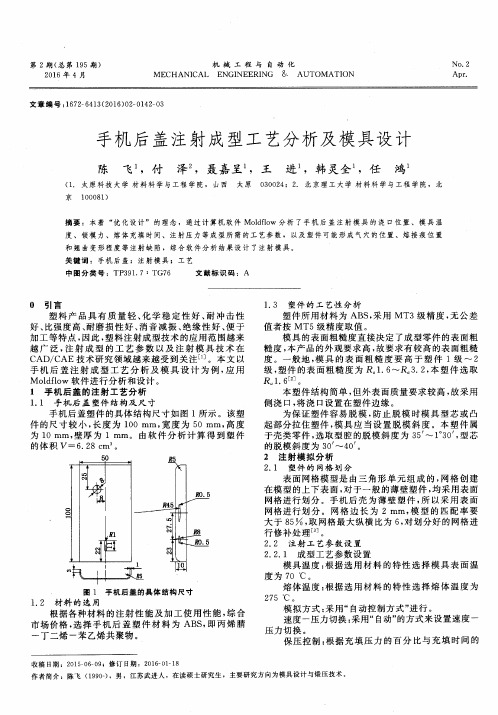
智能手机后盖成型工艺及其模具设计
- 格式:doc
- 大小:593.00 KB
- 文档页数:38

手机壳注塑模具设计及仿真手机壳注塑模具设计及仿真近年来,手机已成为人们生活中不可或缺的一部分。
随着手机的普及,手机壳作为一种保护外壳也变得越来越重要。
手机壳的外观设计和注塑模具的精准制造对于手机壳的质量和功能起着关键作用。
本文将介绍手机壳注塑模具设计和仿真的过程及方法。
一、注塑模具设计的基本步骤1.确定产品要求:首先需要确定手机壳的设计要求,包括壳体形状、尺寸、配色等。
这些要求将为注塑模具的设计提供基本依据。
2.模具结构设计:根据手机壳的设计要求,进行模具结构设计。
模具结构设计包括注塑机的选择、模具的分型方式、流道系统设计等。
注塑机的选择根据产品尺寸和材料特性确定,模具的分型方式包括平板分型、拉伸分型、侧分型等。
3.模具零件设计:根据模具结构设计确定的分型方式,进行模具零件的设计。
模具零件包括模腔、模芯、顶出杆、定位销、模板等。
4.模具加工工艺设计:根据模具零件设计,确定模具的加工工艺。
加工工艺包括材料选择、加工方法、加工工艺参数等。
5.模具装配和调试:将模具的各个零件进行组装,进行模具调试。
模具调试包括合模试模、开模试模、调整流道系统等。
二、注塑模具的仿真分析注塑模具仿真分析是模具设计中的重要一步。
通过仿真分析,可以对模具的结构和工艺进行评估和优化,提高模具的性能和质量。
常用的注塑模具仿真分析软件有Moldex3D、ANSYS、AUTODYN等。
这些软件可以对注塑过程进行材料流动分析、温度场分析、残余应力分析等。
在注塑模具的仿真分析中,首先需要进行材料流动分析。
材料流动分析可以预测注塑过程中熔融塑料的流动情况,帮助优化流道设计。
流道设计的好坏直接影响产品的成型质量。
其次,进行温度场分析。
温度场分析可以预测注塑过程中的温度分布,帮助优化冷却系统设计。
冷却系统设计的好坏直接影响模具的冷却效果和产品收缩性能。
最后,进行残余应力分析。
残余应力分析可以预测注塑过程中的残余应力分布,帮助优化模具的结构设计。

广东水利电力职业技术学院课程设计论文论文题目作者姓名张三摘要:注射成型是热塑性塑料成型的主要方法之一,可以一次成型形状复杂的精密塑件。
本设计是外盖塑料模具的设计,对零件结构进行了工艺分析,采用ABS作为塑件的材料。
采用单分型面,根据模具的型腔数目以及最大注塑量、注射压力、锁模力、模具的安装尺寸等因素选择了注射机,选择成型零部件的尺寸;采用侧浇口;利用直导柱导向,并对模具的材料进行了选择,如此设计出的结构可确保模具工作运行可靠。
对模具结构与注射机的匹配进行了校核。
用ProE绘制出塑件的三维模型,对塑件体积进行估算。
关键词:外盖;ABS;注塑模具;PROE;目录第一章诸论 (3)1.1塑料模具 (4)1.1.1 塑料模具设计的发展 41.1.2 塑料模具的分类 61.1.3 注射模的结构组成与类型 91.2设计课题 (11)第二章成型零件的结构设计 (13)2.1塑件分析 (13)2.1.1 原材料分析132.1.2 塑件建模 152.2分型面设计和排气槽设计 (15)2.2.1分型面的形式152.2.2选择分型面的基本原则162.2.3排气槽的设计172.3凹模的结构设计 (17)2.3.1 凹模的结构形式172.3.2 凹模的技术要求202.4型芯的结构设计 (20)2.4.1 型芯的主要结构形式202.4.2 型芯技术要求202.5型腔壁厚和底板厚度设计 (21)2.6模具结构尺寸的设计 (22)第三章标准模架的选用 (25)3.1中小型标准模架的结构型式 (25)3.1.1 基本型模架253.1.2 派生型模架253.2模架系列与规格 (25)3.3选定模架 (25)第四章注射机的校核 (27)4.1注射机的有关工艺参数 (27)4.2注射量的校核 (27)4.3注射压力的校核 (28)4.4锁模力的校核 (28)4.5模具厚度校核 (28)4.6开模行程校核 (29)第五章浇注系统设计 (30)5.1主流道设计 (30)5.1.1 主流道浇口套315.2分流道设计 (31)5.2.1 分流道的截面形状315.2.2分流道设计及制造要点 315.3冷料穴设计 (32)5.3.1 Z形头拉料杆的冷料穴325.4浇口设计 (34)第六章脱模机构设计 (34)6.1脱模机构的分类及设计原则 (34)6.1.1 脱模机构的设计原则346.1.2 脱模机构的分类346.2推杆脱模机构设计 (34)6.2.1 推杆脱模机构的组成346.2.2 推杆设计 346.2.3 复位杆设计34第七章温度调节系统设计 (36)7.1冷却时间计算 (36)7.2冷却装置的设计 (36)结束语 (39)致谢 (40)参考文献41第一章绪论1.1塑料模具1.1.1 塑料模具设计的发展塑料模具设计是生产各种工业产品的重要工艺装备,随着塑料工业的迅速发展以及塑料制品在航空、航天、电子、机械、船舶和汽车等工业部门的推广应用,产品对模具的要求越来越高,传统的模具设计方法已无法适应产品更新换代和提高质量的要求。
毕业设计题目智能手机后盖的成型工艺及其模具设计学生姓名XXX专业班级 XXXXXXXXXXXXXXXXXXXXXXXXXXXXX 学号 XXXXXXXXXXX院(部)XXXXXXXXXXX指导教师(职称)XXXXXXXXX 完成时间2016 年 6 月 8日目录摘要 (III)ABSTRACT (IV)1 绪论 (1)1.1 国外模具发展现状 (1)1.2 我国模具发展的现状及发展趋势 (1)1.3 模具发展的主流方向 (1)2 制品的成型工艺 (3)2.1 智能手机后盖的选题背景 (3)2.2 手机后盖结构 (3)2.3 塑料原材料 (4)2.3.1塑件材料的选择 (4)2.3.2塑件材料性能分析 (4)3 模具设计 (5)3.1 选定型腔数量和排列方式 (5)3.2 分型面的确立 (6)3.2.1 分型面的选取原则 (6)3.2.2模仁尺寸的确定 (7)3.3 选取模架 (8)3.4 浇注系统 (10)3.4.1主流道的设计 (10)3.4.2 冷料井和拉料杆的设计 (11)3.4.3 分流道浇口的设计 (12)3.4.4浇口的设计 (12)3.5 顶出系统 (13)3.5.1复位的设计 (14)3.6 侧向分型与抽芯机构的设计 (14)3.7 冷却系统 (16)3.7.1 冷却管道的影响 (16)3.7.2冷却系统 (16)3.7.3冷却道开设原则 (17)3.7.4冷却水道的结构 (17)4 模具的装配 (19)4.1 组件型腔型芯和动模板的装配 (19)4.2 推杆的装配要求 (19)4.3 模具总装配程序 (19)4.4 该模具的装配要求 (20)5 Moldflow成型工艺分析 (21)5.1 模流分析概述 (21)5.2 对塑件进行网格划分 (21)5.3 成型窗口分析 (22)5.4 充填分析 (23)6 结束语 (24)致谢 (25)智能手机后盖的成型工艺及其模具设计摘要塑料在当今世界使用非常广泛,塑料工业也在飞速发展,塑料工业的发展也带动了注塑模具的发展。
模具设计与制造手机后盖的模具设计姓名: *****学号: *****班级: ****指导老师:********* 大学摘要:注射成型是热塑性塑料成型的主要方法之一,可以一次成型形状复杂的精密塑件。
本设计是手机后盖塑料模具的设计,对零件结构进行了工艺分析,采用ABS作为塑件的材料。
采用单分型面,根据模具的型腔数目以及最大注塑量、注射压力、锁模力、模具的安装尺寸等因素选择了注射机,选择成型零部件的尺寸;采用扇形浇口;利用直导柱导向,斜滑顶杆顶料,斜滑顶杆侧抽,同时完成侧抽和顶出完成脱模,并对模具的材料进行了选择,如此设计出的结构可确保模具工作运行可靠。
对模具结构与注射机的匹配进行了校核。
用ProE绘制出模具三维图形,最后利用PROE对型芯和型腔进行了加工仿真,制定了符合要求的数控加工工艺过程。
关键词:手机后盖;ABS;注塑模具;PROE;目录1绪论1.1模具发展的现状1.2存在问题和主要差距1.3发展展望2材料与塑件分析2.1塑件分析2.2塑件材料分析2.3确定塑件设计批量2.4计算塑件的体积和质量3选择塑件的分型面4标准件的选择5 注塑机的选择6 浇注系统的设计7 冷却系统的设计8顶出和导向机构的设计8.1顶出机构的设计8.2导向机构的设计8.3复位机构的设计9成型零件的设计10模具设计总图1 绪论1.1模具发展的现状从第一个塑料产品赛璐珞诞生算起,塑料工业迄今已有120年的历史。
天然高分子加工阶段,这个时期以天然高分子,主要是纤维素的改性和加工为特征。
合成树脂阶段,这个时期是以合成树脂为基础原料生产塑料为特征。
大发展阶段,在这一时期通用塑料的产量迅速增大,聚烯烃塑料在70年代又有聚1-丁烯和聚4-甲基-1-戊烯投入生产。
形成了世界上产量最大的聚烯烃塑料系列。
同时出现了多品种高性能的工程塑料。
21世纪,塑料工业以前所谓有的速度高速发展。
塑料,在各个领域、各个行业乃至国民经济中已拥有举足轻重的不可替代的地位。
手机后盖板模具的设计原理手机后盖板模具的设计原理是基于模具制造工艺和手机后盖板的形状、材料等因素综合考虑的。
下面将详细介绍手机后盖板模具设计的原理及步骤。
首先,在进行手机后盖板模具设计之前,需要充分了解手机后盖板的形状和尺寸要求。
通常情况下,手机后盖板是由塑料制成的,因此需要考虑塑料材料的特性,如收缩率、可加工性等。
同时,根据手机后盖板的设计要求,确定模具的材料及结构。
其次,进行模具的结构设计。
模具的结构设计是非常重要的一步,直接影响模具的性能和使用寿命。
一般而言,手机后盖板模具的结构设计应当考虑以下几个方面:1. 模具的尺寸和重量:要根据手机后盖板的尺寸和形状确定模具的尺寸,同时要考虑到模具的重量,以便于操作和安装。
2. 开合方式:手机后盖板模具可以采用倒切或侧开的方式进行开合,具体选择取决于手机后盖板的形状和工艺要求。
3. 塑料注射系统:塑料注射系统是模具的核心部分,它包括进料系统、射料系统和冷却系统。
要根据手机后盖板的形状和材料特性确定注射系统的设计,保证塑料能够均匀流动并填充整个模具腔体。
4. 排气系统:为了防止在射出过程中产生气泡或缺陷,手机后盖板模具需要设置排气系统,确保模具内部的气体能够顺利排出。
5. 冷却系统:手机后盖板模具在注射过程中会产生大量的热量,因此需要设置冷却系统,以便快速散热,并保证模具的温度稳定。
最后,进行模具零件的设计和制造。
根据模具的结构设计,制作出相应的模具零件,如模具腔体、模具芯块、模具座等。
模具零件的制造通常采用数控机床进行加工,确保零件的精度和质量。
总结起来,手机后盖板模具的设计原理主要包括了了解手机后盖板的形状和材料特性,进行模具的结构设计,确定模具的材料和结构,并进行模具零件的制造。
这些设计原理和步骤的合理运用,可以保证手机后盖板模具的性能和使用寿命,同时满足手机后盖板的生产要求。
手机壳注塑成型工艺与模具设计随着经济全球化的不断深化,模具工业在国民经济中起着越来越重要的作用。
本设计是对手机壳进行设计,从零件的尺寸确定到模具设计完成一个较为完整的塑料模具设计过程。
本套模具浇口采用点浇口,因为塑件内侧具有凸出部分,本模具采用了斜撑销结构,实行了较为简单形式的塑件的成型和推出。
标签:手机壳;注塑模;模具设计1 概述近年来,随着制造行业的不断发展,塑料模具在模具行业中所占比例持续上升。
相信塑料模具的发展对我国的经济发展以及生产技术的提高会产生极其巨大的影响[1]。
2 手机外壳的注塑模具设计2.1 产品功能分析图1为手机壳立体图,上方凹槽功能是为耳机孔及开锁屏键预留,下方凹槽是为外置扬声器和数据线接口开槽。
左侧开槽是为音量键预留位置,其背面圆形孔是为Logo标志而设计,而矩形圆槽则是为摄像头孔。
2.2 成型工艺分析采用一般精度等级5级,大批量生产。
该塑件壁厚约为1.5mm,考虑到壳体浅,且手机壳内部凸出的部分小于5%的凸起,塑料件的脱模设计为强制脱模。
2.3 塑料的选材及性能分析手机壳,常用手触摸,必须耐酸、对电绝缘,化学稳定性好,故选成形材料为丙烯腈-丁二烯-苯乙烯(ABS)[2]。
3 模具设计方案确定3.1 分型面确定本模具在手机壳四周框处进行分型,分型面与开模方向垂直。
3.2 型腔数量确定及排列形式一般认为,每增加一个型腔,制品尺寸的精度会降低4%。
根据公式N-24,经计算初定本套模采用一模两腔。
4 模具设计4.1 注塑机选择4.1.1 注射量计算ABS平均密度为1.09,平均收缩率为0.55%。
通过UG分析功能的测量体,得塑件体积V塑=12.56cm3塑件质量:浇注系统质量:故总体积和总质量:4.1.2 注射机型号选定根据以上计算初步选XS-Z-60/50型卧式注射机。
4.1.3 型腔数量校核(1)根据注射机的最大注射量校核型腔数2.91>2,符合要求。
(2)由注射机料筒塑化速率校核型腔数量145.9>2,符合要求。
手机壳注塑成型工艺与模具设计随着手机成为人们生活中必不可少的伴侣,手机壳也成为了一个不可或缺的配件。
同时,手机壳也是一项广受欢迎的DIY 活动,许多人喜欢根据自己的喜好和风格来制作独一无二的手机壳。
那么,手机壳是如何注塑成型的呢?模具设计又是如何实现的呢?本文旨在介绍手机壳注塑成型工艺与模具设计。
首先,让我们来了解一下注塑成型工艺。
注塑成型是目前手机壳制造的主流工艺之一。
注塑成型是指将熔化的塑料注入到模具中,经过冷却凝固后,获得一定形状的制品的加工方法。
这种方法具有生产效率高、工艺稳定、产品质量好等优点。
注塑成型主要由以下几个步骤组成。
第一步:模具设计。
模具是注塑过程中必不可少的一部分,它直接决定了制品的形状、尺寸和质量。
模具的设计需要根据产品的功能要求、注塑机的型号、生产数量等因素进行综合考虑。
在设计模具时,需要考虑到产品的内部结构和外观,同时要充分考虑材料的流动性和收缩率,以保证制品的质量和尺寸精度。
第二步:原料准备。
在注塑成型中,制品是由熔化的塑料制成的。
因此,需要准备好所需的塑料原料,并在注塑机上设定合适的参数,如温度、压力等。
第三步:注塑成型。
将已经熔化的塑料注入到模具中,并进行冷却。
冷却时间取决于所使用的原料和模具的大小。
注塑成型过程需要保证原料的流动性和可塑性,同时要避免出现压力过大或过小的情况。
第四步:制品取出。
当制品冷却后,需要将其取出并进行后续处理。
这通常包括去除多余的料边、打磨表面、标记等。
虽然注塑成型的步骤比较简单,但涉及到的因素很多,如果要生产出高质量的手机壳,模具设计和原材料选择、注塑参数掌控、品控都需要得到严格管控和相关专业技术支持。
接下来,我们来了解一下手机壳注塑成型中模具设计的相关内容。
手机壳注塑模具主要由模具座、模具芯和模具套组成。
模具座是指固定模具芯、模具套的部分。
它需要具备一定强度和刚度,同时需要具备一定的加工精度。
模具芯是指制品的内部结构部分,它需要具备一定的刚度和硬度,保证制品结构的稳定性和协调性。
毕业设计题目智能手机后盖的成型工艺及其模具设计学生姓名XXX专业班级XXXXXXXXXXXXXXXXXXXXXXXXXXXXX 学号XXXXXXXXXXX院(部)XXXXXXXXXXX指导教师(职称)XXXXXXXXX完成时间2016 年6 月8日目录摘要 (III)ABSTRACT (V)1绪论11.1国外模具发展现状11.2 我国模具发展的现状及发展趋势11.3 模具发展的主流方向22制品的成型工艺32.1智能手机后盖的选题背景32.2手机后盖结构42.3 塑料原材料52.3.1塑件材料的选择52.3.2塑件材料性能分析53 模具设计53.1 选定型腔数量和排列方式53.2分型面的确立73.2.1分型面的选取原则73.2.2模仁尺寸的确定83.3选取模架93.4 浇注系统113.4.1主流道的设计113.4.2 冷料井和拉料杆的设计133.4.3分流道浇口的设计143.4.4浇口的设计153.5 顶出系统163.5.1 复位的设计173.6 侧向分型及抽芯机构的设计173.7 冷却系统193.7.1冷却管道的影响193.7.2冷却系统203.7.3冷却道开设原则203.7.4冷却水道的结构214 模具的装配224.1 组件型腔型芯和动模板的装配224.2 推杆的装配要求234.3 模具总装配程序234.4 该模具的装配要求245 Moldflow成型工艺分析255.1模流分析概述255.2对塑件进行网格划分265.3 成型窗口分析275.4 充填分析276 结束语29致谢30智能手机后盖的成型工艺及其模具设计摘要塑料在当今世界使用非常广泛,塑料工业也在飞速发展,塑料工业的发展也带动了注塑模具的发展。
着重研究注塑模具对认识塑料产品的生产过程,以及提高产品质量有很大意义。
本次设计针对产品注射成型的基本过程。
首先选取合适的智能手机后盖,利用UG进行分模;方便模具制作滑块;设计浇注系统、冷却系统、顶出系统;制作模具装配图。
利用CAD绘制装配图及其零件图。
也相应的介绍了标准模架的选择。
另外有冲模时间,最佳浇口选择。
利用CAE软件及其CAD软件进行模具设计能够大大提高工作效率,在设计过程中可以提前预知设计效果,Moldflow可以预测产品性能,这些软件对今后模具设计依然有很大影响。
关键词:塑料;注塑模具;模具结构Smartphoneback cover injection mold designABSTRACTPlastic is widely used in the world today, the plastics industry is also developing rapidly, the development of the plastics industry has also led to the development of injection molds. It focuses on the understanding of the production process of plastic injection mold plastic products, and improve product quality has a great significance.The basic design process for injection-molded products. First, select the appropriate smartphone cover, use of UG parting; mold making easy slider; design gating system, cooling system, ejection system; making mold assembly drawing. The use of CAD assembly drawing and part drawing. Accordingly it introduced a selection of standard mold. Die Another time, choose the best gate.The use of CAE software and CAD software for mold design can greatly improve efficiency in the design process,design effects can be predicted in advance, Moldflow can predict product performance, mold design software for the future still has a great influence.Keywords:Plastic; Injection mould; Themould structure1 绪论1.1 国外模具发展现状高新技术的成熟得到广泛运用,其中模具发达的国家欧美利用高新技术不断谱写新的篇章,充分利用高新技术快速生产出优质的模具。
随着CAD/CAE/CAM的广泛应用,实现了信息技术带动模具工业的发展,并且大大提高其优越性。
目前模具相对发达的国家有美国,德国,日本等,对于高精度模具的开发以及复合性模具的开发都遥遥领先于其他国家。
同时培养出一大批精干的技术研发人员。
由于CAD/CAE/CAM的广泛运用,已经可以越过二维图阶段,3D设计已经达到60%~90%。
PRO/E、UG等软件运用很广泛,这些软件既能完成2D绘制,又能完成3D 建模。
把信息化带入到工业生产中显著提高了其生产效率,使制造业进入到自动化时代,对精度有了极大的提升。
随着计算机的广泛应用,硬件也在不断提升,工业发达的国家CAD/CAE/CAM技术也不断提升,在计算机上进行成型过程分析有效的减少了模具报废以及返修的情况,模具的质量得到了提高,成本逐渐减少。
1.2 我国模具发展的现状及发展趋势我国塑料模具的发展极其迅速。
越来越多的人认识到模具的重要性,模具技术水平的高低可以衡量一个国家制造业水平高低。
我国也逐渐广泛使用CAD/CAE/CAM,目前我国是世界上最大的模具进口国。
相比模具发达国家我国模具在其技术上还是比较落后,专用模具钢材料钢品种太少,很大程度限制了我国模具制造。
CAD、CAE、Flow Cool常用软件应用比例并不高;专业的模具工厂少;目前企业缺乏专业性,多数企业追求大而全。
只有提高模具设计水平及其制造水平才能有更好的国际竞争力。
近年来,我国模具行业结构也在不断调整,体制改革也在加快步伐。
我国注重了精密模具、复杂模具、中高档模具、大型模具、长寿命模具及其模具标准件的发展,使得发展速度超过了一般模具。
压铸模和塑料模的比例增大;专业的模具厂也在增多,生产能力也在增加。
“三资”及其私营企业的迅速发展等。
1.3 模具发展的主流方向科学技术的不断进步促使模具发展的步伐越来越快,塑件质量的要求也不断提高,模具技术也在向高效率、高精度、微型、大型、自动化、精密、高寿命的方向发展。
主要表现在以下方面:(1)成型塑料理论的研究进展;(2)新的成型方法不断出现;(3)塑件趋向于精密化、超大型化以及微型化;(4)开发出新型模具材料;(5)模具CAD/CAM/CAE技术发展迅速;(6)模具大量采用标准化。
2 制品的成型工艺2.1智能手机后盖的选题背景随着科技的发展通讯已经成为了全世界必不可少的部分,手机自然也成为了我们的必需品。
手机的出现使得我们通讯更加方便,相比固定电话更容易携带,手机发展速度极快,每年都会有大量的新手机出现在市场,手机功能也由原来的只是用来打电话发短信时代过渡到智能时代,只能手机很大程度的方便了我们的生活,也成为了我们生活中必不可少的工具。
随着我们对手机的功能要求不断提高,也对机身外观以及手感不断提高要求,只有自己感觉漂亮而且手感又好的手机才能成为自己最好的通讯工具。
由此可见,智能手机后盖也是机身并不能忽视的部分,后盖决定手感。
在如今手机科技不断发展的时代里,手机配置都达到了顶峰,所以外观漂亮并且手感完美的手机会成为人们最佳选择。
综上所述,智能手机已经必不可少,手机后盖工艺也要得到提高,制造出完美的手感才是当今手机市场竞争的最大法宝。
2.2 手机后盖结构此设计塑件是智能手机后盖造型,塑件为长方体形状,由于是用在外面,所以对精度,尺寸的要求并不高,经过对此智能手机后盖分析,选择一般精度等级13级精度即可。
智能手机后盖塑件的形状如图2-1所示。
可以看出,此塑件轮廓相对规则,相对容易容易模塑,分模方向相对容易选择,其厚度也较小,比较容易脱模即采用单分型面。
图2-1 智能手机后盖塑件图该塑件长度约126mm,宽约86mm,高度约6.8mm。
为了减小成型时流动阻力并且能充满型腔,不浪费原材料,也能提高固化效率,壁厚不宜过大也不宜过小,即选择塑件壁厚为1mm合适。
2.3 塑料原材料2.3.1塑件材料的选择市面上适用于手机后盖的材料有很多,主要有PP,PE,PVC,ABS 等,根据市场调查,智能手机后盖选取ABS作为材料。
2.3.2 塑件材料性能分析ABS ,热塑性塑料,英文全称为:acrylonitrile-butadiene-styrene copolymer,中文:ABS上研发出是在聚苯在聚苯乙烯树丙烯烯腈-丁二烯-苯的基础烯共聚物。
来的一种新型塑料。
它是三元共聚物,其中三个单体分别是丙烯晴、丁二烯以及苯乙烯。
在性能方面表现极其优异,在其坚固、坚硬、坚韧等方面都有优良性能。
塑件材料选择也要兼顾经济效益,该材料价格较低,并且供给量很大,已经是应用范围最广泛,产量最高的工程材料。
3 模具设计3.1 选定型腔数量和排列方式模具型腔数量的确定(1)塑件制品均已批量生产为主,并且还要在合理的交货期内完成生产加工,另外还有塑件成本的考虑。
批量生产适合选用多型腔来提高生产效率,但是多型腔的选择会给制品精度带来影响,根据调查增加一个型腔,会影响制品尺寸精度的4%。
(2)在质量要求方面,根据制品精度要求的高低选定型腔数量,对于精度要求过高的产品使用一模多腔未必有利,对于精度较低的制品采用一模多腔更有效率,所以应该严格根据精度要求来确定模腔数量。
(3)注塑机的选择对型腔数量也有影响,注塑机的能力很大程度决定塑料塑化效率,使得塑化塑料可以迅速到达型腔。
(4)根据塑件本身形状尺寸的大小以及品种来确定型腔数目。
模具型腔数目决定其生产效率,基于经济性考虑,并不能盲目选择型腔数目,另一方面精度也要有一定的保证。
经过分析本设计选择一模四腔比较合适。
型腔排列方式(1)从加工生产效率方面来说,应该保证各型腔压力能够平均分的型腔总压力。