中英文文献翻译—汽车车身焊装夹具的设计要点
- 格式:doc
- 大小:34.00 KB
- 文档页数:5
汽车车身焊装夹具设计汽车焊接生产线是汽车制造中的关键,焊接生产线中的各种工装夹具又是焊装线的重中之重,焊接夹具的设计则是前提和基础。
设计工装夹具时,不仅要考虑生产纲领,还必须要熟悉产品结构,了解钣金件变形特点,通晓工艺要求等诸多内容。
汽车制造四大工艺中,焊装尤其重要,而在焊装的前期规划中,车身焊接夹具的设计又是关键环节。
工装夹具的设计是一门经验性很强的综合性技术,在设计时首先应考虑的是生产纲领,同时还必须熟悉产品结构,了解钣金件变形特点,把握零部件装配精度及容差分配,通晓工艺要求。
只有做到这些,才能对焊接夹具进行全方位的设计,满足生产制造要求。
下面就汽车车身焊装夹具设计做一些探讨。
一、生产纲领生产纲领即合格产品的年产量,它决定了焊接夹具的自动化水平及焊接工位的配置,是通过生产节拍体现的,是焊接夹具设计首先应考虑的问题。
生产节拍由夹具动作时间、装配时间、焊接时间、搬运时间等组成。
夹具动作时间主要取决于夹具的自动化程度;装配时间主要取决于冲压件精度、工序件精度、操作者的熟练程度;焊接时间主要取决于焊接工艺水平、焊接设备的自动化程度、焊钳选型的合理化程度等;搬运时间主要取决于搬运的自动化程度、物流的合理化程度及生产现场管理水平等。
只要把握以上几点,就能合理地解决焊接夹具的自动化水平与制造成本的矛盾。
二、汽车车身的结构特点汽车车身一般由外覆盖件、内覆盖件和骨架件组成,覆盖件的钢板厚度一般为0.8~1.2mm,有的车型外覆盖件钣金厚度仅有0.6mm、0.7mm,骨架件的钢板厚度多为1.2~2.5mm,也就是说它们大都为薄板件。
对焊接夹具设计来说,应考虑如下特点:1、刚性差、易变形经过成型的薄板冲压件有一定的刚性,但与机械加工件相比,刚性要差得多,而且单个大型冲压件容易变形,只有焊接成车身壳体后,才具有较强的刚性。
以轿车车身大侧围外板为例,一般材料厚度为0.7~0.8mm,绝大多数是0.8mm,拉延形成空腔后,刚性非常差,当和内板件焊接形成侧围焊接总成后才具有较强的刚性。
汽车焊接夹具设计外文文献翻译(含:英文原文及中文译文)文献出处:Semjon Kim.Design of Automotive Welding Fixtures [J]. Computer-Aided Design, 2013, 3(12):21-32.英文原文Design of Automotive Welding FixturesSemjon Kim1 AbstractAccording to the design theory of car body welding fixture, the welding fixture and welding bus of each station are planned and designed. Then the fixture is modeled and assembled. The number and model of the fixture are determined and the accessibility is judged. Designed to meet the requirements of the welding fixture.Keywords: welded parts; foundation; clamping; position1 IntroductionAssembly and welding fixtures are closely related to the production of high-quality automotive equipment in automotive body assembly and welding lines. Welded fixtures are an important part of the welding process. Assembly and welding fixtures are not only the way to complete the assembly of parts in this process, but also as a test and calibration procedure on the production line to complete the task of testing welding accessories and welding quality. Therefore, the design and manufacture ofwelding fixtures directly affect the production capacity and product quality of the automobile in the welding process. Automotive welding fixtures are an important means of ensuring their manufacturing quality and shortening their manufacturing cycle. Therefore, it is indispensable to correctly understand the key points of welding fixture design, improve and increase the design means and design level of welding fixtures, and improve the adjustment and verification level of fixtures. It is also an auto manufacturing company in the fierce competition. The problem that must be solved to survive.The style of the car is different from that of the car. Therefore, the shape of the welding jig is very different. However, the design, manufacture, and adjustment are common and can be used for reference.2. Structural design of welding fixtureThe structure design of the welding fixture ensures that the clip has good operational convenience and reliable positioning of the fixture. Manufacturers of welding fixtures can also easily integrate adjustments to ensure that the surfaces of the various parts of the structure should allow enough room for adjustments to ensure three-dimensional adjustment. Of course, under the premise of ensuring the accuracy of the welding jig, the structure of the welding jig should be as simple as possible. The fixture design is usually the position of all components on the fixture is determined directly based on the design basis, and ultimately ensure thatthe qualified welding fixture structure is manufactured. According to the working height, the height of the fixture bottom plate can be preliminarily determined, that is, the height of the fixture fixing position. The welding fixture design must first consider the clamping method. There are two types, manual and pneumatic. Manual clamping is generally suitable for small parts, external parts, and small batches of workpieces. For large body parts, planning in the production line, automation High-demand welding fixtures should be pneumatically clamped. Automobile production is generally pneumatically clamped, and manual mass clamping can be used as auxiliary clamping. This can reduce costs accordingly. Some manual clamping products already have standard models and quantities, which can be purchased in the market when needed. For some devices, pneumatic clamping is specified, but if pneumatic clamping is used, the workpiece may be damaged. Therefore, it is possible to manually press the place first to provide a pneumatic clamping force to clamp the workpiece. This is manual-pneumatic. . The fixture clamping system is mounted on a large platform, all of which are fixed in this welding position to ensure that the welding conditions should meet the design dimensions of the workpiece coordinate system positioning fixture, which involves the benchmark.3. Benchmarks of assembly and welding fixtures and their chosen support surfaces3.1 Determination of design basisIn order to ensure that the three-dimensional coordinates of the automatic weldment system are consistent, all welding fixtures must have a common reference in the system. The benchmark is the fixture mounting platform. This is the X, Y coordinate, each specific component is fixed at the corresponding position on the platform, and has a corresponding height. Therefore, the Z coordinate should be coordinated, and a three-dimensional XYZ coordinate system is established. In order to facilitate the installation and measurement of the fixture, the mounting platform must have coordinates for reference. There are usually three types. The structure is as follows:3.1.1 Reference hole methodThere are four reference holes in the design of the installation platform, in which the two directions of the center coordinates of each hole and the coordinates of the four holes constitute two mutually perpendicular lines. This is the collection on the XY plane coordinate system. The establishment of this benchmark is relatively simple and easy to process, but the measurements and benchmarks used at the same time are accurate. Any shape is composed of spatial points. All geometric measurements can be attributed to measurements of spatial points. Accurate spatial coordinate acquisition is therefore the basis for assessing any geometric shape. Reference A coordinated direction formed by oneside near two datums.3.1.2 v-type detection methodIn this method, the mounting platform is divided into two 90-degree ranges. The lines of the two axes make up a plane-mounted platform. The plane is perpendicular to the platform. The surface forms of these two axis grooves XY plane coordinate system.3.1.3 Reference block methodReference Using the side block perpendicular to the 3D XYZ coordinate system, the base of a gage and 3 to 4 blocks can be mounted directly on the platform, or a bearing fixing fixture platform can be added, but the height of the reference plane must be used to control the height , must ensure the same direction. When manufacturing, it is more difficult to adjust the previous two methods of the block, but this kind of measurement is extremely convenient, especially using the CMM measurement. This method requires a relatively low surface mount platform for the reference block, so a larger sized mounting platform should use this method.Each fixture must have a fixed coordinate system. In this coordinate system, its supporting base coordinate dimensions should support the workpiece and the coordinates correspond to the same size. So the choice of bearing surface in the whole welding fixture system 3.2When the bearing surface is selected, the angle between the tangentplane and the mounting platform on the fixed surface of the welding test piece shall not be greater than 15 degrees. The inspection surface should be the same as the welded pipe fittings as much as possible for the convenience of flat surface treatment and adjustment. The surface structure of the bearing should be designed so that the module can be easily handled, and this number can be used for the numerical control of the bearing surface of the product. Of course, designing the vehicle body coordinate point is not necessarily suitable for the bearing surface, especially the NC fixture. This requires the support of the fixture to block the access point S, based on which the digital surface is established. This surface should be consistent with the supported surface. So at this time, it is easier and easier to manufacture the base point S, CNC machining, precision machining and assembly and debugging.3.2 Basic requirements for welding fixtureIn the process of automobile assembly and production, there are certain requirements for the fixture. First, according to the design of the automobile and the requirements of the welding process, the shape, size and precision of the fixture have reached the design requirements and technical requirements. This is a link that can not be ignored, and the first consideration in the design of welding fixture is considered. When assembling, the parts or parts of the assembly should be consistent with the position of the design drawings of the car and tighten with the fixture.At the same time, the position should be adjusted to ensure that the position of the assembly parts is clamped accurately so as to avoid the deformation or movement of the parts during the welding. Therefore, this puts forward higher requirements for welding jig. In order to ensure the smooth process of automobile welding and improve the production efficiency and economic benefit, the workers operate conveniently, reduce the strength of the welder's work, ensure the precision of the automobile assembly and improve the quality of the automobile production. Therefore, when the fixture design is designed, the design structure should be relatively simple, it has good operability, it is relatively easy to make and maintain, and the replacement of fixture parts is more convenient when the fixture parts are damaged, and the cost is relatively economical and reasonable. But the welding fixture must meet the construction technology requirements. When the fixture is welded, the structure of the fixture should be open so that the welding equipment is easy to close to the working position, which reduces the labor intensity of the workers and improves the production efficiency.4. Position the workpieceThe general position of the workpiece surface features is determined relative to the hole or the apparent positioning reference surface. It is commonly used as a locating pin assembly. It is divided into two parts: clamping positioning and fixed positioning. Taking into account thewelding position and all welding equipment, it is not possible to influence the removal of the final weld, but also to allow the welding clamp or torch to reach the welding position. For truly influential positioning pins and the like, consider using movable positioning pins. In order to facilitate the entry and exit of parts, telescopic positioning pins are available. The specific structure can be found in the manual. The installation of welding fixtures should be convenient for construction, and there should be enough space for assembly and welding. It must not affect the welding operation and the welder's observation, and it does not hinder the loading and unloading of the weldment. All positioning elements and clamping mechanisms should be kept at a proper distance from the solder joints or be placed under or on the surface of the weldment. The actuator of the clamping mechanism should be able to flex or index. According to the formation principle, the workpiece is clamped and positioned. Then open the fixture to remove the workpiece. Make sure the fixture does not interfere with opening and closing. In order to reduce the auxiliary time for loading and unloading workpieces, the clamping device should use high-efficiency and quick devices and multi-point linkage mechanisms. For thin-plate stampings, the point of application of the clamping force should act on the bearing surface. Only parts that are very rigid can be allowed to act in the plane formed by several bearing points so that the clamping force does not bend the workpiece or deviate from thepositioning reference. In addition, it must be designed so that it does not pinch the hand when the clamping mechanism is clamped to open.5. Work station mobilization of welding partsMost automotive solder fittings are soldered to complete in several processes. Therefore, it needs a transmission device. Usually the workpiece should avoid the interference of the welding fixture before transmission. The first step is to lift the workpiece. This requires the use of an elevator, a crane, a rack and pinion, etc. The racks and gears at this time Structure, their structural processing, connection is not as simple as the completion of the structure of the transmission between the usual connection structure of the station, there are several forms, such as gears, rack drive mechanism, transmission mechanism, rocker mechanism, due to the reciprocating motion, shake The transfer of the arm mechanism to the commissioning is better than the other one, so the common rocker arm transfer mechanism is generally used.6 ConclusionIn recent years, how to correctly and reasonably set the auxiliary positioning support for automotive welding fixtures is an extremely complicated system problem. Although we have accumulated some experience in this area, there is still much to be learned in this field. Learn and research to provide new theoretical support for continuous development and innovation in the field of welding fixture design. Withthe development of the Chinese automotive industry, more and more welding fixtures are needed. Although the principle of the fixture is very simple, the real design and manufacture of a high-quality welding fixture system is an extremely complicated project.中文译文汽车焊接夹具的设计Semjon Kim1摘要依据车体焊装线夹具设计理论, 对各工位焊接夹具及其焊装总线进行规划、设计, 之后进行夹具建模、装配, 插入焊钳确定其数量、型号及判断其可达性,最终设计出符合要求的焊接夹具。
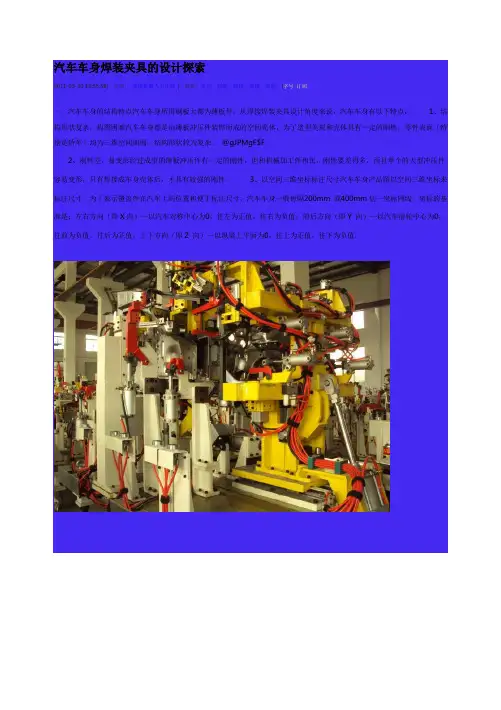
汽车车身焊装夹具的设计探索2011-03-30 16:55:58| 分类:焊接机器人工作站 | 标签:夹具焊装冲压焊接装焊|字号订阅一、汽车车身的结构特点汽车车身所用钢板大都为薄板件。
从焊接焊装夹具设计角度来说,汽车车身有以下特点:1、结构形状复杂,构图困难汽车车身都是由薄板冲压件装焊而成的空间壳体,为了造型美观和壳体具有一定的刚性,零件表面(特别是轿车)均为三维空间曲面,结构形状较为复杂。
@gJPMgF$F2、刚性差、易变形经过成型的薄板冲压件有一定的刚性,但和机械加工件相比,刚性要差得多,而且单个的大型冲压件容易变形,只有焊接成车身壳体后,才具有较强的刚性。
3、以空间三维坐标标注尺寸汽车车身产品图以空间三维坐标来标注尺寸。
为了表示覆盖件在汽车上的位置和便于标注尺寸,汽车车身一般每隔200mm 或400mm划一坐标网线。
坐标的基准是:左右方向(即X向)—以汽车对称中心为0,往左为正值,往右为负值;前后方向(即Y 向)—以汽车前轮中心为0,往前为负值,往后为正值;上下方向(即Z 向)—以纵梁上平面为0,往上为正值,往下为负值。
二、汽车车身焊装夹具的设计要点汽车车身夹具是用来把所需车身冲压件按要求定形、定位并夹紧,组合成车身组件、合件、分总成及总成,同时利用合适的焊接方法使其形成各自焊合件整体。
焊接夹具属于焊接工艺过程的辅助装置,但在汽车车身大批量生产过程中,该装置是必不可少的。
它不仅可以提高焊接生产率,而且也是保证焊接产品的尺寸精度及外观要求的重要手段。
而装焊夹具没有统一规格和标准化,属于非标准设计和制造的工艺装备,是根据具体车型的结构特点、生产条件和实际需求来自行设计与制造的。
因此,汽车车身夹具的设计是一项非常复杂的技术工作。
1、采用合适的夹具设计工具。
WAVE(What—if Alternative ValueEngineering)是美国UGS 公司核心产品Unigraphics (简称UG)中有关装配模型关联设计的有力工具,是一种基于装配建模的相关性参数化设计技术,利用它可以在不同部件之间建立参数之间的相关关系,即所谓“部件间关联”关系,实现部件之间的几何对象的相关复制口。
汽车车身焊装夹具的设计2010-06-22 16:19:46| 分类:汽车技术| 标签:无|字号大中小订阅汽车焊接生产线是汽车制造中的关键,焊接生产线中的各种工装夹具又是焊装线的重中之重,焊接夹具的设计则是前提和基础。
设计工装夹具时,不仅要考虑生产纲领,还必须要熟悉产品结构,了解钣金件变形特点,通晓工艺要求等诸多内容。
FBL系统与FBL系统的区别:汽车制造四大工艺中,焊装尤其重要,而在焊装的前期规划中,车身焊接夹具的设计又是关键环节。
工装夹具的设计是一门经验性很强的综合性技术,在设计时首先应考虑的是生产纲领,同时还必须熟悉产品结构,了解钣金件变形特点,把握零部件装配精度及容差分配,通晓工艺要求。
只有做到这些,才能对焊接夹具进行全方位的设计,满足生产制造要求。
下面就汽车车身焊装夹具设计做一些探讨。
生产纲领生产纲领即合格产品的年产量,它决定了焊接夹具的自动化水平及焊接工位的配置,是通过生产节拍体现的,是焊接夹具设计首先应考虑的问题。
生产节拍由夹具动作时间、装配时间、焊接时间、搬运时间等组成。
夹具动作时间主要取决于夹具的自动化程度;装配时间主要取决于冲压件精度、工序件精度、操作者的熟练程度;焊接时间主要取决于焊接工艺水平、焊接设备的自动化程度、焊钳选型的合理化程度等;搬运时间主要取决于搬运的自动化程度、物流的合理化程度及生产现场管理水平等。
只要把握以上几点,就能合理地解决焊接夹具的自动化水平与制造成本的矛盾。
汽车车身的结构特点汽车车身一般由外覆盖件、内覆盖件和骨架件组成,覆盖件的钢板厚度一般为0.8~1.2mm,有的车型外覆盖件钣金厚度仅有0.6mm、0.7mm,骨架件的钢板厚度多为1.2~2.5mm,也就是说它们大都为薄板件。
对焊接夹具设计来说,应考虑如下特点:1. 刚性差、易变形经过成型的薄板冲压件有一定的刚性,但与机械加工件相比,刚性要差得多,而且单个大型冲压件容易变形,只有焊接成车身壳体后,才具有较强的刚性。
汽车车身焊装夹具设计概述【摘要】汽车车身焊装夹具设计是汽车生产中至关重要的环节,它直接影响着汽车的质量和生产效率。
夹具设计的重要性在于能够确保车身零部件在焊接过程中的精准位置,避免因位置不准确导致的焊接质量问题。
汽车车身焊装夹具通常可以分为定位夹具、夹紧夹具和支撑夹具等不同类型,每种类型都有其特定的应用场景。
在设计汽车车身焊装夹具时,需要遵循一定的原则,如提高夹具的刚性和稳定性、考虑可靠性和易用性等。
设计流程包括需求分析、方案设计、构造设计、工艺设计和试制等环节。
而汽车车身焊装夹具的应用涵盖了车身结构件焊接、焊接装配和流水线生产等多个方面。
展望未来,随着汽车技术的不断发展,汽车车身焊装夹具设计将继续朝着智能化、自动化的方向发展,以提高生产效率和产品质量。
汽车车身焊装夹具设计是汽车制造领域中不可或缺的环节,其发展前景可期。
【关键词】汽车车身、焊装夹具设计、重要性、分类、原则、流程、应用、发展前景、总结1. 引言1.1 汽车车身焊装夹具设计概述汽车车身焊装夹具设计是在汽车制造工艺中起着至关重要的作用的。
夹具设计的好坏直接影响到汽车的质量和生产效率,因此在汽车制造领域,车身焊装夹具设计被视为至关重要的一环。
汽车车身焊装夹具设计需要考虑到多种因素,包括车身结构、焊接点的位置、焊接工艺要求等。
通过合理设计夹具,可以使得焊接过程更加精确和高效,避免因为瑕疵而导致车身质量问题,提高生产效率。
在汽车制造中,汽车车身焊装夹具可以根据其功能和结构的不同来分类,主要包括定位夹具、固定夹具、支撑夹具、夹持夹具等。
每种夹具在焊装过程中都有着不可或缺的作用。
需要注意的是,在汽车车身焊装夹具设计过程中,应当遵循一定的设计原则,如合理布局、结构简洁、易于操作等。
设计流程也应该遵循一定的步骤,包括需求确认、方案设计、试验验证等。
汽车车身焊装夹具在实际生产中有着广泛的应用,不仅可以用于大型汽车的焊装,还可以用于小型汽车和特种车辆的制造。
汽车车身焊装夹具设计摘要:通过对汽车车身焊接夹具设计的一般规律进行探讨,提出了在焊接夹具设计中所应该遵循的基础条件。
在现生产中,焊接夹具的设计充满了丰富的特殊性,因此,具体问题须具体对待。
关键词:焊接夹具设计经验性综合技术汽车车身焊接夹具的设计是一门经验性很强的综合性技术,在设计时首先要确定生产纲领,熟悉产品结构,了解变形特点,把握制件及装配精度,通晓工艺要求。
只有做到这些,才能对焊接夹具进行全方位的设计。
一、生产纲领生产纲领决定焊接夹具的自动化水平及焊接工位的配置,是通过生产节拍体现的。
生产节拍由夹具动作时间、装配时间、焊接时间、搬运时间等组成。
夹具动作时间主要取决于夹具的自动化程度;装配时间主要取决于冲压件精度、工序件精度、操作者的熟练程序;焊接时间主要取决于焊接工艺水平、焊接设备的自动化程度、焊钳选型的合理化程度等;搬运时间主要取决于搬运的自动化程度、物流的合理化程度等。
只要把握住以上几点,就能合理地解决焊接夹具的自动化水平及制造成本这对矛盾。
二、汽车车身的结构特点汽车车身一般由外覆盖件、内覆盖件和骨架件组成,覆盖件的钢板厚度一般为0.8-1.2mm,骨架件的钢板厚度多为1.2-2.5mm,也就是说它们大都为薄板件。
对焊接夹具设计来说,有以下特点:1、结构形状复杂,构图困难汽车车身都是由薄板冲压件装焊而成的空间壳体,为了造型美观和壳体具有一定的刚性,组成本身的零件通常是经过拉延成型的空间曲面体,结构形状较为复杂。
2、刚性差、易变形经过成型的薄板冲压件有一定的刚性,但和机械加工件相比,刚性要差得多,而且单个的大型冲压件容易变形,只有焊接成车身壳体后,才具有较强的刚性。
3、以空间三维坐标标注尺寸汽车车身产品图以空间三维坐标来标注尺寸。
为了表示覆盖件在汽车上的位置和便于标注尺寸,汽车车身一般每隔200mm或400mm划一坐标网线。
三个坐标的基准是:前后方向(Y向)———以汽车前轮中心为0,往前为负值,往后为正值;上下方向(Z向)———以纵梁上平面为0,往上为正值,往下为负值;左右方向(X向)———以汽车对称中心为0,左右为正负。
汽车车身焊装夹具设计摘要:汽车车身通过冲压、焊装、涂装、总装配制造而成。
车身在焊装过程中要使用多点定位夹紧的专用夹具来保证各零件在焊接处的正确位置。
因为汽车工业的快速发展,大大提高了制造车身水平。
制造车身质量决定了整个车身的品质,而车身装焊设计中焊装线设计是重要组成部分,在设计的时候要充分的了解到产品的功能,认识产品的精确参数,方便在现实应用中增加安全性与实用性。
焊装夹具设计是不是合理,最后唯有通过生产实践检验,才可以证明是合格与优秀的,而在设计以前,一定要做到精益求精,使损失减少,创造出与时代需求相符的产品。
关键词汽车车身;焊装夹具;设计方法制作汽车的精度和汽车车体的生产周期与汽车焊接夹具的要求有关性特别高,在设计的时候我们要非常注意。
所以,确保汽车生产与制造质量的一个重要性程序就是设计与制造汽车焊接夹具,同时,也是需要很多的经验和制造、设计技术的一项工作,增强汽车焊接夹具的研究具备关键意义。
1车身焊装夹具简介焊装夹具基本由底板、支基、气控三部分组成。
焊装夹具用三坐标进行检测。
焊装夹具的常见结构有定位元件和夹紧元件。
定位元件有定位销、定位块。
定位块和定位销座均采用可调式结构,通过调整垫片数量的增减来调整定位块的精确位置。
定位块的定位面、销孔要求热处理后精加工。
夹紧机构有手动、气动两种夹紧方式。
杠杆式定位夹紧单元的基本类型有气缸固定式、双面夹紧机构、手动夹紧气路退回式等模式。
该类型适用于一般夹紧,该模块除了定位块、导向杆之外,其余的零件都是由压板的草图控制。
2焊装夹具的设计要点和常见问题焊装夹具的设计主要考虑焊接质量和人机工程。
为保证焊接质量,应合理确定薄板冲压件焊接搭接顺序,要合理确定定位点和定位方式,焊装夹具在运动过程中无干涉,设计夹紧气路时,考虑焊接完成后是否能取出整体零件。
人机工程能保证操作人员能够舒适、安全地工作,设计时考虑夹具平均操作高度、焊钳类型,基准平台可根据情况安置回转机构。
3车身焊接夹具设计的必要性在设计和制造车身的很多开发程序过程中,特别关键的一个程序就是车身焊接夹具设计,其直接关系着制造出产品的合格率。
汽车车身焊装夹具的设计对策摘要:近年来,随着汽车制造技术的不断发展,机器人视觉抓件技术由于其高柔性和高效率的优势,近几年来不断被应用到各汽车厂家的焊装作业中。
从钣金件到门盖总成件的抓取和装配,其技术也日趋成熟。
虽然视觉技术和机器人抓件有机的结合,能最大程度释放机器人的柔性能力,但在实际的应用过程中仍然存在许多问题需要进行解决。
关键词:汽车车身;焊装夹具;设计对策引言汽车是一个集成了车身结构、电子电气、管路系统、内外饰系统和底盘悬架系统等综合性能结合体的装置。
其中车身结构是整个装置的基础,其他子系统都是安装在车身上的附属装置。
附属装置需要通过安装点固定在车身上,目前大多数都是通过螺栓连接固定,因此需要提前在车身相应位置植焊螺柱或者螺母。
1汽车焊装夹具概述汽车焊装夹具是一种在汽车制造厂作为工装夹具使用的设备,用于实现焊件的精准定位、固定夹紧和支撑辅助等一系列操作的机械设备。
依据焊件的不同,该焊装夹具的类型一般不同。
汽车焊装夹具就是在进行焊件过程中作为工艺辅助,确保车身焊件上焊接部位所在的位置固定不动工装夹具。
近些年来,消费者不断追求汽车性能高品质和高舒适度下,汽车各个零部件在朝着简洁化和轻量化发展。
对车身的外表、结构以及材料等有了新的要求,这也意味着焊接方法需要进一步优化。
在焊接零件生产中,优秀的的焊装夹具往往可以节约生产时间,减轻工人劳动强度,在大型汽车企业,一般多功能的焊装夹具使用更多,大大提高车间的生产效率。
本文主要围绕设计汽车车身通用的焊装夹具,介绍焊装夹具的构造组成及设计思路,工件的尺寸精度及材料的选用。
希望可以在目前车间焊接工艺有待提高的现状下,做出调整及改进,以适应不断更新换代的智能化发展需求。
2汽车车身焊装夹具的设计对策2.1侧围内外板高节拍柔性预装方案侧围预装工位是主焊线生产的第一序,是总拼工位的前提。
在侧围内板的预装工位中,需要在侧围内板上完成和地板搭接位置的涂胶工艺以及和地板连接的搭扣工艺。
(试行)3.规制块的设计要求规范图1 图23.1.规制块尺寸要求常用规制块有如上(图1、图2和图3)三种结构(两销一钉),根据安装要求的不同,中间孔为M8的螺纹孔或ø9的螺钉过孔,两侧的均为ø8H7的销孔。
其尺寸要求如下(表2)所示:尺寸类型要求尺寸大小(mm)第一系列第二系列加工公差要求L 60 45B1 16 16H 根据板件型面的形状来确定±0.02L1 15 15L2 15 15B2 8 8 ±0.05S1 10 10 ±0.05S2 25 25 ±0.02S3 12.5 12.5表23.2.技术要求3.2.1. 材质要求:规制块的材料要求必须为45#钢并要进行热处理,使规制块工作面的表面硬度达到HRC30~35,工作面的粗糙度为,同时规制块要进行表面发蓝处理。
3.2.2. 在遇到如图4所示的板件结构时(需同时规制板件的两个面),要采用两个单独的规制块分别进行规制,不允许使用如图5所示的结构形式,如特殊情况会签时需经奇瑞公司确认后方可使用。
3.2.3. 规制块设计时原则上要求与板件垂直(图6),若因特殊情况不能保证时,则规制块的压紧方向最大斜角(图7)不大于15°,若大于该角度则需要使用导引挡块(CATCH STOPPER)。
图6 图73.2.4. 第一系列的规制块要优先选用,若设计时的空间不够或选用第一系列无法装配时,可以选用第二系列所规定的规制块,但装配时要便于人员的操作,会签时需经奇瑞公司确认后方可实施。
3.2.5. 规制块压紧时要求每个规制块所能达到的压力F(图8)范围为:25kgf≤F≤30kgf,气缸选用时要依此作为依据。
4.调整垫片的设计要求规范图95.角座的设计要求规范6.BASE板的设计要求规范图136.1.常用尺寸要求如表5所示尺寸类型常用尺寸大小(mm)S(面积:单位m²) S≤0.5 0.5<S≤0.8 0.8<S≤2.0 S>2.0 H1 20 20 22 25H2 15 15 15 15坐标网格线的平行度误差要求:相邻单一间隔距0.10mm/100mm;累积间隔距0.30mm/全长。
汽车车身焊装夹具的设计探究摘要:汽车车身焊装夹具的设计属于汽车车身前期设计中的重要环节,汽车车身焊装夹具设计的质量水平与本身加工工艺的精度直接决定了车身加工质量与生产工期的长短.因此,本文总结汽车车身焊装夹具的设计注意事项和基本要求,对汽车车身焊装夹具的设计方法进行研究,并对汽车夹具设计当中常涉及到的问题进行总结,以期对汽车夹具设计过程进行和优化有一定的指导作用。
关键词:车身焊装;工艺设计;工装设计一、车身焊装生产线的发展过程汽车焊装生产线是指将汽车零部件通过焊装的技术结合成一个整体的生产综合体,主要设备包括常见的焊接设备,运输设备等,汽车通过焊装生产线可以加快企业的焊装效率,提高生产质量。
在长期的发展过程中,汽车的焊装生产线也经历了三轮的升级变化,第一阶段焊装生产线所采用的固定式单工位焊装台的小型焊接方式,第二阶段是刚性焊接生产阶段,在这一阶段汽车车身焊装生产效率有了明显的提升,但是随着汽车车身所使用的材料不断的变化,这类焊装生产线无法满足焊装的硬性条件,逐渐发展到现在的柔性焊装生产阶段。
在车身焊装的过程中,需要从车身焊装的材料和所需要的焊装设备进行选择,焊装生产线是由多个分支部分进行组合而成,总成型线还需要通过多中焊装的工位进行组成,在焊装工位上需要通过焊装夹具进行零件定位各种设备的相互配合使得生产线顺利进行完成焊装工作。
二、车身焊接夹具的概述及特点车身焊接夹具是将工件准确定位并夹紧的工装工具,常见的焊接夹具由定位器、夹紧机构及Base板构成,用于将众多的简单零件按照相应的定位和夹紧顺序完成的复杂的结构,并且辅助完成焊接的过程。
鉴于车身设计结构的复杂性,车身焊接夹具有以下特点:2.1设计难度大焊接夹具的结构较为复杂,需要设计的定位点数量和夹紧点数量较多,选位及对应关系较为复杂,组建数量较多,要求精准度较高,因此使得设计难度较大。
车身焊接夹具的结构设计直接影响着夹具本体在焊接过程中的功能及焊件的焊接质量。
汽车车身焊装夹具设计的关键技术分析【摘要】当前我国经济处于快速发展阶段,各行各业蓬勃发展,特别是在汽车行业正在朝着低碳、环保、节能、安全等人性化方向去发展。
尤其是在国内外汽车制造研发企业共同竞争的市场环境下,对于车本身的技术要求更全面,人们对于购买汽车的品味需求和安全化标准的期望越来越高。
本篇文章重点介绍汽车车身的焊装夹具的设计方面的重要性,对其相关技术层面的发展进行简单的分析,从而发现在技术设计方面的一些问题,方面以后进行改善改造。
【关键词】车身焊装夹具;设计;关键技术0.引言焊装夹具基本是由底板、支基、气控这三个最主要的部分组成的。
一般情况下,生产制造设计方面对焊装夹具的设计主要考虑的两个方面是:人机工程;焊接质量。
其中人机工程指的是在不同的操作作业的工作人员和机器以及空间环境这三者之间的相互协调。
它是人机工程学科中重点研究的核心问题。
我们都知道,汽车的车身它是汽车的重要组成部分,同时它也是整个汽车上的所有零件部件的载体。
我们平时见到的汽车通常情况下它是由三百多个到五百多个范围之内同时具有空间复杂性的曲面形态的薄板来焊接而成的。
同时,汽车车身本身上的尺寸也会直接影响到整个汽车的装配质量,所以,掌握汽车车身焊装夹具设计的关键技术至关重要。
1.汽车车身焊装夹具的结构汽车车身焊装夹具它是更好地的保证车身焊接质量的重要的一个因素,它的作用不仅如此,它还深远的影响着整个汽车在制造精度上面和生产周期上面的好与坏。
焊装夹具是由底板、支基和气控这三个部分共同来组成的。
汽车车身焊装夹具最常见的结构就是系统中的定位元件和夹紧元件这两个重要元件来构成的。
其中的定位元件包括定位块和定位销等。
这两者均采用的是可以进行调节调试的组织结构,它们可以通过对垫片数量的具体情况调整来达到对定位块的精确位置的具体调整。
随着汽车行业发展的需求,汽车焊装夹具也随着汽车制造行业的发展使其种类越来越多样化。
按照汽车车身焊装夹具的动力源来进行分类则是包括:手动夹具,无驱动夹具,液压夹具,气动夹具,真空夹具,混合式夹具等。
绪论[摘要]焊接是现代机械制造业中一种必要的工艺方法,在汽车制造中得到广泛的应用,由于点焊、气体保护焊、钎焊具有生产量大,自动化程度高,高速、低耗、焊接变形小、易操作的特点,所以对汽车车身薄板覆盖零部件特别适合,因此,在汽车生产中应用最多。
在投资费用中点焊约占75%,其他焊接方法只占25%。
随着汽车工业的发展,汽车车身焊装生产线也在逐渐向全自动化方向发展,为了赶上国际水平,在提高产量的同时,要求努力提高汽车制造质量。
众所周知,实现自动化的前提是零件的制造精度要很高,希望焊接变形最小,焊接部位外观要清爽,故要求焊接技术越来越高。
我国面临加入WTO的机遇和挑战,焊接方面新技术的推广应用对汽车工业的品牌提升有极其重要的作用。
[关键字] 焊接;焊装生产线;自动化[Summary] The welding is in the modern machine manufacturing industry one essential necessity, getting the extensive application in the automobile manufacture, because of the spot welding , the shielded welding ,the rock drill welding has the product in a big way , the automation degree is high, high speed, low consumption, weld the characteristics of transform the small and easy operation, so overlay zero partses to the automobile carriage lamella special in keeping with, Therefore, applied in automobile produce at most .the spot welding approximately composes 75%,in the investment expenses ,other welding methods only account for 25%.Along with the development of the automobile industry, the automobile body welds installs the production line also at the time of gradually to full-automatically turning the direction development, for the sake of catching up the international level, at raising the yield, request to work hard to raise the automobile manufacturing quantity .It is known to all, the premise that carry out the automation is the manufacturing accuracy of the spare parts and want to be very high, hoping to weld to transform minimum, weld the part external appearance to want the clearness, so request to weld the technique more and more high .The our country faces the opportunity and challenges of join the WTO, the welding aspect new technical expansion application to automobile industry of brand promote to have the very and important function.[Key word] the weld ; the welding installs the production line ;automation第一章汽车工业概况第一节世界汽车工业发展概况从1886年德国人卡尔·奔驰和戈特利布·戴姆勒用四冲程汽油机制成汽车以来,已有一百多年的历史。
文献综述矿山机电11-1 孙祥 1107250120汽车白车身焊装夹具定位基准的设计The design of automotive body-in-white welding fixturelocating datum汽车白车身焊装夹具定位基准的设计摘要:汽车工业是当代最重要的工业,也是我国国民经济的支柱产业。
而汽车车身是汽车的重要组成部分,也是汽车其它零部件的基础,其制造质量对整车的质量和汽车的市场竞争力起重要作用。
本文首先分析了白车身的结构及其焊装流程,重点研究白车身焊装夹具的结构、特点和基准设计等。
关键词:焊装夹具;基准设计The design of automotive body-in-white welding fixturelocating datumAbstract:The automotive industry is of the most important industry, the pillar industry of China's national economy. Auto body is an important part of the car, but also in other parts of the car based on the quality of its manufacturing plays an important role on vehicle quality and market competitiveness of the car. This paper first analyzes the body-in-white structure and its welding process, focusing on the structure, characteristics and baseline body-in-white welding fixture design.Keywords: body-in-white; welding lines; welding fixture; benchmark design1.汽车白车身白车身一般指车身生产流程中在完成车身焊装但未进行涂装工艺的白皮车身,包括车身制件和车门等.结构为形状复杂的空间薄壁壳体。
汽车焊接夹具设计外文文献翻译汽车焊接夹具设计外文文献翻译(含:英文原文及中文译文)文献出处:Semjon Kim.Design of Automotive Welding Fixtures [J]. Computer-Aided Design, 2013, 3(12):21-32.英文原文Design of Automotive Welding FixturesSemjon Kim1 AbstractAccording to the design theory of car body welding fixture, the welding fixture and welding bus of each station are planned and designed. Then the fixture is modeled and assembled. The number and model of the fixture are determined and the accessibility is judged. Designed to meet the requirements of the welding fixture.Keywords: welded parts; foundation; clamping; position1 IntroductionAssembly and welding fixtures are closely related to the production of high-quality automotive equipment in automotive body assembly and welding lines. Welded fixtures are an important part of the welding process. Assembly and welding fixtures are not only the way to complete the assembly of parts in this process, but also as a test and calibration procedure on the production line to complete the task of testing welding accessories and welding quality. Therefore, the design and manufacture ofwelding fixtures directly affect the production capacity and product quality of the automobile in the welding process. Automotive welding fixtures are an important means of ensuringtheir manufacturing quality and shortening their manufacturing cycle. Therefore, it is indispensable to correctly understand the key points of welding fixture design, improve and increase the design means and design level of welding fixtures, and improve the adjustment and verification level of fixtures. It is also an auto manufacturing company in the fierce competition. The problem that must be solved to survive.The style of the car is different from that of the car. Therefore, the shape of the welding jig is very different. However, the design, manufacture, and adjustment are common and can be used for reference.2. Structural design of welding fixtureThe structure design of the welding fixture ensures that the clip has good operational convenience and reliable positioning of the fixture. Manufacturers of welding fixtures can also easily integrate adjustments to ensure that the surfaces of the various parts of the structure should allow enough room for adjustments to ensure three-dimensional adjustment. Of course, under the premise of ensuring the accuracy of the welding jig, the structure of the welding jig should be as simple as possible. The fixture design is usually the position of all components on the fixture is determined directly based on the design basis, and ultimately ensure thatthe qualified welding fixture structure is manufactured. According to the working height, the height of the fixture bottom plate can be preliminarily determined, that is, the height of the fixture fixing position. The welding fixture design must first consider the clamping method. There are two types, manual and pneumatic. Manual clamping is generally suitable for small parts, external parts, and small batches of workpieces. For large bodyparts, planning in the production line, automation High-demand welding fixtures should be pneumatically clamped. Automobile production is generally pneumatically clamped, and manual mass clamping can be used as auxiliary clamping. This can reduce costs accordingly. Some manual clamping products already have standard models and quantities, which can be purchased in the market when needed. For some devices, pneumatic clamping is specified, but if pneumatic clamping is used, the workpiece may be damaged. Therefore, it is possible to manually press the place first to provide a pneumatic clamping force to clamp the workpiece. This is manual-pneumatic. . The fixture clamping system is mounted on a large platform, all of which are fixed in this welding position to ensure that the welding conditions should meet the design dimensions of the workpiece coordinate system positioning fixture, which involves the benchmark.3. Benchmarks of assembly and welding fixtures and their chosen support surfaces3.1 Determination of design basisIn order to ensure that the three-dimensional coordinates of the automatic weldment system are consistent, all welding fixtures must have a common reference in the system. The benchmark is the fixture mounting platform. This is the X, Y coordinate, each specific component is fixed at the corresponding position on the platform, and has a corresponding height. Therefore, the Z coordinate should be coordinated, and a three-dimensional XYZ coordinate system is established. In order to facilitate the installation and measurement of the fixture, the mounting platform must have coordinates for reference. There are usually three types. The structure is as follows:3.1.1 Reference hole methodThere are four reference holes in the design of the installation platform, in which the two directions of the center coordinates of each hole and the coordinates of the four holes constitute two mutually perpendicular lines. This is the collection on the XY plane coordinate system. The establishment of this benchmark is relatively simple and easy to process, but the measurements and benchmarks used at the same time are accurate. Any shape is composed of spatial points. All geometric measurements can be attributed to measurements of spatial points. Accurate spatial coordinate acquisition is therefore the basis for assessing any geometric shape. Reference A coordinated direction formed by oneside near two datums.3.1.2 v-type detection methodIn this method, the mounting platform is divided into two 90-degree ranges. The lines of the two axes make up a plane-mounted platform. The plane is perpendicular to the platform. The surface forms of these two axis grooves XY plane coordinate system.3.1.3 Reference block methodReference Using the side block perpendicular to the 3D XYZ coordinate system, the base of a gage and 3 to 4 blocks can be mounted directly on the platform, or a bearing fixing fixture platform can be added, but the height of the reference plane must be used to control the height , must ensure the same direction. When manufacturing, it is more difficult to adjust the previous two methods of the block, but this kind of measurement is extremely convenient, especially using the CMM measurement. This method requires a relatively low surface mount platform forthe reference block, so a larger sized mounting platform should use this method.Each fixture must have a fixed coordinate system. In this coordinate system, its supporting base coordinate dimensions should support the workpiece and the coordinates correspond to the same size. So the choice of bearing surface in the whole welding fixture system 3.2When the bearing surface is selected, the angle between the tangentplane and the mounting platform on the fixed surface of the welding test piece shall not be greater than 15 degrees. The inspection surface should be the same as the welded pipe fittings as much as possible for the convenience of flat surface treatment and adjustment. The surface structure of the bearing should be designed so that the module can be easily handled, and this number can be used for the numerical control of the bearing surface of the product. Of course, designing the vehicle body coordinate point is not necessarily suitable for the bearing surface, especially the NC fixture. This requires the support of the fixture to block the access point S, based on which the digital surface is established. This surface should be consistent with the supported surface. So at this time, it is easier and easier to manufacture the base point S, CNC machining, precision machining and assembly and debugging.3.2 Basic requirements for welding fixtureIn the process of automobile assembly and production, there are certain requirements for the fixture. First, according to the design of the automobile and the requirements of the welding process, the shape, size and precision of the fixture have reached the design requirements and technical requirements. This is a linkthat can not be ignored, and the first consideration in the design of welding fixture is considered. When assembling, the parts or parts of the assembly should be consistent with the position of the design drawings of the car and tighten with the fixture.At the same time, the position should be adjusted to ensure that the position of the assembly parts is clamped accurately so as to avoid the deformation or movement of the parts during the welding. Therefore, this puts forward higher requirements for welding jig. In order to ensure the smooth process of automobile welding and improve the production efficiency and economic benefit, the workers operate conveniently, reduce the strength of the welder's work, ensure the precision of the automobile assembly and improve the quality of the automobile production. Therefore, when the fixture design is designed, the design structure should be relatively simple, it has good operability, it is relatively easy to make and maintain, and the replacement of fixture parts is more convenient when the fixture parts are damaged, and the cost is relatively economical and reasonable. But the welding fixture must meet the construction technology requirements. When the fixture is welded, the structure of the fixture should be open so that the welding equipment is easy to close to the working position, which reduces the labor intensity of the workers and improves the production efficiency.4. Position the workpieceThe general position of the workpiece surface features is determined relative to the hole or the apparent positioning reference surface. It is commonly used as a locating pin assembly. It is divided into two parts: clamping positioning and fixed positioning. Taking into account thewelding position and all welding equipment, it is not possibleto influence the removal of the final weld, but also to allow the welding clamp or torch to reach the welding position. For truly influential positioning pins and the like, consider using movable positioning pins. In order to facilitate the entry and exit of parts, telescopic positioning pins are available. The specific structure can be found in the manual. The installation of welding fixtures should be convenient for construction, and there should be enough space for assembly and welding. It must not affect the welding operation and the welder's observation, and it does not hinder the loading and unloading of the weldment. All positioning elements and clamping mechanisms should be kept at a proper distance from the solder joints or be placed under or on the surface of the weldment. The actuator of the clamping mechanism should be able to flex or index. According to the formation principle, the workpiece is clamped and positioned. Then open the fixture to remove the workpiece. Make sure the fixture does not interfere with opening and closing. In order to reduce the auxiliary time for loading and unloading workpieces, the clamping device should use high-efficiency and quick devices and multi-point linkage mechanisms. For thin-plate stampings, the point of application of the clamping force should act on the bearing surface. Only parts that are very rigid can be allowed to act in the plane formed by several bearing points so that the clamping force does not bend the workpiece or deviate from the positioning reference. In addition, it must be designed so that it does not pinch the hand when the clamping mechanism is clamped to open.5. Work station mobilization of welding partsMost automotive solder fittings are soldered to complete in several processes. Therefore, it needs a transmission device.Usually the workpiece should avoid the interference of the welding fixture before transmission. The first step is to lift the workpiece. This requires the use of an elevator, a crane, a rack and pinion, etc. The racks and gears at this time Structure, their structural processing, connection is not as simple as the completion of the structure of the transmission between the usual connection structure of the station, there are several forms, such as gears, rack drive mechanism, transmission mechanism, rocker mechanism, due to the reciprocating motion, shake The transfer of the arm mechanism to the commissioning is better than the other one, so the common rocker arm transfer mechanism is generally used.6 ConclusionIn recent years, how to correctly and reasonably set the auxiliary positioning support for automotive welding fixtures is an extremely complicated system problem. Although we have accumulated some experience in this area, there is still much to be learned in this field. Learn and research to provide new theoretical support for continuous development and innovation in the field of welding fixture design. Withthe development of the Chinese automotive industry, more and more welding fixtures are needed. Although the principle of the fixture is very simple, the real design and manufacture of a high-quality welding fixture system is an extremely complicated project.中文译文汽车焊接夹具的设计Semjon Kim1摘要依据车体焊装线夹具设计理论, 对各工位焊接夹具及其焊装总线进行规划、设计, 之后进行夹具建模、装配, 插入焊钳确定其数量、型号及判断其可达性,最终设计出符合要求的焊接夹具。
汽车焊装夹具设计一、夹具设计的目的做一件事情时,明确做事的目的性非常重要,所谓目的就是你做这件事情你所要满足的最终结果,也即你的目标!那是你做事情的方向,有了方向你就不会迷失,你做事情的结果才会尽量完美!焊装夹具的设计也有它的目的性,只有明确了焊装夹具设计的目的性,才能设计出更好的夹具,那么焊装夹具设计的目的是什么呢?简单的说就是满足夹具焊接生产的要求,那么怎么样才能满足焊接生产的要求呢?1.夹具的设计要满足汽车车身零件的定位要求所谓定位要求就是设计的夹具可以很好的将汽车焊接零件定位好,保证良好的焊接质量。
要满足这些定位要求,在设计夹具的时候就要严格按照厂家提供图纸的定位夹紧信息去设计夹具。
定位夹紧信息在不同项目中的名称:大众项目 RPSAUDI项目 RPS宝马项目 ASP通用项目 GD∑T(主定位销)+CD点(定位面)一轿项目 CK面………设计小常识:大众项目图纸中RPS点大小写字母的含义Hx z H代表孔(压紧方向z向) x z代表孔的定位方向 H y H代表孔 y代表孔定位的方向F x F 代表支撑和压紧 x 代表支撑的方向f x f代表支撑 x 代表支撑的方向一轿项目字母的含义:基准表示说明正基准 辅助基准 调整基准关系S 主基准面s 辅助基准面H 主基准孔h 辅助基准孔E 主基准边Sk 暂定基准的主基准面sk 暂定基准的辅助基准面Ck 矫正基准Cs 临时基准的辅助基准面cs 临时基准的主基准面J 防止零件变形而设置的基准面O 单件的模具&检具使用的基准S 分总成的夹具使用的基准 K 分总成上检具使用的基准C 总成的夹具&检具使用的基准2.夹具的设计要满足焊接要求白车身是焊接出来的。
我们所谓的夹具也即焊装夹具,车身零件主要是通过点焊焊接而成,我们设计夹具的一个最重要的目的就是满足白车身零件的焊接要求,作为一个焊装夹具的设计者要时刻在脑海中深深的刻着焊接这个字眼,怎么样才能焊接,怎么样才能更好的焊接!下面就如下几个方面逐一对夹具设计的焊接要求进行介绍:⑴操作高度操作高度即指地面到焊钳把手之间的高度,当操作者身高为175cm时,操作高度焊钳平放一般为800-1100mm ,焊钳立放一般为1200-1500mm。
浅谈白车身焊装夹具设计要点分析白车身焊装夹具是指在汽车生产过程中,用于固定和定位车身零部件以便进行焊接和组装的工装。
夹具的设计对于白车身焊装工艺的质量和效率都有着重要的影响。
下面将对白车身焊装夹具设计的要点进行分析。
白车身焊装夹具的设计要考虑到车身零部件的形状和尺寸。
在设计夹具时,需要详细测量和分析车身零部件的尺寸和形状,确保夹具能够准确地固定和定位这些零部件。
还要考虑到不同车型之间的差异,设计夹具时需要根据具体的车型来进行调整和优化。
白车身焊装夹具的设计要考虑到夹具的结构和材料。
夹具的结构应该牢固稳定,能够承受焊接过程中的力和热。
夹具的材料选择也很重要,一般来说,夹具需要具有足够的强度和刚度,以保证工装在焊接过程中不发生变形或破坏。
夹具的材料还需要具备耐高温和耐腐蚀的特性,以适应焊接过程中的环境要求。
白车身焊装夹具的设计要考虑到夹具的可调性和通用性。
在汽车生产中,存在着不同车型和不同型号的车身零部件,因此夹具需要具备一定的可调性和通用性,能够适应不同类型和尺寸的车身零部件的组装需求。
为了实现这一点,夹具设计时可以采用可调节的零件、可替换的模具和调整机构等,以便根据具体的组装需求进行调整和改变。
白车身焊装夹具的设计还要考虑到操作人员的使用便捷性。
夹具的设计应该符合人体工程学原理,能够让操作人员在使用过程中感到舒适和方便。
夹具设计时要考虑到人机工效学的要求,包括操作空间的布局、夹具的重量和尺寸等,以便操作人员能够更加高效地进行工作。
白车身焊装夹具的设计要点主要包括对车身零部件形状和尺寸的考虑、对夹具结构和材料的选择、对夹具的可调性和通用性的认识以及对使用便捷性的考虑。
通过合理的设计和优化,可以提高白车身焊装工艺的质量和效率,提升汽车生产的整体竞争力。
附录(英文文献及中英文对照)The designing features of automobile bodywelding fixtureAuto body clamp is required for the amorphous body stamping required to locate and clamp, to form the body components, combined parts, sub-assembly and assembly, While taking advantage of suitable welding method to form their own welding pieces of the whole. Welding fixture welding process is a secondary device, but in the process of mass production car body, the device is essential. It not only can improve welding productivity, but also to ensure the dimensional accuracy of welding products and appearance requirements of the important devices. The assembly and welding fixtures there is no uniform specifications and standardization, are non-standard equipment. Design.and manufacturing process according to the structural characteristcs of the specific models, production conditions and the actual demand from the line of design and manufacturing.1. asonable decomposition of auto body parts welded together to determine the type of fixture required. Two or more of the stamping process by the assembly and welding of components is obtained by welding together pieces of several related small welding welding large pieces of formed pieces, then welded together to form the following four parts: Around before welding parts, welding parts around the back, floor and roof welding parts welding parts, welding together four pieces of the final welding into vehicle cab assembly. Therefore, according to the cab assembly formation process of the correct welding pieces of reasonably divided, and on this basis, the corresponding pieces of welding fixture design. This will not only help ensure product quality, also can increase welding productivity.2. Determine the level of automation of assembly and welding fixtures. Annual output depends on the level of automation and assembly and welding fixtures welders bit configuration. Production cycle time mainly by clamping action, the assembly time, weldingtime and handling time and other components. Among them, the jig fixture operating time depends on the degree of automation. To improve productivity, consider clamping fixture and release time to complete the action by the cylinder, and between station and station automation transport. But this increases the manufacturing cost of fixtures. Therefore, the design of fixtures to be able to reasonably balance the level of automation and welding fixtures contradiction between the manufacturing cost.3. For large welding jigs, fixtures must first determine the design basis, with the same car body design basis. Fixture n the location of all the components are determined directly from the design basis, the ultimate guarantee to create a qualified welding tooling structure. According to a preliminary decision height operations fixture floor height, the height of the clamped position; Second, draw the assembly and welding parts diagram, it is included in the station in need of assembly and welding of stamping the solder joint shape and location requirements as the basis for setting fixture; The next step is a reasonable arrangement of fixture position, this must be clearly grasp the stamping of the space shape, composition relationships, assembly and welding sequence and the solder joint layout, rational design of fixture placement and general structure; overall design of the final draw sketches.4. Rational choice of fixture position. As the car body shape complexity, poor rigidity, deformation, fixture positioning has been introduced on a large number of ways to enhance the rigidity of welded parts, reduce the welding deformation. Positioning of welding fixtures generally include positioning and side positioning of two kinds of holes. Positioning hole punching process to give priority to consider the positioning hole, the size and location of these holes is relatively accurate and reliable; Try to use under the procedures of mounting holes, as these holes the size of the margin of error will affect the next process of the assembly. Therefore, the design of fixtures with positioning holes not only to understand the stamping process, assembly process must also consider the key under the channel size. Large lection of positioning holes as the holes, so that pins can have sufficient strength, or easily broken pins. Stamping on the preferred shape to a reliable, stable surface as a positioning surface, positioned to do as much as possible the use of flat surfaces, but most of the space body stamping surface, which requires the fixture components of the work surface must be positioned with the corresponding surface of the car body consistent shape, so as to ensure the body in the process of assembly and welding shape. Positioning of parts with surface to guarantee a certain accuracy, adjust the position of positioning blocks are coarseto fine-tune more complex, this block can be added to fine-tune the positioning function, that is positioned to add a thin spacer block, and gasket thickness is that you can adjust the accuracy. In addition, the set should also be considered when positioning the welding position and the use of welding equipment, welding can not affect the final piece out, but also allows welding clamp or welding torch to reach the location. For the really influential to consider the use of pins and other pins can be active.5. Properly designed clamping mechanism. When the stamping on the correct positioning of the fixture, in order to maintain the welding process in the assembly of the workpiece position and overcome the elastic deformation of the workpiece, usually requires a certain clamping body. With this device, you can make the workpiece and the bearing surface, workpiece and positioning the workpiece and the workpiece surface and tight fit between. For thickness below 1.2mm steel plate, each clamping point of the clamping force is generally in the range of 300 ~ 750N; For the 1.5 ~ 2.5mm between the stampings, each clamping point of the clamping force in the range of 500 ~ 3000N. To reduce the auxiliary time loading and unloading the workpiece, the clamping device should be fast and efficient installations and multi-point linkage institutions. For sheet metal parts, the clamping force acting on the bearing surface point should be only a good piece of rigid role allowed a few points of support in the plane formed in order to avoid bending or clamping force from the workpiece positioning reference. Also designed to prevent the clamping mechanism to open the clamping grip hand.6. Other design elements. As the stamping quality checks are sampling, prone to problems. If possible, add in some welding fixture on some auxiliary devices, check the stamping play the role of critical dimensions. In addition, assembly and welding fixture structure should be easy to operate, saving, security and easy handling characteristics of the workpiece.汽车车身焊装夹具的设计要点汽车车身夹具是用来把所需车身冲压件按要求定形、定位并夹紧,组合成车身组件、合件、分总成及总成,同时利用合适的焊接方法使其形成各自焊合件整体。