沙发专业知识(最全面版本-构造,面料,加工程序)
- 格式:xlsx
- 大小:19.62 KB
- 文档页数:3
沙发的起源可追溯到公元前2000年左右的古埃及,但真正意义的软包沙发则出现于十六世纪末至十七世纪初。
当时的沙发主要用马鬃、禽羽、植物绒毛等天然的弹性材料作为填充物,外面用天鹅绒、刺绣品等织物蒙面,以形成一种柔软的人体接触表面。
如当时欧洲普遍流行的供大众使用的华星格尔(Farthingle)椅,是最早的沙发椅之一。
要想买到称心如意的沙发,先了解沙发的构造和材料就相当重要。
不管是欧式风格还是新古典风格的沙发,其外部结构是由沙发靠背、沙发座位、沙发扶手以及沙发脚等构成。
沙发靠背是人坐时靠背的地方,也像一道屏风,所以坊间也叫做沙发屏。
为了方便书写和叙述,简称为“屏”。
沙发屏由沙发屏架和沙发屏包两大部分组成,屏架部分包括:屏架后、屏架侧、屏架顶、屏架底等;屏包部分包括:上屏包、下屏包、屏包侧、屏包中、屏包顶、屏包底、屏包后以及屏包内等。
沙发的内部是由海绵、木架等组成,也有的沙发用公仔棉代替海绵,以铁架代替木架。
沙发木架还要按需求封铺夹板、底布、拉棉皮筋和钉弹簧等。
沙发是由主体框架、坐面结构、填充物和外部面料构成。
1、沙发的主体框架目前市场上主要有三种:A、实木结构——木材资源的紧缺,硬杂木的烘干技术、榫卯连接,加之真正实木结构的沙发相当昂贵,此类结构沙发相当稀少。
B、板木结构——木方做横梁和直立支撑,结合多层复合板采用钉接方式制成的结构骨架。
此种结构材料成本较低,制作工艺简单,成型方便,制造效率高,是目前广泛采用的一种工艺结构。
缺点:多层复合板材甲醛含量高,容易造成污染及散发异味。
C、全钢焊接结构——普通标准方钢管在标准摸具下焊接成型,进行防锈处理。
此种工艺成型难度大,工时长,技术要求高。
优点:结构稳定性好,强度高,环保好,使用寿命长。
目前欧洲沙发大多采用这种结构,是国内沙发未来发展的方向。
北京市场上只有个别品牌有这种结构,是消费者选择的理想产品。
2、沙发的坐面结构坐面是沙发受力的主要部位,也是沙发舒适性和使用寿命长短的关键性部位。
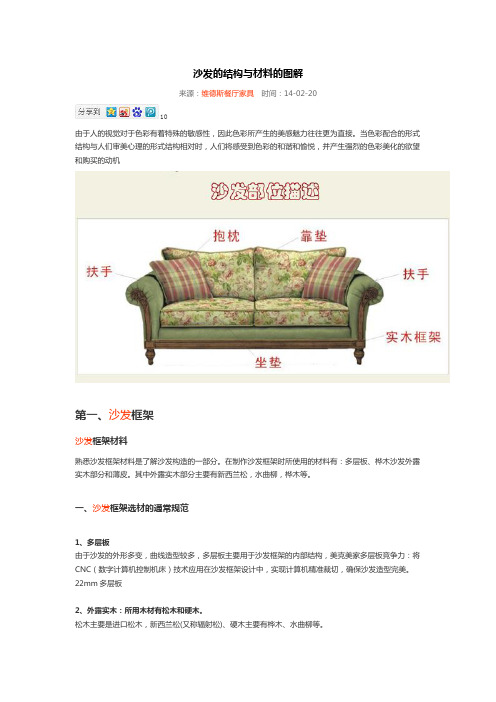
沙发的结构与材料的图解来源:维德斯餐厅家具时间:14-02-2010由于人的视觉对于色彩有着特殊的敏感性,因此色彩所产生的美感魅力往往更为直接。
当色彩配合的形式结构与人们审美心理的形式结构相对时,人们将感受到色彩的和谐和愉悦,并产生强烈的色彩美化的欲望和购买的动机第一、沙发框架沙发框架材料熟悉沙发框架材料是了解沙发构造的一部分。
在制作沙发框架时所使用的材料有:多层板、桦木沙发外露实木部分和薄皮。
其中外露实木部分主要有新西兰松,水曲柳,桦木等。
一、沙发框架选材的通常规范1、多层板由于沙发的外形多变,曲线造型较多,多层板主要用于沙发框架的内部结构,美克美家多层板竞争力:将CNC(数字计算机控制机床)技术应用在沙发框架设计中,实现计算机精准裁切,确保沙发造型完美。
22mm多层板2、外露实木:所用木材有松木和硬木。
松木主要是进口松木,新西兰松(又称辐射松)、硬木主要有桦木、水曲柳等。
烘干木材烘干是将木材过多的水分完全的“烤”出来,以生产用于家具制作的材料。
根据空气的潮湿度消除大约94%的水分二、框架结构1、所有的框架都紧密配合,均匀布胶、打榫,尽可能的要竖直。
2、所有垫脚和加强块都刷胶打钉,或锁快速牙,以保证正确的装配。
3、转椅,转动的摇椅和沙发床的支撑一定要足够承受过多的压力,不框架结构产生倾斜的问题。
沙发框架分析图结构1:最简单的全软包沙发这种结构的特点是:坐口前框和背框上的层板都是立方的,强度较好;结构2:俯视看为弧线型的沙发此类结构的沙发与结构1的沙发相比有个最大的区别:坐框、扶手面及内背上的多层板全都是平放的,因此强度上会稍差些。
底框、座框和内背上框,通过背梃和扶手前板将这三个框连成一个整体,再进行局部加强。
结构3:实木和层板结合的沙发这种结构的沙发一般加工较困难,这种结构的沙发一般强度较好。
第二、弹簧关于弹簧座框弹簧:弓簧(蛇形簧)和螺旋簧(针对的沙发的框架结构不同)是价格定位在决定沙发的结构和弹簧种类,而不是工艺设计。
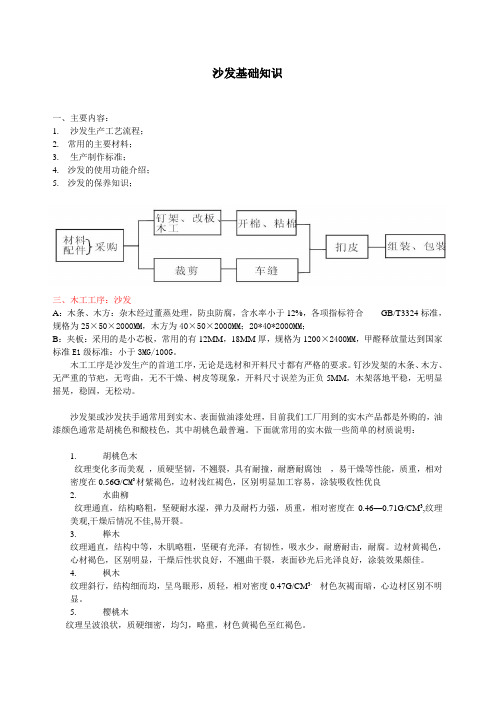
沙发基础知识一、主要内容:1.沙发生产工艺流程;2.常用的主要材料;3.生产制作标准;4.沙发的使用功能介绍;5.沙发的保养知识;二、工艺流程图:为了便于理解,我将这5个主要内容贯穿到生产工艺流程中,以生产工艺流程为线索,对每道工序中用到的材料、配件、制作要求及使用功能进行讲解。
这些内容只是我本人在工作中的一些浅薄的认识,如有不同的观点,三、木工工序:沙发A:木条、木方:杂木经过董蒸处理,防虫防腐,含水率小于12%,各项指标符合GB/T3324标准,规格为25×50×2000MM,木方为40×50×2000MM;20*40*2000MM;B:夹板:采用的是小芯板,常用的有12MM,18MM厚,规格为1200×2400MM,甲醛释放量达到国家标准E1级标准:小于3MG/100G。
木工工序是沙发生产的首道工序,无论是选材和开料尺寸都有严格的要求。
钉沙发架的木条、木方、无严重的节疤,无弯曲,无不干燥、树皮等现象,开料尺寸误差为正负5MM,木架落地平稳,无明显摇晃,稳固,无松动。
沙发架或沙发扶手通常用到实木、表面做油漆处理,目前我们工厂用到的实木产品都是外购的,油漆颜色通常是胡桃色和酸枝色,其中胡桃色最普遍。
下面就常用的实木做一些简单的材质说明:1.胡桃色木纹理变化多而美观,质硬坚韧,不翘裂,具有耐撞,耐磨耐腐蚀,易干燥等性能,质重,相对密度在0.56G/C M3材紫褐色,边材浅红褐色,区别明显加工容易,涂装吸收性优良2.水曲柳纹理通直,结构略粗,坚硬耐水湿,弹力及耐朽力强,质重,相对密度在0.46—0.71G/CM3,纹理美观,干燥后情况不佳,易开裂。
3.榉木纹理通直,结构中等,木肌略粗,坚硬有光泽,有韧性,吸水少,耐磨耐击,耐腐。
边材黄褐色,心材褐色,区别明显,干燥后性状良好,不翘曲干裂,表面砂光后光泽良好,涂装效果颇佳。
4.枫木纹理斜行,结构细而均,呈鸟眼形,质轻,相对密度0.47G/CM3,材色灰褐而暗,心边材区别不明显。

沙发知识资料1、皮革上色翻新皮革上色翻新是一项皮革化工作业的“精细活”,也是新行业,在皮革护理方面,属于顶尖技术,上色前后需多道工序处理,也需要一定的时间才能完成。
因上色会带来很多问题您是否想过:比如,经上色翻新后皮套寿命能管多久?颜色是否会掉?会不会有凹凸不平?或者出现皮面无光、手感粗糙、皮质发硬等问题呢?皮套边上是否会有染色的可能?若处理不当,这些负面效果是完全有可能出现的。
上色质量好坏,取决于三个方面:一是皮化质量,二是机器设备,三是技术工艺。
这三者密不可分。
我们的皮化原料和机器都是采用进口的,技术人员须经专业培训,而我们能使皮革有理想的着色效果,我们也采用了明确措施:第一,选料和技术均采用意大利“制革”工艺,色膏和配料几十种。
质量优质,环保可靠,成本也很昂贵。
第二, 技术操作细化,分有七八道工序,每道工序都是单独完成。
其过程要对皮面全面清洗,打磨补伤、皮质保养、调色上色、固色上光等。
第三,充分利用机器喷射。
才能确保皮面厚薄均匀,富有光泽。
第四,严格按照识皮做皮的原则,强调皮质保养、护皮护色光面等多重效应。
(所谓识皮做皮,就是皮质不同,施工和材料选用都有所不同。
)真皮沙发护理法一、不宜受阳光直射,附近要避免高温热源,应放置于干爽通风处,以防真皮变硬变色,受潮发霉。
二、不可在沙发上蹦跳,切忌坚硬、粗糙物体触及皮面,以免皮面受损。
三、搬动时应从底部抬起,如抓住皮软部拉扯,粗蛮装卸或磕碰,均可能使沙发受损。
四、真皮沙发需保持清洁,皮面纹路或沟逢间的污渍可用软布蘸中性淡肥皂水轻拧后擦拭(切勿使用去污粉、松节油、汽油、酒精等物品);如皮面染上圆珠笔油等颜色印记,请及时用软橡皮轻擦几遍。
五、座面上切勿垫用背面粗糙或坚硬的坐垫,以免皮面因磨损而脱色。
六、真皮沙发应定期做专业保养,七、搬运沙发时,不要用力推滑沙发,防止沙发腿伤损。
八、避免坐在扶手上或座垫边缘,类似不适当的使用都可能会对填料及布料造成不可修复的损伤。

沙发生产制作过程和生产流程(图片介绍)一、沙发框架制作、打底▼沙发框架制作。
采用木材和复合板(三合板),目前沙发框架基本都采用复合板,复合板的好处容易加工、成本低廉、不易生虫不易腐蚀、强度高等特点经。
木材一般需干燥处理过。
▼材料规格,一般主结构公分厚,主结构部份采整块实木制作,经双面抛光,根据沙发档次需要平面可采用公分三合板或复合纸。
▼应细节注意。
▼注意接口缝合精确,切勿马虎。
▼沙发背架打上橡筋带!因为背架的承受力道不像坐架那么大,故使用橡筋带即可。
也有人用所谓的黑皮带,是利用废弃轮胎制成的。
▼沙发座架打底,采用S弹簧加上小拉簧。
也有人将橡筋带或黑皮带用在坐架上,这样承受力比较差。
在过去的老式沙发都不是这种,这是最新的二、裁剪▼你看到的沙发,每一个面都是一块板,谓之皮板,将皮板放置于牛皮上绘制,注意避开不合格皮。
稍后开始剪皮。
也可用刀片划,当然如果是布的就可以用电剪刀了,一次可以裁剪多层。
▼剪皮,技术成份低,剪习惯、剪的漂亮就可以了,但这种方式只能适合小规模生产需要。
▼剪好皮之后,把沙发坐垫、扶手、靠背、分类打包,以便于下一个"缝纫″能顺利的高效率的生产。
▼缝纫,平车,将剪裁好的皮,一块一块接合,缝纫这道工序是非常重要的,关系到一套沙发的外观工艺品质,这机器看起来很吓人的,像日本的重机,特雷通嘉善厂全是这个品牌的,看看它的身躯,而且价格不菲▼压明线,利用单针车进行压线,依沙发设计而定,属装饰的一种,可以利用线条强调出沙发的型样,明线要求自由扒开、宽窄均匀、无丛线接线、线迹顺直为好。
如需要接线可以从接线处把线头拉到反面打结。
切勿丛线。
▼压线。
利用双针车压线。
可以说是装饰线,也是因为平车相接后,皮面摊开正面时,平车相接处会叠两层皮,利用双针车将相叠处缝牢,不仅相接处不易断开,套装在沙发骨架上也会比较平整。
当然这双针的工细不细、牢不牢固,其实也很有大的学问就是了!▼这一台德国PFAFF高头的双针车,看样子年龄比我们小不了哪里。
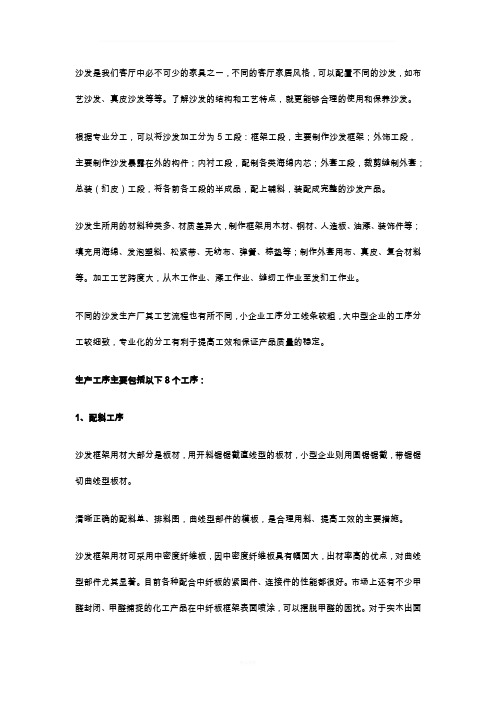
沙发是我们客厅中必不可少的家具之一,不同的客厅家居风格,可以配置不同的沙发,如布艺沙发、真皮沙发等等。
了解沙发的结构和工艺特点,就更能够合理的使用和保养沙发。
根据专业分工,可以将沙发加工分为5工段:框架工段,主要制作沙发框架;外饰工段,主要制作沙发暴露在外的构件;内衬工段,配制各类海绵内芯;外套工段,裁剪缝制外套;总装(扪皮)工段,将各前各工段的半成品,配上辅料,装配成完整的沙发产品。
沙发生所用的材料种类多、材质差异大,制作框架用木材、钢材、人造板、油漆、装饰件等;填充用海绵、发泡塑料、松紧带、无纺布、弹簧、棕垫等;制作外套用布、真皮、复合材料等。
加工工艺跨度大,从木工作业、漆工作业、缝纫工作业至发扪工作业。
不同的沙发生产厂其工艺流程也有所不同,小企业工序分工线条较粗,大中型企业的工序分工较细致,专业化的分工有利于提高工效和保证产品质量的稳定。
生产工序主要包括以下8个工序:1、配料工序沙发框架用材大部分是板材,用开料锯锯截直线型的板材,小型企业则用圆锯锯截,带锯锯切曲线型板材。
清晰正确的配料单、排料图,曲线型部件的模板,是合理用料、提高工效的主要措施。
沙发框架用材可采用中密度纤维板,因中密度纤维板具有幅面大,出材率高的优点,对曲线型部件尤其显著。
目前各种配合中纤板的紧固件、连接件的性能都很好。
市场上还有不少甲醛封闭、甲醛捕捉的化工产品在中纤板框架表面喷涂,可以摆脱甲醛的困扰。
对于实木出面的框架、扶手、装饰件,这些零部件表面质量要求高,工艺复杂,有些还需实木弯曲、有些需要特殊工艺处理,这类部件基本上与实木家具的加工相一致,就不再讨论了。
2、组装框架将配制好的板材、弯曲件、方材组合成框,并且封上底板。
要经常收集汇总用于沙发组框的紧固件,巧妙地选用紧固件信息,对于组装框架可起事半功倍的效果。
制成的沙发框架要注意其质量,对批量生产的框架尺寸符合要求,尺寸的误差给总装(扪皮)工序造成麻烦。
框架的强度要符合要求,目前沙发的框架结构都以经验出发,其实通过优化处理可减少框架用料或进一步提高强度。
沙发专业知识一.产品材料介绍布料:一般选自欧美、西班牙进口面料,机织花纹图案,布料厚实,有不同经纬线织出的图案的立体感强。
所有面料经过防水、防污、防静电处理。
具体成分:棉、麻、涤、雪尼尔沙等。
皮料:大部分选自欧美、意大利进口优质牛皮,手感好,经久耐磨,透气性好;外架:采用进口榉木、桦木,经过熏蒸处理,含水量≤14%。
内架:采用云南桦木、水冬瓜,经过熏蒸处理,含水量≤14%。
油漆:高质环保显纹漆。
海绵:优质高弹棉,达到出口标准。
丝绵:优质回弹力高的丝绵,永不变形。
公仔棉:采用美国进口公仔棉,达到国家质量环保认证标准。
弹簧:用弹度适中的蛇形簧,能长久保持恒定的弹性。
绷带:张力30%、反弹力好的优质进口绷带。
二.沙发主要由外架、内架、填充料及面料组成1.沙发外架——它直接暴露在沙发外面,有木架,也有不锈钢架。
“红点”沙发外架木料采用的是进口胡桃木、榉木、枫木、楸木或密度板,运用木工与粘合双保险固合方式,并经一系列干燥处理。
例如:公司选用的黑胡桃木,该木材产地美国、加拿大、浅黑褐色带紫,材色悦目、雅致,径面具黑褐色条纹,有动态感,具树瘤等奇特花纹,装饰价值极高,为世界装饰名材,木材软硬适中,冲击韧性好,外表所喷油漆采用的是进口优质油漆,不浮色,不变色,透明性好,丰满度佳,手感好。
不锈钢架防腐、防潮,有的配以水晶棒装饰,并可根据客户要求进行镀金、镀银等处理,更显“红点”沙发的高档、美观与耐用。
2.沙发内架采用经干燥处理的方条和夹板,并按照严格加工工序,所有的木料都有足够的截面积,结点都有相当的增强,其稳定性、尺寸性和支撑性都不用置疑。
3.沙发的填充料常用的主要是海棉和公仔棉。
“道图”沙发所选用的海棉,在设计制造过程中,全面考虑到沙发对海棉密度、回弹率及硬度三方面严格的要求,坐垫海棉密度不低于35公斤/立方米,回弹率不低于55%;靠背海棉密度不低于28公斤/立方米,回弹率不低于53%,做出的产品不仅坐感舒适,而且经久耐用,不像低档沙发因为密度小、回弹率低,初时坐上去......................似乎比高档沙发还好,但坐的时间一长,就会觉的腰酸背痛。