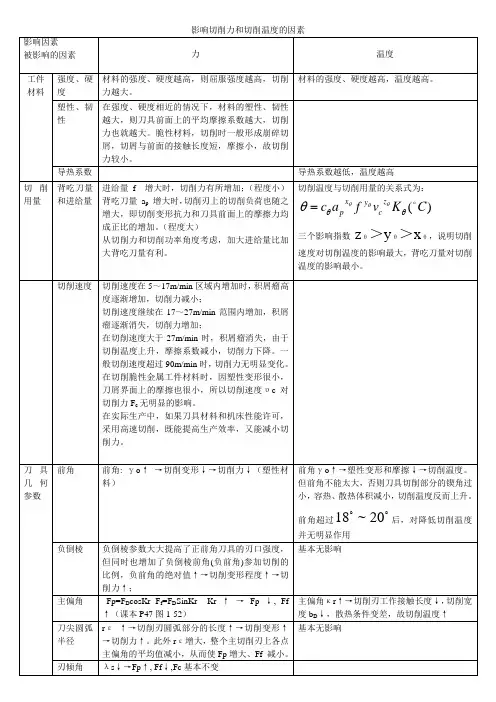
影响切削力和切削温度的因素
- 格式:doc
- 大小:32.00 KB
- 文档页数:2
影响刀具切削力的因素刀具切削力是指在加工过程中,刀具对工件的切削力大小。
刀具切削力的大小直接关系到刀具的负荷大小和切削过程的稳定性,因此,了解并控制刀具切削力是刀具设计和使用的重要环节。
刀具切削力受到以下几个因素的影响:1.材料性质:被加工材料的硬度、韧性等物理性质对切削力产生明显影响。
硬材料会增加切削力的大小,提高刀具磨损和破损的风险。
材料的韧性越高,切削力则越大。
2.切削速度:切削速度是指单位时间内刀具在工件上切削的长度。
切削速度越高,切削力一般会增加。
高速切削时,切削力容易引起振动和刀具的自激振动,对刀具稳定性造成不利影响。
3.刀具形状:刀具形状对切削力起到重要的影响。
常见的切削工具有刀片、铣刀等,不同的切削工具形状决定了其接触面积和切削力的大小。
切削刃角和刃尖圆角也会影响切削力,刀具刃角越大、刀尖越圆,切削力越小。
4.切削深度:切削深度是指切削刀具每次进给的厚度。
切削深度越大,切削力越大。
切削深度增大时,会导致刀具负荷增大,切削稳定性下降。
5.切削液:切削液的作用主要有降低切削温度、润滑减摩和冷却刀具等。
适当的切削液可以减小切削力。
6.切削机床刚度:切削机床的刚度对切削力有重要影响。
切削机床刚度越大,切削力越小。
7.切削方式:切削方式包括自由切削和弹性切削。
自由切削时,切屑容易堆积,导致切削力增大,而弹性切削时,切削力相对较小。
以上是影响刀具切削力的主要因素,这些因素相互作用,并且因切削条件的不同而产生不同影响。
了解这些因素对切削力的影响,对刀具的设计和使用以及工件的切削加工都有重要指导作用。
因此,在实际的切削加工过程中需要根据不同材料和机床的特性,合理调整切削参数和刀具结构,以减小切削力,提高切削工作效率。
同时,结合切削液的使用和刀具冷却等辅助措施,可以进一步改善切削过程中刀具的寿命和加工质量。
切削力对切削温度的影响切削力是切削加工过程中的一项重要参数,它直接影响到切削温度的变化。
切削温度是指切削加工中产生的热量在刀具和工件之间的传递和分布情况,是判断切削加工质量和工具寿命的重要指标之一。
切削力的大小与切削温度之间存在着密切的关系,接下来将详细探讨切削力对切削温度的影响。
切削力的大小直接影响着切削温度的变化趋势。
在切削过程中,切削力会引起刀具与工件之间的摩擦,从而产生摩擦热。
当切削力较小时,摩擦热的产生相对较少,切削温度也相对较低。
但是当切削力增大时,摩擦热的产生也相应增多,切削温度也会随之升高。
因此,可以说切削力的大小直接决定了切削温度的高低。
切削力的方向和大小也影响着切削温度的分布情况。
在切削加工中,切削力的方向和大小会直接影响切削区域的温度分布。
正常切削时,切削力的方向与切削速度和刀具磨损方向一致,此时切削温度分布较为均匀。
但是当切削力的方向与切削速度和刀具磨损方向相反时,会导致切削区域的温度不均匀,出现高温区和低温区的现象。
这是因为切削力的反向作用会影响到切削界面的摩擦热传递,从而使切削温度分布发生变化。
切削力的大小还会对刀具的寿命和切削加工质量产生影响。
切削温度的升高会加剧切削界面的磨损和刀具的热膨胀,从而缩短刀具的使用寿命。
当切削力较大时,摩擦热的产生也相应增多,切削温度会显著升高,从而加剧刀具的磨损和热膨胀,导致刀具寿命缩短。
同时,切削温度的升高也会对切削加工质量产生不利影响,如切削面的烧伤、变色等现象会增加。
切削力的大小与切削温度的关系还与切削材料和切削条件等因素有关。
不同材料的切削特性不同,切削力与切削温度的关系也会有所差异。
一般来说,切削硬度较高的材料,其切削力较大,切削温度也相应较高。
另外,切削条件的不同也会对切削力和切削温度产生影响。
例如,切削速度的增加会使切削力和切削温度均增大;而切削深度的增加会使切削力增大,切削温度也相应增高。
切削力对切削温度具有重要影响。
机械制造技术基础第二章课后答案#1.金属切削过程的实质是什么答:金属切削过程就是刀具从工件上切除多余的金属,使工件得到符合技术要求的几何精度和表面质量的过程。
2.切削运动可分哪两类,各有什么特点答:切削运动可分为主运动和进给运动。
主运动在切削过程中速度最高,消耗的功率最大,并且在切削过程中切削运动只有一个。
进给运动的速度较低、消耗的功率较小,进给运动可以有一个或多个。
3.切削用量的主要参数有哪些答.:切削用量的参数有切削速度、进给量和背吃刀量。
4.试述车刀前角、后角、主偏角、负偏角和刃倾角的作用,并指出如何使用答:前角对切削的难易程度有很大的影响,前角大小的选择与工件材料、刀具材料、加工要求有关。
后角的作用是为了减小后刀面与工件之间的摩擦和减少后刀面的磨损。
主偏角的大小影响切削条件、刀具寿命和切削分力的大小。
!5.车外圆时,车刀装得过高或过低、偏左或偏右,刀具角度会发生哪些变化什么情况下可以利用这些变化答:当刀尖高于工作中心时,刀具工作前角将增大,工作后角将减小。
如果刀尖低于工作中心,则刀具工作前角减小,后角增大。
若刀杆右偏,则车刀的工作主偏角将增大,负偏角将减小。
若刀杆左偏,则车刀的工作主偏角将减小,负偏角将增大。
6.试标出图刀具的五个基本角度及主切削刃和副切削刃。
7.列举外圆车刀在不同参考系中的主要标准角度及其定义。
答:1)前角:在正交平面内测量的前刀面与基面之间的夹角;后角:在正交平面内测量的主后刀面与切削平面之间的夹角;主偏角:在基面内测量的主切削刃在基面上的投影与进给方向的夹角;副偏角:在基面内测量的副切削刃在基面上的投影与进给运动反方向的夹角;刃倾角:在切削平面内测量的主切削刃与基面之间的夹角;副后角:在副切削刃上选定点的副正交平面内,副后刀面与副切削平面之间的夹角。
8.偏角的大小对刀具耐用度和三个切削分力有何影响当车削细长轴时,主偏角应选得较大还是较小为什么答:当切削面积不变时,主偏角增大,切削厚度也随之增大,切屑变厚,因而主切削力随着主偏角的增大而减小,但当主偏角增大到60~70之间时,主切削力又逐渐增大主偏角;背向力随着主偏角的增大而减小,进给力随着主偏角的增大而增大。
制造工程基础作业8: 切削力,切削温度,切削过程优化 作业题:1. 影响切屑形态的因素主要有哪些?参考答案:切屑形态主要影响因素有:工件材料的塑性;切削速度;刀具前角;切削层厚度。
2. 试比较切削用量三要素对切削力、切削温度和刀具使用寿命的影响规律。
已知刀具寿命的广义泰勒公式 75.025.25p c Ta f v C T =,求当V c 、f 、ap 分别增加1倍时,刀具使用寿命有何变化规律?计算结果说明什么问题?参考答案:切削用量三要素对切削力、切削温度和刀具使用寿命影响程度由大到小排列如下:切削力:ap 、f 、Vc切削温度: Vc 、 f 、 ap刀具使用寿命: Vc 、 f 、 apV c 增加1倍,则刀具使用寿命降低为原来的%1.3215=⎪⎭⎫ ⎝⎛ f 增加1倍,则刀具使用寿命降低为原来的%0.212125.2=⎪⎭⎫ ⎝⎛ap 增加1倍,则刀具使用寿命降低为原来的%5.592175.0=⎪⎭⎫ ⎝⎛计算结果表明,切削速度对刀具使用寿命影响最大,切深影响最小。
在刀具使用寿命确定的情况下,为了提高金属切除率,应首先选择尽可能大的ap ,然后选择尽可能大的f 。
3. 外圆车削,工件直径φ100mm ,工件材料为正火45号中碳钢,刀具材料为硬质合金机夹刀片(牌号为YT15),刀具几何角度为o 18γ=︒,o 6α=︒,r 60κ=︒,r 15κ'=︒,s 5λ=-︒,刀具负倒棱参数为︒-==10,6.011o r mm b γ,刀尖圆弧半径为mm r 5.0=ε,刀具后刀面磨损值为VB =0.4mm ,机床型号CA6140车床,主电机功率为7.5kW ,切削用量为min /150,/6.0,5m v r mm f mm a p ===,求切削时的三个分力f p c F F F ,,,切削功率m P 及进给功率f P 。
机床能否正常工作及对策。
参考答案:切削用量为min /150,/6.0,5m v r mm f mm a p ===由表2-2查到:单位主切削力p=2000N/mm2; 1=Fc x ;84.0=Fc y由表2-3查到:进给量对主切削力修正系数9.0=fFc K由表2-4查到:进给量对主切削力修正系数96.0=vFc K由表2-7查到:主偏角对主切削力修正系数1=rFc K κ由表2-8查到主偏角对应的Fp/Fc 、Ff/Fc 值。
第一章、第二章简答题1、刀具在什么条件下工作?答:刀具工作时,要承受很大的压力,同时,由于切削是产生的金属塑性变形以及在刀具、切屑工件相互接触表面间产生的强烈摩擦,使刀具切削刃上产生很高的温度和受到很大的应力。
另外,在加工脆性材料,断续切削,粗加工过程中,刀具切削部分要承受一定的冲击力的作用。
2、高速钢、硬质合金、陶瓷、金刚石、立方氮化硼各有何性能特点,适用于何处?答:高速钢的特点:耐热温度低,切削速度低;强度高,工艺性最好。
主要低速加工铸铁,结构钢硬质合金的主要特点:(1)随碳化物含量的提高,其熔点、硬度、耐磨性提高;(2)化学稳定性好,热稳定性好(3)切削速度高(4)抗弯强度低,冲击韧性低主要应用:加工铸铁,结构钢,不锈钢,耐热合金,钛合金等陶瓷刀具的主要特点:(1)硬度高,耐磨性好,切削速度高(2)热化学稳定性好,耐热温度高(3)抗弯强度低,冲击韧性差(4)导热性能差主要应用:氧化铝基陶瓷刀具主要用于高速精车、半精车铸铁及调质结构钢;氮化硅基陶瓷刀具加工铸铁,镍基合金。
金刚石主要特点:(1)具有极高的硬度和耐磨性(2)切削刃可以刃磨得非常锋利(3)导热性能非常好(4)热稳定性能较低(5)高温下和黑色金属(铁碳合金)在加工中会发生化学磨损应用:主要用于磨料,用作刀具时,多用于在高速下对有色金属及非金属进行精细车削,镗孔3、常用高速钢有哪些牌号?其化学成分和性能特点如何?目前通过那些途径提高高速钢的切削性能?答:W18Cr4V(W18),化学成分中含钨量18%主要特点:(1)综合性能较好(2)淬火过热倾向小,热处理易控制,刃磨性能好(3)含碳量高,塑性变形抗力大(4)碳化物分布不均,剩余碳化物颗粒大(30μm(5)抗弯强度、韧性较低,钨钼钢W6Mo5Cr4V2(M2)特点:优点:(1)碳化物细小均匀,机械性能好,可做大尺寸刀具;(2)热塑性好;(3)刃磨性好。
(4)热稳定性稍低于W18,V>40m/min时,性能稍差;(5)热处理时脱碳倾向大,易氧化,淬火温度范围较窄。
CNC机床加工中的切削力与切削温度控制CNC机床(Computer Numerical Control,计算机数控)是一种高精度、高效率的加工方式,广泛应用于各种工业领域。
在CNC机床加工过程中,切削力和切削温度是两个关键的控制参数,对加工质量和工具寿命具有重要影响。
本文将就CNC机床加工中的切削力与切削温度控制进行论述。
一、切削力控制在CNC机床加工中,切削力是指切削工具在与工件接触时所受到的力量。
切削力的大小直接影响到切削过程的稳定性和工件的形状精度。
因此,合理控制切削力是保证加工质量的关键之一。
1. 切削力的产生与影响因素切削力的产生主要与切削过程中的切削速度、进给速度、切削深度和切削刃数等因素有关。
其中,切削速度是指刀具与工件之间的相对运动速度;进给速度是指切削工具在单位时间内对工件的移动距离;切削深度是指切削刃与工件接触的长度;切削刃数是指切削工具上的刀刃数量。
此外,切削力还受到切削材料的性质、切削工具的刃口几何形状以及切削液的使用与否等因素的影响。
不同切削材料的硬度、韧性和塑性等性质都会对切削力产生不同程度的影响。
2. 切削力的控制方法为了控制切削力,提高加工效率和保证加工质量,可以采取以下几种方法:(1)合理选择切削参数:通过调整切削速度、进给速度、切削深度和切削刃数等参数,使切削力处于合理的范围内。
(2)优化刀具结构:改变切削工具的刃口几何形状、涂层材料以及刀具材料的选择,可以有效降低切削力的大小。
(3)采用切削液冷却:切削液的使用可以有效降低切削温度,减小切削力的大小。
二、切削温度控制切削温度是指切削过程中切削工具和工件之间产生的摩擦热所引起的温度升高。
切削温度的变化对工具的寿命和切削质量影响显著,因此合理控制切削温度对CNC机床加工至关重要。
1. 切削温度的产生与影响因素切削温度主要由切削过程中的摩擦因素和材料变形产生的塑性变热因素共同作用而产生。
切削速度、切削深度和切削液的使用都会对切削温度产生一定的影响。
刀具几何形态对切削力和切削温度的影响分析刀具的几何形态对切削过程中的切削力和切削温度具有重要影响。
切削力和切削温度是衡量切削过程稳定性和刀具寿命的重要指标。
因此,了解刀具几何形态对这些指标的影响是制定优化切削工艺的关键。
一、刀具几何形态对切削力的影响切削力是刀具在切削过程中受到的力的大小和方向。
刀具几何形态直接影响着切削力的大小和分布。
以下几个关键几何参数对切削力影响较大:1. 切削刃角:切削刃角是刀具刃尖与工件表面之间的夹角。
较小的切削刃角可以降低切削力,因为刃尖顶部的切削角度较小。
但过小的切削刃角可能导致切削刃易损坏。
因此,选择合适的切削刃角是实现切削力优化的关键。
2. 切削刃长短比:切削刃长短比是刀具刃长与刃宽之间的比值。
切削刃长短比较大的刀具会产生较大的切削力。
这是因为切削刃长短比较大时,切削面积增大,切削力也随之增大。
因此,在实际应用中,需要根据切削材料和切削深度选择合适的切削刃长短比,以降低切削力。
3. 切削刃尖半径:切削刃尖半径是刀具刃尖的圆弧半径。
较小的切削刃尖半径能够减小切削力,这是因为刃尖的尖锐度可以降低切削面积。
然而,过小的切削刃尖半径会导致刀具容易磨损,因此需要在减小切削力与刀具寿命之间做出权衡。
二、刀具几何形态对切削温度的影响切削温度是刀具与切削区之间的热交换产生的温度。
切削温度对刀具的寿命和加工质量具有重要影响。
以下几个关键几何参数对切削温度影响较大:1. 切削刃宽度:切削刃宽度是刀具切削刃的宽度。
较小的切削刃宽度能降低切削温度。
这是因为刃宽较小时,切削面积减少,使得切削加工时产生的热量分布更加集中,从而降低了切削温度。
2. 刀具径向后角:刀具径向后角是刀具切削刃后角度与刃面法线的夹角。
较大的径向后角能增加切削刃的刃尖尖锐度,减小切削温度。
因为较大的径向后角可以加强切削刃的切削能力,切削时的外力更容易沿着切削刃尖部分集中,减少了切削面相对较大的面积,从而降低切削温度。