模具金属材料基础知识
- 格式:ppt
- 大小:4.33 MB
- 文档页数:64
第一章总则第一条为加强学校广播站的组织建设,规范广播站的工作程序,提高广播站的服务质量,更好地发挥广播站在学校宣传教育、文化交流等方面的作用,特制定本章程。
第二条学校广播站是学校重要的宣传阵地,旨在传播正能量,弘扬社会主义核心价值观,丰富校园文化生活,促进师生之间的交流。
第三条学校广播站坚持党的基本路线,遵守国家法律法规,遵循教育规律,以服务师生、服务学校为宗旨。
第二章组织机构第四条学校广播站设立站长一名,副站长若干名,下设编辑部、播音部、技术部、策划部等部门。
第五条站长由学校领导提名,经广播站全体成员选举产生,负责广播站全面工作。
副站长协助站长工作,分管各部门。
第六条各部门职责如下:1. 编辑部:负责广播稿的撰写、编辑、审核和发布。
2. 播音部:负责广播节目的播音、配音和录音。
3. 技术部:负责广播设备的管理、维护和更新。
4. 策划部:负责广播节目内容的策划、组织和实施。
第三章工作制度第七条广播站每周播出时间为周一至周五,每天播出时间为上午、下午和晚上三个时段。
第八条广播站节目内容主要包括:1. 校园新闻:报道学校重大新闻事件,传播校园动态。
2. 教育资讯:介绍学校教育教学改革、优秀教学成果等。
3. 文化生活:播报校园文化活动、文艺演出信息。
4. 专题节目:围绕时事热点、社会热点、校园热点等主题制作专题节目。
5. 校园广播剧:通过广播剧的形式,传播正能量,弘扬校园文化。
第九条广播站节目制作流程:1. 策划部提出节目选题,经站长审批后,交编辑部撰写广播稿。
2. 编辑部完成广播稿后,提交播音部进行播音、配音和录音。
3. 技术部对录音进行后期制作,确保节目质量。
4. 播音部将制作完成的节目提交给站长审核,审核通过后进行播出。
第十条广播站工作人员应具备以下条件:1. 热爱广播事业,具有良好的思想品质和职业道德。
2. 具备一定的写作、播音、编辑、策划能力。
3. 积极参与广播站活动,认真履行工作职责。
第四章违章处理第十一条广播站工作人员违反本章程,一经查实,将根据情节轻重给予批评教育、警告、记过等处分。
第一篇金属材料的基本知识第一章金属材料的主要性能金属材料的力学性能又称机械性能,是金属材料在力的作用所表现出来的性能。
零件的受力情况有静载荷,动载荷和交变载荷之分。
用于衡量在静载荷作用下的力学性能指标有强度,塑性和硬度等;在动载荷和作用下的力学性能指标有冲击韧度等;在交变载荷作用下的力学性能指标有疲劳强度等。
金属材料的强度和塑性是通过拉伸试验测定的。
P6低碳钢的拉伸曲线图1,强度强度是金属材料在力的作用下,抵抗塑性变形和断裂的能力。
强度有多种指标,工程上以屈服点和强度最为常用。
屈服点:δs是拉伸产生屈服时的应力。
产生屈服时的应力=屈服时所承受的最大载荷/原始截面积对于没有明显屈服现象的金属材料,工程上规定以席位产生0.2%变形时的应力,作为该材料的屈服点。
抗拉强度:δb是指金属材料在拉断前所能承受的最大应力。
拉断前所能承受的最大应力=拉断前所承受的最大载荷/原始截面积2,塑性塑性是金属材料在力的作用下,产生不可逆永久变形的能力。
常用的塑性指标是伸长率和断面收缩率。
伸长率:δ试样拉断后,其标距的伸长与原始标距的百分比称为伸长率。
伸长率=(原始标距长度-拉断后的标距长度)÷拉断后的标距长度×100%伸长率的数值与试样尺寸有关,因而试验时应对所选定的试样尺寸作出规定,以便进行比较。
同一种材料的δ5 比δ10要大一些。
断面收缩率:试样拉断后,缩颈处截面积的最大缩减量与原始横截面积的百分比称为断面收缩率,以ψ表示。
收缩率=(原始横截面积-断口处横截面积)÷原始横截面积×100%伸长率和断面收缩率的数值愈大,表示材料的塑性愈好。
3,硬度金属材料表面抵抗局部变形(特别是塑性变形、压痕、划痕)的能力称为硬度。
金属材料的硬度是在硬度计上测出的。
常用的有布氏硬度法和洛氏硬度法。
1,布氏硬度(HB)是以直径为D的淬火钢球HBS或硬质合金球HBW为压头,在载荷的静压力下,将压头压入被测材料的表面,停留若干秒后卸去载荷,然后采用带刻度的专用放大镜测出压痕直径d,并依据d的数值从专门的表格中查出相应的HB值。
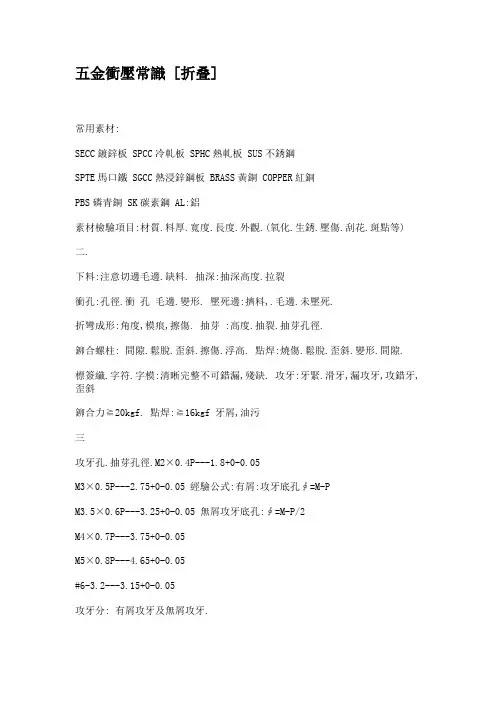
五金衝壓常識 [折叠]常用素材:SECC鍍鋅板 SPCC冷軋板 SPHC熱軋板 SUS不銹鋼SPTE馬口鐵 SGCC熱浸鋅鋼板 BRASS黃銅 COPPER紅銅PBS磷青銅 SK碳素鋼 AL:鋁素材檢驗項目:材質.料厚.寬度.長度.外觀.(氧化.生銹.壓傷.刮花.斑點等) 二.下料:注意切邊毛邊.缺料. 抽深:抽深高度.拉裂衝孔:孔徑.衝孔毛邊.變形. 壓死邊:擠料,.毛邊.未壓死.折彎成形:角度,模痕,擦傷. 抽芽 :高度.抽裂.抽芽孔徑.鉚合螺柱: 間隙.鬆脫.歪斜.擦傷.浮高. 點焊:燒傷.鬆脫.歪斜.變形.間隙.標簽纖.字符.字模:清晰完整不可錯漏,殘缺. 攻牙:牙緊.滑牙,漏攻牙,攻錯牙,歪斜鉚合力≧20kgf. 點焊:≧16kgf 牙屑,油污三攻牙孔.抽芽孔徑.M2×0.4P---1.8+0-0.05M3×0.5P---2.75+0-0.05 經驗公式:有屑:攻牙底孔∮=M-PM3.5×0.6P---3.25+0-0.05 無屑攻牙底孔:∮=M-P/2M4×0.7P---3.75+0-0.05M5×0.8P---4.65+0-0.05#6-3.2---3.15+0-0.05攻牙分: 有屑攻牙及無屑攻牙.M2X0.4P意思是:M2表示螺紋大徑是2; 0.4P 表示螺距是0.4 . 螺距定義:相鄰兩牙在中徑線上對應兩點間的軸向距離.導致牙緊原因:1.抽芽孔偏小滑牙:1.抽芽孔偏大2.未攻到位 2.攻牙過深3.牙針磨損 3.牙針磨損4.絲攻用錯 4.絲攻用錯5.牙孔毛邊PIN(頻規) 規格:M3×0.5---2.46~2.60M4×0.7---3.24~3.42M3.5×0.6---2.85~3.01M5×0.8---4.13~4.33#6-31---2.46~2.90四卡尺功能:1.尺寸.(長度.孔徑.深度)2.角度.(估計大於或小於90°)3.平面度.(與厚薄規結合使用)7.7 抽孔铆合:定义:其中的一零件为抽孔,另一零件为色拉孔,通过铆合模使之成为不可拆卸的连接体. 优越性:抽孔与其相配合的色拉孔的本身具有定位功能.铆合强度高,通过模具铆合效率也比较高.缺陷:一次性连接,不可拆卸.注:抽孔铆合的数据及相关说明详见(抽孔铆合数据表).当图面处理失误,抽孔的高度没有达到时,导致无法铆合或铆合强度不够,可通过减小壁厚来补救.其中的一零件为抽孔,另一零件为色拉孔,通过铆合模使之成为不可拆卸的连接体.优越性:抽孔与其相配合的色拉孔的本身具有定位功能.铆合强度高,通过模具铆合效率也比较高.抽孔铆合数据表1注: 抽孔铆合一般原则H=T+T’+(0.3~0.4)D=D’-0.3 D-d=0.8T当T≧0.8mm时,抽孔壁厚取0.4T. 当T<0.8mm时,通常抽孔壁厚取0.3mm.H’通常取0.46±0.127.8 拉钉铆接:7.8.1拉钉分为平头,圆头(也称伞形)两种, 平头拉钉的铆接其中与拉钉头接触的一面必须是色拉孔.,圆头拉钉的铆接其接触面均为平面.7.8.1.2 定义:通过拉钉将两个带通孔的零件,用拉钉枪拉动拉杆直至拉断使外包的拉钉套外涨变大,从而使之成为不可拆卸的连接体.注:通常零件的通孔比拉钉标称直径D大0.2~0.3mm.拉钉孔中心距边缘的距离大于2倍的拉钉孔大小,此时铆合强度最佳,如偏小则强度大打折扣。
钢材的硬度:金属硬度(Hardness)的代号为H,按照硬度试验方法的不同分为:常规表示有布氏(HB)、洛氏(HRC)、维氏(HV)、里氏(HL)硬度等,其中以HB和HRC 较为常用HB应用范围较广,HRC适用于表面高硬度材料,如热处理硬度等40°以上之材料。
两者区别在于硬度计之测头不同,布氏硬度计之测头为钢球,而洛氏硬度计之测头为金刚石布氏硬度(HB)一般用于材料较软的时候,如有色金属、热处理之前或退火后的钢铁洛氏硬度(HRC)一般用于硬度较高的材料,如热处理后的硬度等等洛氏硬度是以压痕塑性变形深度来确定硬度值指标,以0.002mm作为一个硬度单位。
当HB>450或者试样过小时不能采用布氏硬度试验而改用洛氏硬度计量。
它是用一个顶角120°的金刚石圆锥体或直径为1.59、3.18mm的钢球,在一定荷载下压入被测材料表面,由压痕的深度求出材料的硬度。
根据试验材料硬度的不同,氛围三种不同的标度来表示:HRA:是采用60KG荷载和钻石锥压入器求得的硬度,用于硬度极高的材料(如硬质合金等)HRB:是采用100KG荷载和直径1.58mm淬硬的钢球求得的硬度,用于硬度较低的材料(如退火钢、铸铁等)HRC:是采用150KG荷载和钻石锥压入器求得的硬度,用于硬度很高的材料(如淬火钢等)另外,HRC适用范围HRC20-67,相当于HB225--650,若高于此范围则用HRA,低于此范围则用HRBHB和HRC可以查表互换,心算公式可大概记为:1HRC≈1/10HB以下为常见钢材硬度芬可乐 P20 HB280-330芬可乐 P20H HB330-350芬可乐 P20HH HB330-370一胜百 718H HRC31-36一胜百 8407 HRC52-56一胜百不锈钢 S136 HRC48-52日本大同 NAK80 HRC37-43日立镜面预硬钢CENA1 HRC37-41日立 SKD61(DAC) HRC52-56。

模具材料及热处理模具材料及热处理1.金属组织1.1金属具有不透明、金属光泽良好的导热和导电性并且其导电能力随温度的增高而减小,富有延性和展性等特性的物质。
金属内部原子具有规律性排列的固体(即晶体)。
1.2合金由两种或两种以上金属或金属与非金属组成,具有金属特性的物质。
相:合金中成份、结构、性能相同的组成部分。
1.3固溶体是一个(或几个)组元的原子(化合物)溶入另一个组元的晶格中,而仍保持另一组元的晶格类型的固态金属晶体,固溶体分间隙固溶体和置换固溶体两种。
1.4固溶强化由于溶质原子进入溶剂晶格的间隙或结点,使晶格发生畸变,使固溶体硬度和强度升高,这种现象叫固溶强化现象。
1.5化合物合金组元间发生化合作用,生成一种具有金属性能的新的晶体固态结构。
1.6机械混合物由两种晶体结构而组成的合金组成物,虽然是两面种晶体,却是一种组成成分,具有独立的机械性能。
2.金属硬度2.1硬度金属的硬度,是指金属表面局部体积内抵抗外物压入而引起的塑性变形的抗力,硬度越高表明金属抵抗塑性变形的能力越强,金属产生塑性变形越困难。
硬度试验方法简单易行,又无损于零件。
实际常使用的硬度试验方法有:布氏硬度、洛氏硬度和维氏硬度三种。
三种硬度试验值有大致的换算关系,见表一。
布氏硬度HB:布氏硬度是用载荷为P的力把直接D的钢球压入金属表面,并保持一定的时间,测量金属表面上的压痕直径d,据此计算出的压痕面积AB,求出每单位面积所受力,用作金属的硬度值,叫布氏硬度,记作HB。
布氏硬度的使用上限是HB450,适用于测定退火、正火、调质钢、铸铁及有色金属的硬度。
2.1.1洛氏硬度HRA、HRC:洛氏硬度是工业生产中最常用的硬度测量的方法,因为操作简便、迅速,可以直接读出硬度值,不损伤工件表面,可测量的硬度范围较宽。
但洛氏硬度也有一些缺点,如因压痕小,对材料有偏析及组织不均匀的情况,测量结果分离度大,再现性较差。
洛氏硬度(HR)也是用压痕的方式试验硬度。
模具结构基础知识一、模具的定义和分类模具是制造工业产品的重要工具之一,它是用于生产各种零部件、产品的工具,包括压铸模、注塑模、冲压模等。
根据使用方式和结构形式不同,可以将模具分为以下几类:1. 压铸模:用于压铸金属制品,如汽车发动机缸体、底盘等。
2. 注塑模:用于注塑塑料制品,如电视机壳体、电子设备外壳等。
3. 冲压模:用于冲压金属制品,如汽车车身件、家电外壳等。
4. 焊接夹具:用于焊接零部件或组装产品时固定位置和保持稳定。
二、模具结构基本组成部分一个完整的模具由以下几个基本组成部分组成:1. 模架:支撑整个模具的主要骨架,通常由上下两个半壳体组成,上半壳体称为上模板,下半壳体称为下模板。
2. 模腔:用于成形产品的空间,在上下两个半壳体中间形成。
根据不同的产品形状和尺寸需求,可以设计出不同形状和尺寸的模腔。
3. 模仁:用于成形产品的核心部分,通常安装在上模板上,与模腔配合使用。
4. 引导柱和导套:引导柱是固定在上下两个半壳体中间,用于保持模具的位置和稳定性;导套则是安装在引导柱上,用于保持引导柱与半壳体之间的间隙,以便半壳体之间的移动。
5. 凸模和凹模:凸模是安装在下模板上的零件,用于成形产品表面;凹模则是安装在上模板上的零件,用于成形产品内部和底部。
6. 夹具和顶针:夹具是用于固定原材料或成品,保持其位置稳定;顶针则是用于将成品从模腔中顶出来。
三、常见的模具结构类型1. 平面式结构:适合制造平面形状、简单结构的产品。
由一个平面型下模板和一个平面型上模板组成。
2. 拉伸式结构:适合制造长条状、管状等拉伸型产品。
由一个拉伸型下模板和一个拉伸型上模板组成。
3. 斜侧式结构:适合制造斜侧形状、倾斜角度较大的产品。
由一个斜侧型下模板和一个斜侧型上模板组成。
4. 旋转式结构:适合制造圆柱形、球形等旋转型产品。
由一个圆柱型下模板和一个圆柱型上模板组成。
四、常见的模具材料1. 铝合金:轻质、导热性能好,适用于制造小批量生产的零件或产品。
模具钢材材料常用型号以及特性汇总分享模具的材料选择好不好,直接影响到产品的制造周期,也就是开模数,也会影响到产品的表面处理工艺,有些材料不能做镜面高光处理,有些材料则强度会弱,不适合做插穿的镶件等。
1.Code:P1-P19H1-H19Wx:Sx:Shock Resisting SteelOx:OilHardening Steel (油钢)Ax:AirHardening SteelDx:High Carbon, High Chromium Steel(铬钢)2.德国标准DINCode:1.2738:Low carbon, high alloy (P20 - 塑胶模钢)1.23111.23121.20831.23161.23431.23441.25101.23793.Code:SxxC:Plain Carbon steel(黄牌 - S55C)SUSxx:Stainless Steel (抗酸钢- 420)SCrx:Chromium SteelSCMx:Chromium Molybdenum Steel(P20)SKx:Carbon Tool SteelSKSx:Low Alloy Steel (油钢 - O1)SKD11:MediumHigh Alloy Steel(铬钢- D2)SKD6:SKD61SKHxxSUMx:SUJx:A冷冲压模具、冷拉深模具、压印模具、冷挤压模具、螺纹压制模具和粉末压制模具等。
冷作模具钢的范围很广,.从各种碳素工具钢、合金工具钢、高速工具钢到粉末高速工具钢和粉末高合金模具钢。
冷作模具钢具是真空脱气精炼钢,内质纯净,机械加工性良好,切削明显提高,淬透性良好,空冷淬硬不易出现淬裂,耐磨性极为优异,韧性良好,可用作不锈钢及高硬度材料的冲裁模。
1.抗磨损冷作模具钢6Cr4W3MoVNb、6W6Mo5Cr4V、7Cr7Mo3V2Si、Cr4W2MoV、Cr5Mo1V、Cr6WV、Cr12、Cr12MoV、Cr12W、Cr12Mo1V1。
模具基础知识及开发流程1. 引言模具是现代工业生产中不可或缺的重要设备之一,广泛应用于汽车、家电、电子、塑料等领域。
本文将介绍模具的基础知识以及开发流程,帮助读者了解模具的概念、分类和开发过程。
2. 模具的定义和分类2.1 定义模具是用于制造具有特定形状和尺寸的零部件的工具。
它由多个零件组成,通过装配和操作可以实现对工件的成形、加工和装配。
模具通常由硬质材料制成,如金属或高耐磨陶瓷材料。
2.2 分类根据模具的用途和结构特点,可以将模具分为以下几类:2.2.1 塑料模具塑料模具适用于塑料制品的生产,如塑料盖子、塑料容器等。
塑料模具分为注塑模具、吹塑模具和挤塑模具等。
2.2.2 金属模具金属模具适用于金属制品的生产,如汽车零部件、家电外壳等。
金属模具分为压铸模具、冲压模具和锻压模具等。
2.2.3 玻璃模具玻璃模具适用于玻璃制品的生产,如玻璃瓶、玻璃器皿等。
玻璃模具通常由特殊材料制成,具有高耐磨性和热稳定性。
3. 模具开发流程模具的开发过程包括设计、制造和试装调整等阶段。
下面将详细介绍每个阶段的主要内容。
3.1 设计阶段在模具设计阶段,需要进行以下工作:•分析产品要求:根据产品的外形、尺寸和工艺要求,确定模具的结构和功能。
•制定设计方案:根据产品要求,制定初步的模具设计方案,包括模具结构、尺寸和材料选择。
•进行设计细化:在初步设计方案的基础上,进行详细设计,包括零件的尺寸、结构和加工工艺等。
•绘制设计图纸:根据设计要求,使用CAD软件绘制设计图纸,包括模具总图和各个零件图。
3.2 制造阶段在模具制造阶段,需要进行以下工作:•材料采购:根据设计要求,采购所需的模具材料,如金属材料、塑料材料或陶瓷材料等。
•进行加工制造:根据设计图纸,进行零件的加工制造,包括数控加工、切割、车削、铣削等工艺。
•进行装配:将加工好的零件进行组装,形成完整的模具结构。
•进行热处理:对模具进行热处理,提高其硬度和耐磨性。
3.3 试装调整阶段在模具试装调整阶段,需要进行以下工作:•进行试模操作:使用试模机对模具进行试模操作,检查模具的装配和操作性能。
金属铸造知识点总结金属铸造的基础知识点包括:原料准备、模具设计、熔炼、铸造工艺及后处理等方面。
下面将对这些知识点做一一总结。
1. 原料准备铸造的原料主要包括金属合金和模具材料。
(1)金属合金金属合金是用于铸造的主要原料,它可以根据不同的需求进行选择。
常见的金属合金包括铝合金、铜合金、镁合金、锌合金、钢铁等。
每种金属合金的特性不同,适用于不同的工程应用。
铸造的金属合金选择要考虑材料的强度、耐腐蚀性、硬度、热膨胀系数等因素。
此外,不同金属合金的熔点也有所不同,需要根据熔炼设备的条件做出合适的选择。
(2)模具材料模具是用来容纳熔化金属,并在冷却后形成所需形状的工具。
模具材料需要具有一定的强度和耐磨损性。
常见的模具材料包括铸铁、钢材和耐磨陶瓷等。
选择模具材料时需要考虑成本、使用寿命、热传导性能等因素。
2. 模具设计模具的设计是金属铸造中非常重要的一环,它直接影响着铸件的形状、尺寸和表面质量。
(1)模具结构模具的结构一般包括上模、下模以及芯子等部件。
其结构应该考虑到金属液体流动路径、气体排出、冷却等因素。
(2)模具制造模具的制造一般采用铸造、钳工、数控加工等工艺。
模具表面需要经过精密的加工,以保证铸件的尺寸和表面质量。
3. 熔炼金属铸造的熔炼是指将所选金属合金加热至其熔点并熔化成液态,以便进行后续的注入模具。
(1)熔炼设备熔炼设备一般包括电弧炉、感应炉、熔化炉等。
选择合适的熔炼设备需要考虑到金属合金的种类、批量、能源消耗等因素。
(2)金属液体处理金属液体在熔炼过程中需要进行去气、除渣、合金调配等处理。
去气和除渣可以通过气体吹炼、剧烈搅拌等方式进行,而合金调配则是通过添加不同的合金元素来调整金属的化学成分以满足工程要求。
4. 铸造工艺铸造工艺是金属铸造过程中最核心的部分,包括金属液体的注入、冷却和凝固等环节。
(1)液态金属的注入液态金属在熔炼后,需要通过合适的工艺设备(如浇注杯、浇口等)注入到模具中。
注入工艺需要考虑金属的流动路径、气体排出和避免金属渗漏等问题。
五金模具结构基础知识五金模具是一种用于制造各种金属制品的工具。
它是现代工业生产中不可或缺的重要设备。
本文将介绍五金模具的基础知识,包括五金模具的定义、分类、结构和制造工艺等内容。
一、五金模具的定义五金模具是用于在金属材料上进行切割、冲压、成型、折弯和焊接等加工工艺的工具。
它通过压力和热力等力量,将金属材料压制成所需形状和尺寸的制品。
二、五金模具的分类根据不同的加工工艺和用途,五金模具可分为冲压模具、塑料模具、压铸模具和焊接模具等几大类。
冲压模具主要用于金属板材的冲裁和成型,塑料模具用于塑料制品的成型,压铸模具用于铸造金属制品,焊接模具用于金属材料的焊接。
三、五金模具的结构五金模具的结构一般由模具座、上模和下模组成。
模具座是固定在机床上的底座,上模和下模则负责夹持和加工金属材料。
在模具座上还可以安装导柱、导套、顶针和导向机构等辅助部件,以确保模具的稳定性和精度。
四、五金模具的制造工艺五金模具的制造工艺主要包括设计、加工和装配三个阶段。
首先,根据产品的要求和加工工艺,设计师绘制出模具的结构图纸。
然后,通过数控加工设备对模具的外形和内部结构进行加工。
最后,将加工好的零件进行装配,形成完整的五金模具。
五、五金模具的使用注意事项在使用五金模具时,需要注意以下几点。
首先,要保持模具的清洁和润滑,以减少磨损和延长使用寿命。
其次,要根据加工材料的性质和厚度,选择合适的模具材料和加工参数。
最后,要定期检查和维护模具,及时修复和更换损坏的零件。
六、五金模具的应用领域五金模具广泛应用于汽车制造、家电制造、航空航天、电子通信和建筑装饰等领域。
它们为这些行业提供了高效、精确和可靠的加工工具,推动了工业制造的发展。
总结:五金模具是制造金属制品不可或缺的工具。
本文介绍了五金模具的定义、分类、结构和制造工艺等基础知识。
了解五金模具的基本原理和使用注意事项,对于提高模具的使用效率和延长使用寿命具有重要意义。
五金模具在各个行业中的应用也将继续扩大,为工业制造提供更多可能性。
模具制造的基础知识模具制造是工业生产中不可或缺的一个环节。
无论是汽车零部件,还是家电五金,抑或是电子设备,都需要通过模具制造来生产制造。
但是,对于大多数人来说,模具制造可能还是一个比较陌生的概念,本文将介绍模具制造的基础知识。
一、模具制造的定义模具制造是指制造各种类型的模具,它是通过金属材料,一次性制作出具有一定尺寸和形状的铸造、压力成型、拉伸、挤出等工艺的工具。
模具制造包括了模具的设计、制造、调试、使用与维护等一系列环节。
二、模具制造的种类1.金属模具金属模具是利用压铸机、拉伸机、挤压机等设备制造的模具,广泛应用于汽车、家电、五金件、建筑钢结构等行业。
它具有制造周期短、产量大、成本较低等优点。
2.塑料模具塑料模具是以模具钢或塑料制成的模具,用于制造塑料制品。
塑料模具具有制造周期短、生产效率高、成本较低等优点。
塑料模具广泛应用于汽车、电子、玩具、日用品等行业。
3.橡胶模具橡胶模具是一种制造橡胶制品的模具。
橡胶模具的制造难度较大,成本较高,但是制造出来的橡胶制品具有韧性、耐磨、耐油性能好等优点。
橡胶模具广泛应用于汽车、工业设备、医疗器械等行业。
三、模具制造的步骤1.模具设计模具设计是模具制造的第一步,也是最为关键的一步。
模具设计的准确与否,直接决定了模具制造的成败。
模具设计需要通过计算和模拟来确定最优的模具结构,包括模具的尺寸、材料、适用工艺等。
2.模具制造模具制造是指根据设计图纸和工艺要求,在金属材料上进行切削、雕刻、加工、钻孔等工艺,制造出具有一定形状和尺寸的模具。
模具加工需要使用到各种机床和设备,包括数控铣床、数控车床、钻孔机、磨床等。
3.模具调试模具制作完成后,需要进行模具的调试工作。
模具调试是通过模拟生产制造过程,检验模具的设计和制造是否符合要求,是否能够正常使用。
模具调试需要使用到生产线设备和检测工具,包括压力机、模具夹持和定位系统、计量仪器等。
4.模具使用和维护模具使用和维护是保证生产制造质量和效率的重要一环。