打包机故障代码
- 格式:doc
- 大小:337.50 KB
- 文档页数:19

打包机常见故障及解决方法打包机是一种常用于包装物品的机器,它可以将物品包装成不同形状和尺寸的包装袋。
然而,在使用打包机的过程中,常常会出现各种故障,这些故障可能会导致生产效率降低,甚至影响到产品质量。
下面是打包机常见故障及解决方法:1. 打包机无法启动可能原因:电源故障、电源线松动、控制系统故障。
解决方法:检查电源是否正常,检查电源线是否松动,检查控制系统是否故障。
2. 打包机无法正常运转可能原因:传动系统故障、电机故障、机械部件磨损。
解决方法:检查传动系统是否故障,检查电机是否正常,检查机械部件是否磨损。
3. 打包机包装袋出现漏气可能原因:包装袋质量不好、封口不严、封口温度不够。
解决方法:更换质量好的包装袋,调整封口温度,确保封口严密。
4. 打包机包装袋出现断口可能原因:包装袋质量不好、封口温度过高、包装袋过度拉伸。
解决方法:更换质量好的包装袋,调整封口温度,适当减少包装袋的拉伸程度。
5. 打包机包装袋出现卡住可能原因:包装袋过度拉伸、传动系统故障、机械部件磨损。
解决方法:适当减少包装袋的拉伸程度,检查传动系统是否故障,检查机械部件是否磨损。
6. 打包机噪音过大可能原因:机械部件磨损、传动系统故障、电机故障。
解决方法:检查机械部件是否磨损,检查传动系统是否故障,检查电机是否正常。
7. 打包机封口不牢固可能原因:封口温度不够、封口时间不够、封口压力不够。
解决方法:调整封口温度、封口时间和封口压力,确保封口牢固。
总之,打包机的故障原因和解决方法是多种多样的,需要根据具体情况进行分析和处理。
在使用打包机时,需要注意维护保养,及时更换磨损的机械部件,保证机器的正常运转,提高生产效率和产品质量。
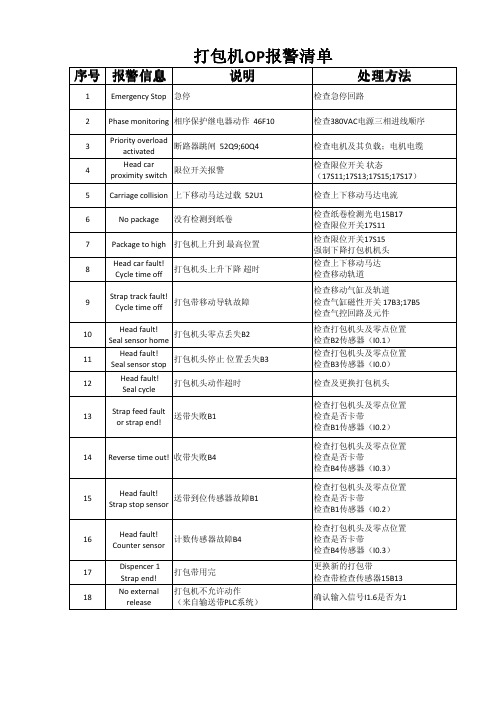
序号报警信息说明处理方法1Emergency Stop急停检查急停回路2Phase monitoring相序保护继电器动作 46F10检查380VAC电源三相进线顺序3Priority overloadactivated断路器跳闸 52Q9;60Q4检查电机及其负载;电机电缆4Head carproximity switchfault限位开关报警检查限位开关状态(17S11;17S13;17S15;17S17)5Carriage collision上下移动马达过载 52U1检查上下移动马达电流6No package没有检测到纸卷检查纸卷检测光电15B17 检查限位开关17S117Package to high打包机上升到最高位置检查限位开关17S15 强制下降打包机机头8Head car fault!Cycle time off打包机头上升下降超时检查上下移动马达检查移动轨道9Strap track fault!Cycle time off打包带移动导轨故障检查移动气缸及轨道检查气缸磁性开关 17B3;17B5检查气控回路及元件10Head fault!Seal sensor home打包机头零点丢失B2检查打包机头及零点位置检查B2传感器(I0.1)11Head fault!Seal sensor stop打包机头停止位置丢失B3检查打包机头及零点位置检查B3传感器(I0.0)12 Head fault!Seal cycle打包机头动作超时检查及更换打包机头13Strap feed faultor strap end!送带失败B1检查打包机头及零点位置检查是否卡带检查B1传感器(I0.2)14Reverse time out!收带失败B4检查打包机头及零点位置检查是否卡带检查B4传感器(I0.3)15Head fault!Strap stop sensor送带到位传感器故障B1检查打包机头及零点位置检查是否卡带检查B1传感器(I0.2)16Head fault!Counter sensor计数传感器故障B4检查打包机头及零点位置检查是否卡带检查B4传感器(I0.3)17 Dispencer 1Strap end!打包带用完更换新的打包带检查带检查传感器15B1318No externalrelease打包机不允许动作(来自输送带PLC系统)确认输入信号I1.6是否为1打包机OP报警清单。

金属打包机(液压打包机)一般故障及排除方法
在工作过程中,如果发现金属打包机异常情况应停止工作,查明原因,待排除故障后,再进行工作,试机和使用过程中可能发生故障的原因与排除方法见下表:
序号故障现象发生原因排除方法
1 主压头、侧压头、
门盖在运行中有爬
行现象
缸体系统内有空气
多次工作循环运
行即可
2 无动作或有动作时
无压力
溢流阀阀芯卡死及
阀口密封不严调节
手柄松动
清洗溢流阀、检查
阀芯、弹簧、密封
件是否损坏,调紧
调节手柄
3 翻包用翻板与底板
错位或回程不到位
翻板底板下有铁屑
或垃圾
清除铁屑、垃圾
4 盖板锁头锁不牢盖板限位板下或箱
体锁孔内有异物
清除异物
5 油泵噪声大油泵吸空,滤网堵
塞,吸油管或泵进
油口漏气,柱塞断
裂,轴承碎裂
清洗或更换滤网,
清洗管道;更换柱
塞、轴承
6 液压系统有漏油现
象
密封件老化、掉落
或联接处松动
更换、安装密封圈
或紧固管接头处
7 液压管路有振动现
象并伴随噪声
油管管夹头紧固螺
栓松动
紧固管夹头
8 油缸有拖油现象
或压力不足
密封圈老化、导致
油缸密封不良
更换密封件
9 油泵不足或无压力油泵泵体、配油盘
磨损或柱塞损坏
油泵大修或更换新
油泵
10油液呈奶白色乳壮油液中有水更换新油。

打包机故障及维修方法打包机故障及维修方法一.电磁铁不工作首先检查电磁铁连线焊接头是否脱落,再检查线圈是否烧坏。
如两者都无异常,应检查电磁铁是否位移,或是被赃物堵住,使子弹头不能活动自如。
二.打包机不退带1.上下分机内有异物上下分机内有异物或固定导带片的沉头螺钉松动,卡住了打包带。
取下上分机清除异物。
2.横杆635轴承破裂横杆平衡位置调整不当,容易造成横杆造成破裂。
应说明书正确调整到位。
3.退带间隙不当由于退带滚轮具有拉紧带子的作用,在调整进退带滚轮间隙时,应以退带滚轮为主,调至退带滚轮间隙比带子厚度多出0.05到0.1mm。
三.打包机不自动切带1.中刀轴承破裂检查原因,更换轴承2.中刀磨损。
中刀两面都有刃口,一面磨损可调换另一面使用或更换新刀。
3.中刀管销断裂。
用小冲头冲出断销,装入新管销。
4.打包机捆紧力调得太紧。
调整螺帽之上有一内六角紧定螺钉,松开后将调整螺帽反时针旋转,调好后,再将内六角紧定螺钉拧紧。
5.打滑片或捆紧传动皮带有油。
拆下打滑片清除油污,擦干再按顺序装配好。
6.传动皮带太松。
传动架座(土地公)往下调或将电机往后调,使皮带张紧即可。
7.pp包装带厚度太薄或退带滚轮间隙太大。
退带滚轮间隙应只比带子厚度多出0.05—0.1mm,按此要求进行调整。
8.磁控(切带感应器)有故障,磁片脱落或损坏。
9.横杆平衡位置未调好。
四.打包机粘合效果欠佳1.温度调节旋钮调节不当。
在打包机电器控制盒内,电路板的上方,打开控制盒盖,即可明显看一调节旋钮,顺时针方向转动温度调升高,反之降低。
温度太高或太低,粘合效果都不好,所以一次不要调得太多,一般调在刻度线4—5之间即可。
2.电源电压不正常。
本机应使用220v电压。
很多工厂电压往往不足,如果再使用长的电缆线将会造成电压下降使汤头温度变低,甚至于在捆紧时烧掉马达。
3.电热怪手上拉簧失效。
电热怪手上的长拉簧疲劳。
如此不能将烫头送到上下两层打包带之间导致粘合一半,甚至更少。

1:1号打包机夹带气缸时有放袋缓慢,或不放袋,
检修过程:称停止工作,物料排空后,从气缸进气口将气管拆除,动作电磁阀,发现压缩空气管出气量有时大,有时小,有时无压缩空气排出,判断为电磁阀故障,拆除解体电磁阀发现内部有杂质。
清洗后复位,使用约8小时后,同样故障间断出现。
因无同型号备件,采用国产电磁阀临时替换(型号
4V210-08/DC24),故障消失,
2: 2号打包机1号称报警,物料称重忽高忽低,重量超过50KG达到51.6KG后出现报警,(报警号W047.xWTTO L)
查询操作手册报警代码,报警含义是:允许公差, 包装重量超出预定的允许公差
在现场操作面板上查询MAIN参数组中的MAIN.FAST1数据,显示快喂料时间是1.95秒,粗流预停重量达到了48KG左右(袋重50KG),这样就给慢喂料预留时间不够,导致超重报警
处理:将快喂料门开度减小,调节至粗流预停重量为30KG,报
警消失,打包重量稳定,方法:调节快喂料门气缸上的螺杆,向内旋转3到5丝,减小气缸行程,即可减小快喂料门开度,。

打包机故障及解决方案打包机是工业生产中常用的一种设备,用于将产品进行包装。
然而,由于长时间使用或操作不当,打包机也会遇到各种故障。
本文将介绍常见的打包机故障,并提供相应的解决方案。
一、机器无法启动1. 电源故障:检查电源插头是否插紧,以及电源是否正常供电。
若电源正常,但机器仍无法启动,则可能存在电路板或线路接触不良的问题,需要联系维修人员进行检修。
2. 开关故障:检查打包机上的开关是否损坏或卡住。
若有开关故障,可尝试将开关拨动几次,或更换新的开关。
二、包装带断裂或松动1. 包装带张力调节错误:检查打包机上的包装带张力调节装置是否正确设置。
若张力过高,包装带容易断裂;若张力过低,包装带容易松动。
根据包装需求,调整合适的张力。
2. 包装带质量问题:更换质量好的包装带,避免断裂和松动的问题。
三、打包不牢固1. 设备调整错误:检查打包机上的压力调节装置是否正确设置。
若设置过大,可能会损坏产品;若设置过小,打包不牢固。
根据产品要求,调整合适的压力。
2. 打包带位置不准确:确保打包带在正确的位置上进行固定,避免打包不牢固。
四、卡纸或卡住产品1. 输送带调整不当:检查打包机上的输送带是否平整,并调整好输送带的位置。
2. 机械部件故障:检查打包机的机械部件是否正常运作,如有故障可联系专业维修人员进行检修。
五、打包机噪音过大1. 润滑问题:检查打包机的润滑情况,如需要,添加或更换润滑油。
2. 机械部件损坏:检查打包机的机械部件是否有损坏,如需要,更换或修复损坏部件。
六、其他常见故障1. 界面显示异常:重启打包机,并检查控制面板上的显示屏是否有异常。
2. 温度过高:检查打包机的散热系统是否正常运作,并保持其周围的通风良好。
总结:在使用打包机时,经常会遇到各种故障。
本文以常见的故障为例,提供了解决方案。
然而,不同型号的打包机可能会存在其他特定的故障和解决方法。
因此,在遇到无法解决的故障时,建议联系专业维修人员进行检修。
打包机故障及解决方案引言:打包机作为现代物流行业中的重要设备之一,用于将货物进行包装和封装,提高物流效率。
然而,由于长时间的使用或不当操作,打包机在工作过程中可能会出现各种故障。
本文将介绍常见的打包机故障,并提供解决方案,以帮助用户更好地维护和使用打包机。
一、打包机故障现象及原因1. 打包机无法启动:故障现象:按下启动按钮后,打包机没有任何反应。
可能原因:- 电源故障:检查电源插座是否供电正常,是否有短路或断路现象。
- 过载保护触发:检查打包机是否超出额定工作负荷。
- 开关故障:检查启动开关是否损坏或接触不良。
2. 打包机发生卡纸:止运行,并出现卡纸现象。
可能原因:- 打包带松弛:调整打包带的紧度,使其恰到好处。
- 打包带过细:使用过细的打包带容易卡纸,选择适当的粗细度的打包带。
- 打包带过旧:打包带老化后易断裂,更换新的打包带。
3. 打包带张力不均匀:表现不均匀,导致包装效果不理想。
可能原因:- 打包带绷紧装置失效:检查并调整打包带绷紧装置。
- 打包带碰撞物体:检查是否有异物影响打包带的张力分布。
- 打包带松弛:调整打包带的紧度,使其在整个打包过程中保持均匀的张力。
二、打包机故障解决方案1. 打包机无法启动的解决方案:- 检查电源插座是否供电正常,并修复电源故障。
- 检查打包机的额定工作负荷,如超载可以减轻负荷或更换更大功率的打包机。
- 检查启动开关的状态,如有损坏或接触不良,及时更换或修复开关。
2. 打包机发生卡纸的解决方案:- 调整打包带的绷紧度,保持适当的紧度,避免松弛或过紧。
- 确保打包带的粗细度适中,避免选择过细的打包带,更换时可选择更加耐用的材料。
- 定期更换打包带,避免使用老化或破损的打包带。
3. 打包带张力不均匀的解决方案:- 检查打包带绷紧装置,调整合理的张力分布,确保整个打包过程中打包带保持均匀的张力。
- 检查并清除打包带周围的异物,避免打包带受到外界物体的干扰。
- 调整打包带的紧度,使其在整个打包过程中保持均匀的张力。
打包机故障及解决方案引言在生产线上,打包机是一种常用的包装设备,用于将产品进行包裹和封装。
然而,由于长时间的使用或操作不当,打包机可能会出现各种故障。
本文将介绍常见的打包机故障以及对应的解决方案,帮助您快速排除故障并保持生产线的正常运转。
1. 打包机无法启动1.1 问题描述当您按下打包机的启动按钮时,却发现打包机没有任何反应,显示屏也没有显示任何信息。
1.2 可能的原因•电源故障:打包机未连接到电源插座或电源线损坏。
•继电器故障:打包机继电器可能损坏。
•电路板故障:打包机的电路板可能出现故障。
1.3 解决方案1.检查打包机是否连接到电源插座,并确保电源线没有损坏。
2.检查打包机继电器是否工作正常,如有必要,请更换继电器。
3.如果以上措施无效,需要检查电路板是否有损坏,如有必要,请联系售后服务或专业技术人员进行维修。
2. 打包机无法包装产品2.1 问题描述当您启动打包机后,发现打包机无法包装产品,无法进行封装。
2.2 可能的原因•传送带故障:打包机的传送带可能损坏或卡住。
•传感器故障:打包机的传感器可能损坏或调整不当。
•物料不足:打包机周围的物料供应可能不足。
2.3 解决方案1.检查打包机的传送带是否正常运转,如果有需要,请更换或修理传送带。
2.检查打包机的传感器是否工作正常,如有必要,请重新调整或更换传感器。
3.确保打包机周围的物料供应充足,并进行必要的补充。
3. 打包机封装效果差3.1 问题描述打包机在进行产品封装时,发现封装效果不理想,无法达到预期的封装质量。
3.2 可能的原因•封杯机构故障:打包机的封盖机构可能出现故障,导致封杯不紧密。
•温度设置不当:打包机的温度设置可能太低或太高,导致封杯效果不理想。
•封杯材料不合适:打包机使用的封杯材料可能不合适,不具备良好的封杯特性。
3.3 解决方案1.检查打包机的封盖机构是否正常工作,如有需要,请修理或更换机构。
2.调整打包机的温度设置,确保温度适宜,以获得更好的封杯效果。
故障码编码说明
A X YY –Z
X :故障部位编码
X :0 综合故障
X :1 1#压盘小车
X :2 2#压盘小车
X :3 送线小车/升降台
X :4 防刮伤/放线架
X :5 1#打捆头及送线轮
X :6 2#打捆头及送线轮
X :7 3#打捆头及送线轮
X :8 4#打捆头及送线轮
X :9 液压站
YY :顺序号
Z - 故障级别编码
Z :1 一级故障,立即停液压站和所有的设备动作
Z :2 二级故障,立刻退出自动
Z :3 三级故障,立刻停止相关设备的动作,经过延时后退出自动
Z :4 四级故障,只作为设备动作的起动条件,不会立刻停止正在动作的设备
0 --- 综合故障
1 --- 1#压盘小车的故障
A120-4 1号压盘小车原位接近开关检测故障
2 --- 2#压盘小车的故障
3 --- 送线小车/升降台的故障
A351-4 导线小车原位接近开关检测故障
4 防划伤/放线架故障
51号打捆头及送线轮故障
A517-3 1号送线轮送线
62号打捆头及送线轮故障
A616-3 2号送线轮运行条件丢失A617-3 2号送线轮送线
73号打捆头及送线轮故障
A716-3 3号送线轮运行条件丢失A717-3 3号送线轮送线
84号打捆头及送线轮故障
A816-3 4号送线轮运行条件丢失A817-3 4号送线轮送线
9液压站故障。