125干膜总厚度1952.6 法兰孔内侧端面的说明和涂装示意图注意:法兰孔的内侧如图示箭头所指端面,在法兰孔和法兰内端面做完底漆后,在做后道漆之前就要底漆保护工装用堵头和相应规格的垫片装配后卡在法兰孔内,再涂装面漆。
风力发电塔筒施工方案一、项目背景随着人们对清洁能源的需求不断增加,风力发电成为了一种重要的可再生能源源头。
而风力发电塔筒是支撑风机叶片及发电机组的重要结构,其施工方案的设计与执行对于项目的成功运行至关重要。
二、施工前准备1. 环境评估:在施工前,必须对现场环境进行全面评估,并确保施工过程中不会对周围环境造成污染或其他负面影响。
2. 材料准备:根据风力发电塔筒设计要求,准备好符合相关标准的高强度钢材、焊接材料和防腐涂料等。
3. 设备准备:配备适当的施工设备,如吊车、塔吊、焊接机和涂料喷涂机等。
4. 施工人员培训:确保施工队员具备必要的技能和操作经验,熟悉相关安全操作规范。
三、施工流程1. 基础施工:首先,根据风力发电塔筒设计要求,在地面上建造混凝土基础,为风力发电塔筒提供牢固的支撑。
2. 塔筒制造:将钢材按照设计要求进行切割、翻边、弯曲和焊接,逐节制造风力发电塔筒。
3. 焊接质量检测:对每节塔筒进行焊接质量检测,确保焊缝牢固、无裂纹和缺陷。
4. 塔筒安装:使用吊车和塔吊将塔筒逐节垂直安装在基础上,确保塔筒的垂直度和水平度。
5. 防腐处理:完成塔筒安装后,对塔筒进行防腐涂层处理,以延长其使用寿命,并保护其不受自然环境的侵蚀。
6. 检测与调试:对风力发电塔筒的安装进行全面检测,包括受力性能测试和结构稳定性测试等,确保其符合设计要求。
7. 完成交付:经过所有检测和调试后,风力发电塔筒将正式交付给风力发电厂,供叶片和发电机组安装使用。
四、安全措施1. 工地设立警示标志,确保周围人员不会无意进入施工区域。
2. 施工人员必须佩戴个人防护设备,包括安全帽、安全带、防滑鞋等。
3. 各类设备必须经过安全检查,确保其正常运行,防止事故发生。
4. 施工人员需进行必要的安全培训,了解施工现场的各项安全规范,并严格遵守。
5. 对焊接作业进行专门管理,确保焊工的技术水平与安全操作。
五、项目管理1. 制定详细的工作计划,包括施工流程、工期、人员配备和资源需求等,确保施工按计划进行。
风电塔筒-现场油漆修补通用工艺现场油漆修补通用工艺编制:校对:审核:批准:技术部二零一八年四月塔筒表面油漆质量至关重要,但是塔筒在运输和倒运过程中,油漆损伤不可避免;所以在塔筒吊装前,必须对有损伤的地方进行修补;对油漆的修补也有较高的要求,具体如下:一、破坏至钢板的涂层修补工艺:1、表面处理:根据ISO8501中St3级要求,用砂纸或动力工具清除表面的锈、氧化皮、旧的漆层和其他污物直至裸露钢板,并达到25μm 的表面粗糙度;将破损部位周围10mm范围内完好漆层拉出坡口,保证修补涂层与原涂层平滑的过渡;然后将破损部位周围100mm 范围内表面灰尘清洁要求达到ISO8502-3中的3级以上,并用纸胶带贴好一个规则的矩形再进行修补,直至修补完成后去除;2、油漆的施工:采用刷涂工艺来进行油漆施工,手工刷涂要平整,无流挂、打堆和刷痕。
手工刷涂可以分多次进行,第一次刷涂等硬干后再刷涂,直至达到规定的漆膜厚度;补涂时要按照原工艺配套要求,按照要求厚度逐层进行修补;应根据所需用量混合油漆,超过罐藏寿命的油漆不能再用;每度涂层硬干后立即检测漆膜,薄的地方立即补足膜厚;修补涂层的示意图二、仅破坏中间漆、面漆涂层的修补工艺:1、表面处理:清除表面的油、水、脂、盐、切削液、防冻剂等化学试剂;砂纸打磨破损涂层表面;将破损部位周围10mm范围内完好漆层拉出坡口,保证修补涂层与原涂层平滑的过渡;然后将破损部位周围100mm范围内表面灰尘清洁要求达到ISO8502-3中的3级以上,并用纸胶带贴好一个规则的矩形再进行修补,直至修补完成后去除;2、油漆的施工:采用刷涂工艺来进行油漆施工,手工刷涂要平整,无流挂、打堆和刷痕。
手工刷涂可以分多次进行,第一次刷涂等硬干后再刷涂,直至达到规定的漆膜厚度;补涂时要按照原工艺配套要求,按照要求厚度逐层进行修补;应根据所需用量混合油漆,超过罐藏寿命的油漆不能再用;每度涂层硬干后立即检测漆膜,薄的地方立即补足膜厚;修补涂层的示意图三、质量控制:1、涂装环境:现场补涂过程中遇大雨等恶劣天气时应尽量避免(如必须修补时需采取遮挡等必要措施)在满足现场吊装的前提下,尽量在白天、天气晴朗的情况下修补油漆;施工时及施工后、油漆干燥过程中应始终保持良好的通风;以利于溶剂的顺利挥发和油漆正常的干燥、固化;2、油漆的准备和使用:任何油漆在经过一段时间的放置后,会有不同程度的沉淀和分层,所以在开罐后,需要用机械动力搅拌器将其完全搅拌均匀后再使用,否则,将影响油漆的成膜品质;双组分油漆拆套使用时,应先将各组分搅拌均匀,然后确定油漆用量;双组分或多组分油漆需按量混合,超过罐藏寿命的油漆不能再使用;富锌底漆的混合比例为4:1,环氧中间漆的混合比例为3:1,聚氨酯面漆的混合比例为7:1;现场施工可采用一次性纸杯作简易量杯,按照上述的比例要求调配油漆;3、工具的使用与清洗:现场油漆修补主要采用刷涂或滚涂;新的毛刷或滚筒无需清洗,但需用干净稀料浸泡一分钟以上,然后清除易掉落的刷毛或表面的毛絮;漆刷使用后,先用相应得稀释剂清洗,然后再泡在清水中;再次使用前,晾干使用;底漆、中漆、面漆每道漆层的漆刷及容器必须单独使用,不允许混合使用;4、涂层膜厚的控制:一次刷涂或滚涂的膜厚根据经验基本达到30~40μm左右,底漆可以仅修补一次,中间漆必须两次刷涂以上,如现场条件许可,必须按总膜厚要求进行几次刷涂。
风电工程施工工艺解读风机塔筒安装工艺在风电工程施工中,风机塔筒的安装是关键的一步。
本文将对风机塔筒安装工艺进行解读,介绍其主要步骤和要点。
一、风机塔筒安装概述风机塔筒是承载风机机舱及叶片的重要组成部分,其安装关系到整个风电工程的稳定性和安全性。
风机塔筒安装工艺主要涉及到以下几个方面:1. 基础准备:根据风机塔筒的尺寸和设计要求,进行基础开挖和处理。
2. 分段运输:将风机塔筒分段运输至工地,注意保证运输过程中的安全和减少损坏。
3. 安装钢管桩:在基础上进行钢管桩的安装,以确保塔筒的稳定性。
4. 塔筒组装:将风机塔筒各个段落进行组装,采用焊接或螺栓连接方式进行固定。
5. 安装内部设备:安装风机机舱及其他相关设备。
6. 塔筒吊装:利用吊车等设备将整个塔筒吊装至位。
7. 安全检验:进行塔筒的安全检查和测试,确保其满足设计要求和施工标准。
二、风机塔筒安装要点风机塔筒的安装需要注意以下几个要点:1. 基础稳固:塔筒所在的基础必须经过充分的处理和加固,以确保其承受风压和入土深度的要求。
2. 材料质量:使用符合相关标准的钢材进行塔筒的制作和组装,保证其质量和强度。
3. 螺栓连接:对于螺栓连接方式,要注意螺栓的材质和规格,并严格按照设计要求进行紧固。
4. 焊接质量:对于焊接方式,要确保焊接工艺和焊材符合相关标准,焊接接头质量良好。
5. 充分检查:在安装过程中,要进行充分的质量检查,确保各个环节的安装质量达到要求。
三、施工安全措施风机塔筒的安装过程中,需要注意施工的安全措施:1. 安全防护:施工现场要设置明显的安全警示标识,工人要佩戴必要的安全防护用具。
2. 人员培训:施工人员要经过培训,熟悉安装工艺,并掌握相关安全知识。
3. 现场管理:要对施工现场进行严格管理,确保施工过程中的安全和秩序。
4. 天气监测:风机塔筒的安装受天气条件影响较大,要及时监测天气变化,确保施工的安全性。
5. 紧急救援:在施工过程中要做好紧急救援准备,及时处理突发情况。
风电场塔筒制作防腐施工技术方案绍兴县防腐保温工程公司二〇一四年十月二十八日目录1 综述.......................................................... ............... ................ ....................2 涂层质量检查.................................................. ........ ................ ................... 2.1腐蚀环境及保护期............................................ ........ ................ ................2.2涂层质量检查................................................. ........ ................ ...................3 表面准备..................................................... ........ ................ .................... ... 3.1准备工艺........................................... ........ ................ .............................. ...3.2准备步骤、打砂清理和粗糙度要求.............................. ................... ..........3.3涂装施工要求................................................. ................... ................... .....4 防腐涂料配套组合方案......................................... ................... ...................4.1塔筒筒体和门防腐涂料配套组合方案............................ ................... .........4.2塔筒基础段防腐方案.......................................... ................... ................... ...4.3塔筒附件防腐方案........................................... ................... ................... .......4.4防腐质量检测................................................ .... ................... ................... ......5 运输、搬运和存储............................................. .... ................... ................... . 6抛丸除锈设备及抛射设备....................................... .... ................... .................. 7工程业绩...................................................... .... ................... ................... ..... .....施工技术方案1 综述1.1 本技术条件规定了//MW 风力发电机组塔筒和基础环防腐的技术要求,包括表面防腐材料的选择、表面处理、涂覆施工程序和涂层质量的检查。
风机塔筒编号喷涂的施工流程一、施工前的准备工作。
施工之前呀,那可得把东西都准备齐全咯。
这就像咱们出门旅行,得把行李都收拾好一样。
要先确定好需要用到的涂料,这涂料可不能随便选,得是那种适合塔筒这种特殊环境的,要耐得住风吹日晒,还得不容易掉色呢。
然后就是喷枪啦,喷枪得是那种好使的,能均匀喷出涂料的,就像咱们化妆的时候,那粉底刷得好用才能把底妆涂得均匀呀。
防护用品也不能少哦。
毕竟施工的时候,涂料可能会溅到身上或者不小心吸入可不好。
所以安全帽、护目镜、口罩这些都得备着,这是保护自己的小装备呢。
还有,场地也要清理干净,不能有乱七八糟的东西挡着,要是在一片乱糟糟的地方施工,就像在满是杂物的桌子上画画一样,肯定画不好呀。
二、塔筒表面处理。
这塔筒表面要是不干净、不平整,那喷出来的编号可就不好看啦。
所以要先把塔筒表面的灰尘、油污这些脏东西都清理掉。
可以用专门的清洁剂,再拿干净的布擦一擦,就像咱们擦自己心爱的小物件一样,要擦得干干净净的。
要是表面有一些凸起或者坑洼的地方,还得把它弄平整咯。
凸起的地方可以磨一磨,坑洼的地方呢,看能不能填补一下。
这就好比给塔筒表面做个小美容,让它有个好的“底子”来接受编号的喷涂。
三、编号模板制作。
这个编号模板呀,可重要啦。
它就像是我们画画的模子一样。
要根据设计好的编号样式和大小来制作。
如果是比较简单的数字编号,那可以用一些硬纸板或者薄木板来做模板。
要是编号还有一些特殊的图案或者标识,那可能就得用更专业的材料啦。
制作模板的时候,一定要仔细,尺寸得精确,形状也得标准,不然喷出来的编号就会歪歪扭扭的,那可就不好看啦。
四、喷涂操作。
终于到了喷涂这一步啦。
先把涂料装进喷枪里,就像给枪装上子弹一样。
然后呢,拿着喷枪,对准塔筒表面,按照之前做好的编号模板开始喷。
这时候可得稳住手呀,就像我们写书法的时候一样,手一抖,字就写歪了。
喷枪和塔筒表面的距离也要合适,不能太近也不能太远,太近了涂料会堆在一起,太远了又喷不均匀。
.
风机塔筒涂装工艺
1.适用范围风机塔筒的本工艺措施适用于辉腾梁一期工程
FD70B-1500KW. 涂装 2.编制依据
风力发电机组塔筒制造技术协议及塔架施工图纸 2.12.2<<风力透平Protec MD涂装规范>>及相关技术标准GB8923-88.
3涂装工艺内容
3.1每段塔筒制造完毕后用喷砂除锈,再分三层喷漆防腐,其寿命不低于20年,寿命期内腐蚀深度不超过0.5mm.
3.2塔筒主体、门采用喷漆防腐;组装的平台应拆开分别防腐,其余可拆卸附件(梯子和梯子支撑、电缆筒、螺栓等)采用热镀锌。
热镀锌处理后必须修整飞边、毛刺等。
3.3喷漆前采用干喷砂除锈,基体表面粗糙度40-80um,喷砂用压缩空气必须干燥,砂料必须有棱角,清洁,干燥,不允许有油污,可溶性盐的游离物和长石,粒度在0.5mm-2mm之间(GB9795-88);喷砂防锈表面达到:钢材表面无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,任何残留的轻微色斑(GB8923-88),喷砂表面应尽快喷涂,间隔不超过12小时。
3.4筒体喷涂前的处理和油漆工艺严格按油漆厂家要求。
3.5筒体外表面喷涂层及干膜厚度要求:
.
.
50um 膜厚度:底漆:环氧富锌漆
180um 干膜厚度:中间漆:环氧漆
50um 干膜厚度:面漆:聚氨酯漆
外观:浅灰色
280um
油漆干膜总厚度:筒体内表面喷涂层及干膜厚度要求:干膜厚度:底漆:环氧富锌漆50um
中间漆:环氧漆干膜厚度:150m
外观:浅灰色
油漆干膜总厚度:200m
油漆表面分布均匀。
风塔基础段从法兰上表面以下600mm范围内防腐喷漆同塔筒一致。
下部埋入混凝土,不作防腐处理。
风塔法兰对接触面及螺栓沉孔喷砂后,只喷环氧富锌底漆70um.
油漆品牌:式玛卡龙牌
牌号:底漆:环氧富锌漆102HS
中间漆:环氧漆410
面漆:聚氨酯漆188
3.6喷漆工艺
3.6.1设备使用高压无气喷涂
泵转速比:至少64:1
2
3.5-4kg/cm进气压力:.
.
0.48-0.53mm 喷嘴大小:2
160kg/cm最小枪口压力:进气压力切不可过大,否则容易产生流挂和雾气飞扬,成膜差,污染其他工作和未喷涂面。
施前必须对过焊孔、自由边、角落及焊缝等不易喷涂处用钝头3.6.2圆筒刷(切槽刷)进行预涂,预涂时不得有流挂、堆积现象,否则可
,如漆膜太厚,会能会产生开裂现象。
施工时应小心避免涂覆过厚产生粘结膜缺陷;还要避免干喷涂,否则会使漆膜上出现针孔。
工件表面喷涂经测膜合格后,漆膜表面采用砂磨处理,除去漆3.6.3膜颗粒和污染物。
如果长期风化,表面可能会形成锌盐,覆涂面层涂料必须予以清除。
3.6.4重涂间隔
温度表干硬干重涂间隔
最小最大
无30 hrs
3hrs
C 3 hrs
10°无15°C 1.5 hrs 1.5 hrs 24 hrs
20°无C 1 hrs 1 hrs
16 hrs
30min 8 hrs
无°40C 5min
3.7油漆干膜厚度的检测
3.7.1厚度的检测要在涂层充分固化后进行,外观无流挂、漏刷、针孔、气泡、薄厚应均匀、颜色一致、平整光亮。
3.7.2点的数量应当根据不同的情况来执行,一点的读数应当是距离. .
26mm 范围内其他三点的平均值个点测量,漆膜厚度的分布可以根3.7.3每段塔筒内、外表面各取50应当等于或大于规定膜90-10原则测量,即先测量干膜点数的90%据。
但最大厚度90%10%的点数的膜厚应不低于规定膜厚的厚。
剩余
倍。
不大于最小涂膜厚度的2“白锈”酸洗液、油脂、灰尘和影3.8镀锌件喷涂前,无助溶剂残留、喷砂后应立即响附着力的物质。
喷砂清理表面达到中等粗糙度等级。
热镀锌,避免有任何污染。
热镀锌处理后必须修整飞边、毛刺等。
:
校核编制: : 审核
.。