蒙牛乳业自动化立体仓库案例
- 格式:doc
- 大小:107.50 KB
- 文档页数:8

案例二? 蒙牛乳业自动化立体仓库案例内蒙古蒙牛乳业泰安有限公司乳制品自动化立体仓库,是蒙牛乳业公司委托太原刚玉物流工程有限公司设计制造的第三座自动化立体仓库。
该库后端与泰安公司乳制品生产线相衔接,与出库区相联接,库内主要存放成品纯鲜奶和成品瓶酸奶。
库区面积8323平方米,货架最大高度21米,托盘尺寸1200×1000毫米,库内货位总数19632个。
其中,常温区货位数14964个;低温区货位46687年。
入库能力150盘/小时,出库能力300盘/小时。
出入库采用联机自动。
一、工艺流程及库区布置根据用户存储温度的不同要求,该库划分为常温和低温两个区域。
常温区保存鲜奶成品,低温区配置制冷设备,恒温4℃,存储瓶酸奶。
按照生产――存储――配送的工艺及奶制品的工艺要求,经方案模拟仿真优化,最终确定库区划分为入库区、储存区、托盘(外调)回流区、出库区、维修区和计算机管理控制室6个区域。
入库区由66台链式输送机、3台双工位高速梭车组成。
负责将生产线码垛区完成的整盘货物转入各入库口。
双工位穿梭车则负责生产线端输送机输出的货物向各巷道入库口的分配、转动及空托盘回送。
储存区包括高层货架和17台巷道堆垛机。
高层货架采用双托盘货位,完成货物的存储功能。
巷道堆垛机则按照指令完成从入库输送机到目标的取货、搬运、存货及从目标货位到出货输送机的取货、搬运、出货任务。
托盘(外调)回流区分别设在常温储存区和低温储存区内部,由12台出库口输送机、14台入库口输送机、巷道堆垛机和货架组成。
分别完成空托盘回收、存储、回送、外调货物入库、剩余产品,退库产品入库、回送等工作。
出库区设置在出库口外端,分为货物暂存区和装车区,由34台出库较输送机、叉车和运输车辆组成。
叉车司机通过电子看板、RF终端扫描来叉车完成装车作业,反馈发送信息。
维修区设在穿梭车轨道外一侧,在某台空梭车更换配件或处理故障时,其他穿梭车仍旧可以正常工作。
计算机控制室设在二楼,用于出入库登记、出入库高度、管理和联机控制。

蒙牛乳业自动化立体仓库案例Document serial number【KKGB-LBS98YT-BS8CB-BSUT-BST108】案例二蒙牛乳业自动化立体仓库案例内蒙古蒙牛乳业泰安有限公司乳制品自动化立体仓库,是蒙牛乳业公司委托太原刚玉物流工程有限公司设计制造的第三座自动化立体仓库。
该库后端与泰安公司乳制品生产线相衔接,与出库区相联接,库内主要存放成品纯鲜奶和成品瓶酸奶。
库区面积8323平方米,货架最大高度21米,托盘尺寸1200×1000毫米,库内货位总数19632个。
其中,常温区货位数14964个;低温区货位46687年。
入库能力150盘/小时,出库能力300盘/小时。
出入库采用联机自动。
一、工艺流程及库区布置根据用户存储温度的不同要求,该库划分为常温和低温两个区域。
常温区保存鲜奶成品,低温区配置制冷设备,恒温4℃,存储瓶酸奶。
按照生产――存储――配送的工艺及奶制品的工艺要求,经方案模拟仿真优化,最终确定库区划分为入库区、储存区、托盘(外调)回流区、出库区、维修区和计算机管理控制室6个区域。
入库区由66台链式输送机、3台双工位高速梭车组成。
负责将生产线码垛区完成的整盘货物转入各入库口。
双工位穿梭车则负责生产线端输送机输出的货物向各巷道入库口的分配、转动及空托盘回送。
储存区包括高层货架和17台巷道堆垛机。
高层货架采用双托盘货位,完成货物的存储功能。
巷道堆垛机则按照指令完成从入库输送机到目标的取货、搬运、存货及从目标货位到出货输送机的取货、搬运、出货任务。
托盘(外调)回流区分别设在常温储存区和低温储存区内部,由12台出库口输送机、14台入库口输送机、巷道堆垛机和货架组成。
分别完成空托盘回收、存储、回送、外调货物入库、剩余产品,退库产品入库、回送等工作。
出库区设置在出库口外端,分为货物暂存区和装车区,由34台出库较输送机、叉车和运输车辆组成。
叉车司机通过电子看板、RF终端扫描来叉车完成装车作业,反馈发送信息。
蒙牛案例分析第一篇:蒙牛案例分析蒙牛企业市场竞争分析报告蒙牛乳业,是“蒙牛乳业集团”的简称。
其总部设在呼和浩特市和林格尔盛乐经济园区。
前后四期工程占地面积55万平方米。
公司董事长、总裁牛根生担任中国奶业协会副理事长,近年来被评为:“第八届内蒙古优秀企业家”;“第四届全国优秀乡镇企业家”;“全国奶业优秀工作者”;“ 2002年中国十大创业风云人物(之一)”;“2002年中国经济最有价值封面人物”;“中国民营工业行业领袖”;在“2003年中国企业领袖年会”上,和张瑞敏、柳传志等商业泰斗同时成为25位企业“新领袖”;2003CCTV“中国经济年度人物”。
2004年第二届中国策划大会暨著名策划评选活动中,与张瑞敏、魏家福等8 人获“中国策划最高奖”。
现今,蒙牛乳制品已出口到美国、加拿大、蒙古、东南亚及港澳等多个国家和地区。
主要产品:1、低温奶:如冠益乳、优益C、内蒙古老酸奶、珍果汇等2、常温液奶:酸酸乳、纯牛奶、高钙奶、早餐奶、真果粒、新养道、谷物奶、特仑苏、儿童牛奶3、奶粉:婴幼儿奶粉、成人奶粉、奶茶粉用SWOT分析蒙牛1、优势(1)机制优势:蒙牛所以能快速发展的诀窍是拥有一个先进的机制优势,蒙牛是纯粹的大型民营股份制企业,其凝聚力、战斗力、企业效率非常高。
(2)研发优势:蒙牛研发能力非常强,仅冰淇淋公司就有三大研发中心(3)销优势:蒙牛的营销管理层大多在伊利公司工作多年,熟谙乳业营销,在市场开发运作方面经验非常丰富。
(4)度优势:蒙牛企业的发展速度,是员工工作效率的“缩影”,蒙牛的工作理念是“鱼不是大的吃小的,而是快的吃慢的”。
在蒙牛,你必须是一个快速的工作狂,才能跟上企业的发展步伐。
(5)润优势:蒙牛在对待经销商方面,推行严格的独家总经销政策,保证经销商的利润空间,从几万元起家到几百万元资产的客户比比皆是,蒙牛保护经销商的利益,同时也赢得了经销商强大的支持。
(6)网络优势对手“伊利”的营销网络非常清楚,产品一经上市,便充分利用网络资源优势,迅速打开了市场。
聚焦■Focus 38蒙牛乳业智能制造的探索与实践1 项目背景随着“互联网+”与“中国制造2025”的不断推进,以及乳业新时代的到来,乳制品市场变化迅速,消费者需求差异性加剧,产品安全的诉求更为严格,产品研发周期缩短,产品服务的精准化、柔性化和智能化均对企业提出了新的要求。
在激烈的行业竞争中,成本管理也对企业提出了更为严峻的挑战,基于当前面临的种种问题,结合蒙牛当前的智能管理基础,乳制品智能工厂的建设需求应运而生。
2 项目目标智能制造通过自动化控制系统和信息化管理系统的集成和融合,结合“互联网+”技术,打破生产制造过程的信息孤岛,实现管理业务横向互联、制造业务纵向集成,帮助企业提升生产效率、能源利用率,降低运营成本、产品不良品率,缩短产品研发周期,将乳品生产制造从传统模式向智能化、网络化升级,实现企业内部高效精细管理,优化外部供应链的协同,打造精益化、柔性化、数字化、智能化的绿色乳制品“智造”工厂,加强乳制品的全程安全保障。
3 项目实施作为典型的流程型行业,蒙牛的智能制造项目符合流程型制造的所有特征,从收奶、净乳、调奶、巴杀、配料、定容、UHT、灌装、包装、码垛到入库,生产连续性强、流程固定。
在蒙牛的智能制造项目中,系统对产品订单进行分析、转换、自动排产,通过信息化管理系统互联互通、协同配合,按需、按时、按量提供物料、原奶、质量检验计划、能源供应、仓储位置等,实现订单任务信息实时跟踪、能源消耗实时监控,生产更高效、过程更可靠、成本更明晰、管理更便捷。
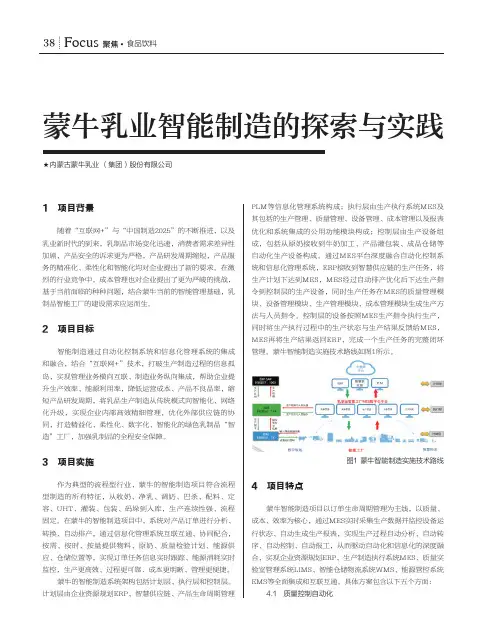
蒙牛的智能制造系统架构包括计划层、执行层和控制层。
计划层由企业资源规划ERP、智慧供应链、产品生命周期管理PLM等信息化管理系统构成;执行层由生产执行系统MES及其包括的生产管理、质量管理、设备管理、成本管理以及报表优化和系统集成的公用功能模块构成;控制层由生产设备组成,包括从原奶接收到牛奶加工、产品灌包装、成品仓储等自动化生产设备构成。
通过MES平台深度融合自动化控制系统和信息化管理系统,ERP接收到智慧供应链的生产任务,将生产计划下达到MES,MES经过自动排产优化后下达生产指令到控制层的生产设备,同时生产任务在MES的质量管理模块、设备管理模块、生产管理模块、成本管理模块生成生产方法与人员指令。
案例一、蒙牛乳业自动化立体仓库案例内蒙古蒙牛乳业泰安有限公司乳制品自动化立体仓库,是蒙牛乳业公司委托太原刚玉物流工程有限公司设计制造的第三座自动化立体仓库。
该库后端与泰安公司乳制品生产线相衔接,与出库区相联接,库内主要存放成品纯鲜奶和成品瓶酸奶。
库区面积8323平方米,货架最大高度21米,托盘尺寸1200×1000毫米,库内货位总数19632个。
其中,常温区货位数14964个;低温区货位46687。
入库能力150盘/小时,出库能力300盘/小时。
出入库采用联机自动。
根据用户存储温度的不同要求,该库划分为常温和低温两个区域。
常温区保存鲜奶成品,低温区配置制冷设备,恒温4℃,存储瓶酸奶。
按照生产――存储――配送的工艺及奶制品的工艺要求,经方案模拟仿真优化,最终确定库区划分为入库区、储存区、托盘(外调)回流区、出库区、维修区和计算机管理控制室6个区域。
入库区由66台链式输送机、3台双工位高速梭车组成。
负责将生产线码垛区完成的整盘货物转入各入库口。
双工位穿梭车则负责生产线端输送机输出的货物。
案例二、正泰集团的自动化立体仓库正泰集团公司是中国目前低压电器行业最大销售企业。
主要设计制造各种低压工业电器、部分中高压电器、电气成套设备、汽车电器、通信电器、仪器仪表等,其产品达150多个系列、5000多个品种、20000多种规格。
"正泰"商标被国家认定为驰名商标。
该公司2002年销售额达80亿元,集团综合实力被国家评定为全国民营企业500强第5位。
在全国低压工业电器行业中,正泰首先在国内建立了3级分销网络体系,经销商达1000多家。
同时,建立了原材料、零部件供应网络体系,协作厂家达1200多家。
一、立体仓库的功能正泰集团公司自动化立体仓库是公司物流系统中的一个重要部分。
它在计算机管理系统的高度指挥下,高效、合理地贮存各种型号的低压电器成品。
准确、实时、灵活地向各销售部门提供所需产成品。
《供应链与物流管理》蒙牛乳业供应链运营策略调研与分析1目录1.概述 (2)1.1调研内容 (2)1.2调研方法 (2)1.2.1模型分析法 (2)1.2.2归纳法 (2)2.蒙牛乳业发展分析 (2)2.1蒙牛乳业发展概况 (2)2.2蒙牛乳业发展SWOT分析 (3)2.2.1蒙牛乳业发展的优势分析 (3)2.2.2蒙牛乳业发展的劣势分析 (3)2.2.3蒙牛乳业发展的机遇分析 (4)2.2.4蒙牛乳业发展的威胁分析 (4)3.蒙牛乳业供应链分析 (4)3.1蒙牛乳业供应链的纵向一体化战略模式 (4)3.2纵向供应链一体化模式存在的主要问题 (5)3.2.1盲目热衷“万头牧场”式奶源基地建设 (5)3.2.2自动化立体仓储投资过大 (5)3.2.3对终端销售方的质量监管缺乏效率 (6)3.3蒙牛乳业纵向供应链问题解决方案 (6)3.3.1建立“互联网+乳业”的模式 (6)3.3.2完善冷链物流模式 (6)结论 (7)参考文献 (8)11.概述1.1调研内容本文总体根据供应链的相关理论为根本出发点,结合我国蒙牛乳业近几年的供应链发展趋势开展深入调研。
当今市场存有大量的国外品牌乳制品,国内乳业的生存压力加剧,国内乳业的供应链开始逐渐调整,将重心转移到供应链条的上游与下游,提高对于乳制品质量的要求。
本文通过SWOT分析法对蒙牛乳业的发展策略进行分析,并从多个方面分析了蒙牛乳业供应链的现状与存在的问题,并依据实际情况提出几条合理建议。
1.2调研方法1.2.1模型分析法运用SWOT分析法,对蒙牛乳业的优势(strengths)、劣势(weaknesses)、机会(opportunities)、威胁(threats)四方面进行全面的分析。
1.2.2归纳法通过对蒙牛乳业纵向供应链管理一体化模式的分析以及运作过程中每种模式下存在的问题及原因分析,从而总结归纳出完善我国乳业供应链的一体化战略模式的改进政策建议。
2.蒙牛乳业发展分析2.1蒙牛乳业发展概况内蒙古蒙牛乳业(集团)股份有限公司(简称蒙牛乳业)在1999年8月建立,总部设在中国乳都核心区一内蒙古和林格尔县盛乐经济园区,它是中国领先的乳制品供应商,连续8年位列世界乳业20强,拥有集奶源建设、乳品生产、销售、研发为一体的产业链,在2015年集约化牧场奶源达百分之百。
蒙牛乳业自动化立体仓库案例内蒙古蒙牛乳业泰安有限公司乳制品自动化立体仓库,是蒙牛乳业公司委托太原刚玉物流工程有限公司设计制造的第三座自动化立体仓库。
该库后端与泰安公司乳制品生产线相衔接,与出库区相联接,库内主要存放成品纯鲜奶和成品瓶酸奶。
库区面积8323平方米,货架最大高度21米,托盘尺寸1200×1000毫米,库内货位总数19632个。
其中,常温区货位数14964个;低温区货位46687年。
入库能力150盘/小时,出库能力300盘/小时。
出入库采用联机自动。
一、库区布置根据用户存储温度的不同要求,该库划分为常温和低温两个区域。
常温区保存鲜奶成品,低温区配置制冷设备,恒温4℃,存储瓶酸奶。
按照生产――存储――配送的工艺及奶制品的工艺要求,经方案模拟仿真优化,最终确定库区划分为入库区、储存区、托盘(外调)回流区、出库区、维修区和计算机管理控制室6个区域。
入库区由66台链式输送机、3台双工位高速梭车组成。
负责将生产线码垛区完成的整盘货物转入各入库口。
双工位穿梭车则负责生产线端输送机输出的货物向各巷道入库口的分配、转动及空托盘回送。
储存区包括高层货架和17台巷道堆垛机。
高层货架采用双托盘货位,完成货物的存储功能。
巷道堆垛机则按照指令完成从入库输送机到目标的取货、搬运、存货及从目标货位到出货输送机的取货、搬运、出货任务。
托盘(外调)回流区分别设在常温储存区和低温储存区内部,由12台出库口输送机、14台入库口输送机、巷道堆垛机和货架组成。
分别完成空托盘回收、存储、回送、外调货物入库、剩余产品,退库产品入库、回送等工作。
出库区设置在出库口外端,分为货物暂存区和装车区,由34台出库较输送机、叉车和运输车辆组成。
叉车司机通过电子看板、RF终端扫描来叉车完成装车作业,反馈发送信息。
维修区设在穿梭车轨道外一侧,在某台空梭车更换配件或处理故障时,其他穿梭车仍旧可以正常工作。
计算机控制室设在二楼,用于出入库登记、出入库高度、管理和联机控制。
国内生产自动化立体仓库的企业10094109 潘红1、北京起重运输机械研究所创建于1958年,经过四十多年的发展,从原机械工业部直属的国家一类研究所发展,转制成为现代化的科技型企业,主要营业产品:自动化立体仓库、架空索道、停车库、露天矿、港口、料厂及各类生产线、流水线、集成化物流系统及成套设备的系统设计等。
2、北京机械工业自动化研究所(简称北自所)创建于1954年,是原机械工业部直属的综合性科研机构,1999年转制为中央直属大型科技企业。
北自所成功研制了我国第一台液压伺服喷漆机器人、我国第一座自动化立体仓库、我国第一台高能电子直线加速器、我国第一个拥有自主知识产权的MRPII软件、我国首创的MIC系列可编程序控制器等。
3、苏州富士达是立体仓库及相关物流系统综合制造厂家。
富士达公司专业提供自动化立体仓库系统,包括立体仓库成套设备和计算机监控和管理系统。
4、太原刚玉物流工程有限公司是中国最早研制、开发、生产自动化立体仓库的企业厂家之一,是太原市首家上市公司——太原双塔刚玉股份有限公司的全资子公司。
在全国各地建造160余座自动化立体仓库的业绩使太原刚玉在自动化物流系统的规划设计、库内设备的设计制造、物流设备的配套供应等方面积累了丰富的经验。
其中亚洲最大的乳业自动化立体仓库——蒙牛乳业库,以及国内最高的库架合一自动化立体仓库——石家庄站24米高的南货场库是太原刚玉人最乐于自我称道的项目。
但太原刚玉的目光并非停留在“最大”和“最高”上。
从2000年接手建设山东潍坊乐港驶入式食品冷藏库开始,太原刚玉就把目光瞄准了冷冻冷藏自动化仓库这个目前国内还处于萌芽状态、还没有被引起广泛关注但极富市场前景的领域。
5、上海精星仓储设备有限公司前身为“上海金星货架厂”,创建于1989年,地处上海市级开发区上海莘庄工业区;是一家专业从事自动化立体仓库、组合式货架、堆垛机以及其他周边物流仓储设备设计、制造、安装与调试的企业。
6、北京高科物流仓储设备技术研究所有限公司(原北京高科物流仓储设备技术研究所),是国内最早开发研制自动化立体仓库物流仓储设备系统的单位,专业从事企业自动化立体仓库(含配送中心)物流仓储系统规划设计、系统集成和项目实施。
蒙牛乳业自动化立体仓库案例Company number:【0089WT-8898YT-W8CCB-BUUT-202108】案例二蒙牛乳业自动化立体仓库案例内蒙古蒙牛乳业泰安有限公司乳制品自动化立体仓库,是蒙牛乳业公司委托太原刚玉物流工程有限公司设计制造的第三座自动化立体仓库。
该库后端与泰安公司乳制品生产线相衔接,与出库区相联接,库内主要存放成品纯鲜奶和成品瓶酸奶。
库区面积8323平方米,货架最大高度21米,托盘尺寸1200×1000毫米,库内货位总数19632个。
其中,常温区货位数14964个;低温区货位46687年。
入库能力150盘/小时,出库能力300盘/小时。
出入库采用联机自动。
一、工艺流程及库区布置根据用户存储温度的不同要求,该库划分为常温和低温两个区域。
常温区保存鲜奶成品,低温区配置制冷设备,恒温4℃,存储瓶酸奶。
按照生产――存储――配送的工艺及奶制品的工艺要求,经方案模拟仿真优化,最终确定库区划分为入库区、储存区、托盘(外调)回流区、出库区、维修区和计算机管理控制室6个区域。
入库区由66台链式输送机、3台双工位高速梭车组成。
负责将生产线码垛区完成的整盘货物转入各入库口。
双工位穿梭车则负责生产线端输送机输出的货物向各巷道入库口的分配、转动及空托盘回送。
储存区包括高层货架和17台巷道堆垛机。
高层货架采用双托盘货位,完成货物的存储功能。
巷道堆垛机则按照指令完成从入库输送机到目标的取货、搬运、存货及从目标货位到出货输送机的取货、搬运、出货任务。
托盘(外调)回流区分别设在常温储存区和低温储存区内部,由12台出库口输送机、14台入库口输送机、巷道堆垛机和货架组成。
分别完成空托盘回收、存储、回送、外调货物入库、剩余产品,退库产品入库、回送等工作。
出库区设置在出库口外端,分为货物暂存区和装车区,由34台出库较输送机、叉车和运输车辆组成。
叉车司机通过电子看板、RF终端扫描来叉车完成装车作业,反馈发送信息。
蒙牛乳业自动化立体仓库案例
————————————————————————————————作者:————————————————————————————————日期:
ﻩ
案例二蒙牛乳业自动化立体仓库案例
内蒙古蒙牛乳业泰安有限公司乳制品自动化立体仓库,是蒙牛乳业公司委托太原刚玉物流工程有限公司设计制造的第三座自动化立体仓库。
该库后端与泰安公司乳制品生产线相衔接,与出库区相联接,库内主要存放成品纯鲜奶和成品瓶酸奶。
库区面积8323平方米,货架最大高度21米,托盘尺寸1200×1000毫米,库内货位总数19632个。
其中,常温区货位数14964个;低温区货位46687年。
入库能力150盘/小时,出库能力300盘/小时。
出入库采用联机自动。
一、工艺流程及库区布置
根据用户存储温度的不同要求,该库划分为常温和低温两个区域。
常温区保存鲜奶成品,低温区配置制冷设备,恒温4℃,存储瓶酸奶。
按照生产――存储――配送的工艺及奶制品的工艺要求,经方案模拟仿真优化,最终确定库区划分为入库区、储存区、托盘(外调)回流区、出库区、维修区和计算机管理控制室6个区域。
入库区由66台链式输送机、3台双工位高速梭车组成。
负责将生产线码垛区完成的整盘货物转入各入库口。
双工位穿梭车则负责生产线端输送机输出的货物向各巷道入库口的分配、转动及空托盘回送。
储存区包括高层货架和17台巷道堆垛机。
高层货架采用双托盘货位,完成货物的存储功能。
巷道堆垛机则按照指令完成从入库输送机到目标的取货、搬运、存货及从目标货位到出货输送机的取货、搬运、出货任务。
托盘(外调)回流区分别设在常温储存区和低温储存区内部,由12台出库口输送机、14台入库口输送机、巷道堆垛机和货架组成。
分别完成空托盘回收、存储、回送、外调货物入库、剩余产品,退库产品入库、回送等工作。
出库区设置在出库口外端,分为货物暂存区和装车区,由34台出库较输送机、叉车和运输车辆组成。
叉车司机通过电子看板、RF终端扫描来叉车完成装车作业,反馈发送信息。
维修区设在穿梭车轨道外一侧,在某台空梭车更换配件或处理故障时,其他穿梭车仍旧可以正常工作。
计算机控制室设在二楼,用于出入库登记、出入库高度、管理和联机控制。
二、设备选型及配置
(一)货架
1、货架主材。
主柱:常温区选用刚玉公司自选轧制的126型异型材,低温区采用120型异型材。
横梁:常温区选用刚玉公司自轧制异型材55BB区采用5BB型异型材。
天、地轨:地轨采用30公斤/米钢轨;天要采用16#工字钢。
2、采用的标准、规范。
JB/T5323-1991立体仓库焊接式钢结构货架技术条件;JB/T9018-1999有轨巷道式高层货架仓库设计规范;CECS23:90钢货架结构设计规范和Q/140100GYCC001-1999货架用异型钢材。
3、基础及土建要求。
仓库地面平整度允许念头:仓库980长谈主,允许偏差±10毫米;在最大载荷下,货架区域基础地坪的沉降变形应小于1/1000。
4、消防空间。
货架北部有400毫米空间,200毫米安装背拉杆,200毫米安装消防管道。
(二)有轨巷道堆垛机
1、设备配置。
有要巷道堆垛超重机主要由多发结构、超升机构、货叉取货机构、载货台、断绳案例保护装置、限速装置、过载与松绳保护装置以及电器控制装置等组成。
驱动装置:采用德国德马格公司产品,性能优良、体积小、噪音低、维护保养方便。
变频调整:驱动单元采用变频调速,可满足堆垛机出入库平衡操作和高速运行,具有起动性能好、调速范围宽、速度变化平衡、运行稳定并有完善的过压、过流保护功能。
堆垛机控制系统:先用分解式控制、控制单元采用模块式结构,当某个模块发生故障时,在几分钟内便可更换备用模块,使系统重新投入工作。
案例保护装置:堆垛机超升松绳和过载、娄绳安全保护装置;载货台上、下极限位装置;运行及超升强制换速形状和紧急限位器;货叉伸缩机械限位挡块;位虚实探测、货物高度及歪斜控制;电器联锁装置;各运行端部极限设缓冲器;堆垛机设作业报警电铃和警示灯。
2、控制方式。
手动控制:戴盆望天垛机的手动控制是由操作人员,通过操作板的按钮和万能转换形状,直接操作机械运作行,包括水平运行、载货台升降、货叉伸缩三种动作。
单机自动:单机自动控制是操作人员在出入库端通过堆垛机电控柜上的操作板,输入入(出)库指令,堆垛机将自动完成入(出)库作业,并返回入(出)库端待令。
在线全自动控制:操作人员在计算机中心控制室,通过操作终端输入入(出)库任务或入(出)库指令,计算机与堆垛机通过远红外通讯连接将入(出)库指令下达到堆垛机,再由堆垛机自动完成入(出)库作业。
(三)输送机。
整个输送系统由2套PLC控制系统控制,与上位监控机相联,接收监控机发出的作业命令,返回命令的执行情况和子系统的状态等。
(四)双工位穿梭车
系统完成小车的高度,其中一工位完成成品货物的接送功能,另一工位负责执行委员会的拆卸分配。
主要技术参数有:安定载荷:1300公斤;接送货物规格:1200毫米×1000毫米×1470毫米(含托盘);拆最大空托盘数:8个;空托盘最大高度:1400毫米;运行速度:5-160米/分(变频调速);输送速度:12.4米/分。
(五)计算机管理与控制系统
依据蒙牛业泰安立库招标的具体需求,考虑企业长远目标及业务发展需求,针对立库的业务实际和管理模式,为本项目定制开了一套适合用户需求的仓储物流管理系统。
主要包括仓储物流信息管理系统和仓储物流控制与监控系统两部分。
仓储物流信息管理系统实现上层战略信息流、中层管理信息流的管理;自动化立体仓库控制与监控系统实现下层信息流与物流作业的管理。
1、仓储物流信息管理系统。
(1)入库管理。
实现入库信息采集、入库信息维护、脱机入库、条形码管理、入库交接班管理、入库作业管理、入库单查询等。
(2) 出库管理。
实现出库单据管理、出库货位分配、脱机出库、发货确认、出库交接班管理、出库作业管理。
(3)库存管理。
对货物、库区、货位等进行管理,实现仓库调拨、仓库盘点、存货调价、库存变动、托盘管理、在库物品管理、库存物流断档分析、积压分析、质保期预警、库存报表、可出库报表等功能。
(4)系统管理。
实现对系统基础资料的管理,主要包括系统初始设置,系统安全管理,基础资料管理,物料管理模块,业务资料等模块。
(5)配送管理。
实现车辆管理、派车、装车、运费结算等功能。
(6)质量控制。
实现出入库物品、库存物品的质量控制管理。
包括抽检管理、复检管理、质量查询、质量控制等。
(7)批次管理。
实现入库批次数字化、库存批次查询、出库发货批次追踪。
(8)配送装车辅助。
通过电子看板、RF终端提示来指导叉车进行物流作业。
(9)RF信息管理系统。
通过RF实现入库信息采集、出库发货数据采集、盘点数据采集等。
2、仓储物流控制监控系统。
自动化立体仓库控制与监控系统是实现仓储作业自动化、智能化的核心系统,它负责管理高度仓储物流信息系统的作业队列,并把作业队列解析自动化仓储设备的指令队列,根据设备的运行状况指挥协调设备的运行。
同时,本系统以动态仿真人机交互界面监控自动化仓储设备的运行状况。
系统包括作业管理、作业高度、作业跟踪、自动联机入库、设备监控、设备组态、设备管理等几个功能模块。
案例思考题
1. 结合本案例分析自动化立体仓库由哪些设施组成?
2.自动化立体仓库的特点是什么?
3. 分析蒙牛采用的此立体化仓库的优越性在哪?
答案:
1.一般的自动立体化仓库由高层货架、托盘、巷道堆垛机、输送机系统、AGV系统、自动控制系统、库存信息管理系统组成。
本案例中的自动化仓库由货架、有轨巷道堆垛机、输送机、双工位穿梭车、计算机管理与控制系统组成。
2. (1)自动立体化仓库采用高层货架库存量大,占地面积小,本案例中的货架不仅能够达到上述要求,还具有消防空间,保证货物的安全性。
(2)采用巷道式堆垛起重设备,自动装卸货物,省人省力,工作效率高。
本案例采用有轨巷道堆垛机,具有性能优良、体积小、噪音低、维护保养方便等优点,能够实现更大程度的自动化。
(3)货架存取和仓库管理的全部活动都由计算机控制,实现全过程自动化。
本案例采用仓储物流信息管理系统和仓储物流控制监控系统,全面自动化管理仓储活动。
3.自动化立体仓库的优越性在于(1)提高空间利用率。
本案例采用有轨巷道式高层货架,具有较大货物空间利用率,还具有消防空间,保证货物的安全性。
(2)加快货物的存取节奏,减轻劳动强度,提高生产效率。
本案例采用信息系统自动化管理仓储活动,运用输送机,双工位穿梭车等自动化装置,大大提高货物的搬运、运输等速度,提高生产率的同时也节省了人力。
(3)减少库存资金积压。
由于自动化立体仓库的生产效率高,货物存取速度快,大大地增强了货物与资金周转。
(4)便于形成先进的物流系统,提高企业生产管理水平。
本案例中采用立体货架,巷道式堆垛机,输送机,双工位穿梭车等自动化装置以及信息管理系统,形成了高效率的现代化立体仓库管理系统,大大提高了生产管理水平。