钳工钻孔转速与进给量表
- 格式:xls
- 大小:17.00 KB
- 文档页数:1
无论是在传统的机床、数控加工中心铣削切削加工,还是主流的机器人、机械手切削加工,能否进行完美的切削抛光等加工精密处理,主轴的转速和走刀速度及铣刀的选择是关键中的关键,特别是对于比较坚硬的材质如不锈钢,结构钢,模具钢,奥氏体,马氏体等的切削,这是极为考验主轴转速设置,稍有不慎轻则断刀,甚至造成对主轴的损害。
下面我们先来一起了解下钻床主轴转速相关参数。
钻床主轴转数参照表如下:一.技术参数1、最大钻孔直径50 mm2、主轴中心线至立柱母线距离最大1600 mm;最小350 mm3、主轴端面至底座工作面距离最大1215 mm;最小315 mm4、主轴箱水平移动距离1250 mm5、摇臂升降距离600 mm6、摇臂升降速度1.2m/min7、摇臂回转角度+180°(360°)8、主轴锥孔(莫氏) No.5 Morse。
9、主轴行程315 mm10、刻度盘第转钻孔深度122.5 mm。
11、主轴允许最大扭转力矩500N·m12、主轴允许最大进给抗力18kN13、主轴转速级数16 (25/40/63/80/100/125/160/200/250/320/400/500/630/800/1250/2000)14、主轴变速范围25-2000 r/min15、主轴进给量级数160.04/0.06/0.10/0.13/0.16/0.20/0.25/0.32/0.40/0.50/0.63/0.80/1.00/1.25/2.00/3.2016、主轴进给量范围0.04-3.2 mm/r17、主电机功率4 kw 升降电机1.5KW18、电压380 V19、机床净重重量3500 kg;毛重4000 kg20、机床轮廓尺寸(长*宽*高) 249 *104*284 cm钻床指主要用钻头在工件上加工孔的机床。
通常钻头旋转为主运动,钻头轴向移动为进给运动。
钻床结构简单,加工精度相对较低,可钻通孔、盲孔,更换特殊刀具,可扩、锪孔,铰孔或进行攻丝等加工。
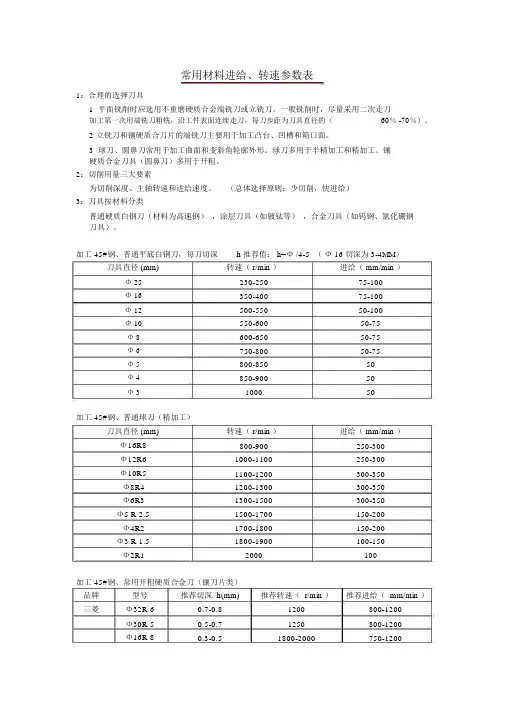
常用材料进给、转速参数表1:合理的选择刀具1平面铣削时应选用不重磨硬质合金端铣刀或立铣刀。
一般铣削时,尽量采用二次走刀加工第一次用端铣刀粗铣,沿工件表面连续走刀,每刀步距为刀具直径的(60% -70%)。
2立铣刀和镶硬质合刀片的端铣刀主要用于加工凸台、凹槽和箱口面。
3球刀、圆鼻刀常用于加工曲面和变斜角轮廓外形。
球刀多用于半精加工和精加工。
镶硬质合金刀具(圆鼻刀)多用于开粗。
2:切削用量三大要素为切削深度、主轴转速和进给速度。
(总体选择原则:少切削,快进给)3:刀具按材料分类普通硬质白钢刀(材料为高速钢),涂层刀具(如镀钛等),合金刀具(如钨钢、氮化硼钢刀具)。
加工 45#钢、普通平底白钢刀,每刀切深h 推荐值: h=Ф /4-5(Ф 16 切深为 3-4MM)刀具直径 (mm)转速( r/min )进给( mm/min )Ф 25230-25075-100Ф 16350-40075-100Ф 12500-55050-100Ф 10550-60050-75Ф 8600-65050-75Ф 6750-80050-75Ф 5800-85050Ф 4850-90050Ф 3100050加工 45#钢、普通球刀(精加工)刀具直径 (mm)转速( r/min )进给( mm/min )Ф16R8800-900250-300Ф12R61000-1100250-300Ф10R51100-1200300-350Ф8R41200-1300300-350Ф6R31300-1500300-350Ф5 R 2.51500-1700150-200Ф4R21700-1800150-200Ф3 R 1.51800-1900100-150Ф2R12000100加工 45#钢、常用开粗硬质合金刀(镶刀片类)品牌型号推荐切深 h(mm)推荐转速( r/min )推荐进给( mm/min )三菱Ф32R 60.7-0.81200800-1200Ф30R 50.5-0.71250800-1200Ф16R 80.3-0.51800-2000750-1200加工 45#钢、常用精加工硬质合金刀品牌型号推荐刀间距 (mm)推荐转速( r/min )推荐进给( mm/min )三菱Ф 25 R 12.50.4-0.51800750-1200Ф16R80.3-0.42000-2200750-1200Ф12R60.2-0.32250-2300750-1000Ф10R50.15-0.252500-2650500-750加工 738、718H 、738H硬质合金刀具单位 MM MM ( r/min )( mm/min ) MM刀具直径凸出量转速开粗 /光刀进给开粗 /光刀Z 步进开粗 /光刀D35R51201500/20002000/12000.8/0.5D32R51201500/20002000/12000.8/0.5D32R0.81201500/20002000/12000.6/0.5D30R51201600/20002000/12000.8/0.5D25R51201800/20001800/10000.8/0.5D25R0.81201800/20001500/10000.6/0.5D25R0.81201800/20001500/10000.5/0.4D16R0.81001800/20001500/10000.5/0.3D16R0.41001800/20001500/10000.5/0.3D1*******/22001500/10000.4/0.3D1*******/22001200/8000.4/0.3D8302000/22001200/8000.35/0.25D6302200/25001000/8000.3/0.2D5302000/22001200/8000.35/0.25D4152200/25001000/8000.25/0.15D3152500/28001000/8000.25/0.15D2152800/3000800/6000.2/0.1D1153000/3500800/6000.2/0.1加工 738、718H 、738H硬质合金刀具单位 MM MM ( r/min )( mm/min ) MM刀具直径凸出量转速中光 /光刀进给中光 /光刀Z 步进中光 /光刀D16R81001800/20001500/12000.5/0.2D12R61002200/25001500/12000.4/0.15D10R5602500/28001300/11000.4/0.15D8R4502800/30001200/10000.35/0.15D6R3353000/35001200/10000.3/0.15D5R2.5353000/35001200/10000.3/0.12D4R2203000/35001000/8000.25/0.12D3R1.5153000/35001000/8000.2/0.1D2R1153500/4000900/7000.15/0.08加工紫铜硬质合金刀具单位 MM MM(r/min )(mm/min)MM 刀具直径凸出量转速开粗 /光刀进给开粗 /光刀Z 步进开粗 /光刀D40R0.81201800/20002500/12001/0.5D32R0.81201800/25002500/12001/0.5D25R0.81202000/25002500/12001/0.5D20R0.81202000/26002200/12001/0.5D16R0.81002000/26002000/10000.8/0.4 D16R0.41002000/26002000/10000.8/0.4D1*******/25001800/8000.6/0.4D1*******/25001500/8000.6/0.3D8452200/25001200/8000.5/0.2D6352200/25001200/8000.4/0.2D5352500/28001200/8000.4/0.2D4202500/30001200/8000.4/0.15D3152800/35001200/8000.3/0.2D2103000/35001000/8000.2/0.1D1103500/3800800/7000.2/0.1D12R61002200/25001500/12000.4/0.2D10R5602500/27001500/12000.35/0.15 D8R4502600/28001500/12000.35/0.15 D6R3402800/30001200/10000.3/0.15 D5R2.5302800/30001100/10000.25/0.15 D4R2203000/33001000/9000.2/0.15 D3R1.5153000/35001000/9000.2/0.1D2R1103000/3500900/8000.2/0.1 D1.5R0.75103500/4000800/6000.12/0.08 D1R0.553500/4000700/6000.12/0.05加工紫铜高速钢刀具单位 MM MM (r/min )(mm/min )MM刀具直径凸出量转速开粗 /光刀进给开粗 /光刀Z 步进开粗 /光刀侧向步进D1*******/10001800/3001/0.5(0.1)D1*******/12001800/3001/0.5(0.1)D1*******/14001800/3001/0.5(0.1)D1*******/18001500/3001/0.5(0.1)D8451800/20001500/2000.8/0.5(0.1)D6352000/22001200/2000.6/0.5(0.1)D5352200/25001200/2000.6/0.5(0.1)注: D 表示刀具直径( D16R0.8 表示刀具直径为16,刀角半径为 0.8开粗即粗加工,中光即半精加工,光刀即精加工。
钻头切削参数表
编辑整理:
尊敬的读者朋友们:
这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(钻头切削参数表)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为钻头切削参数表的全部内容。
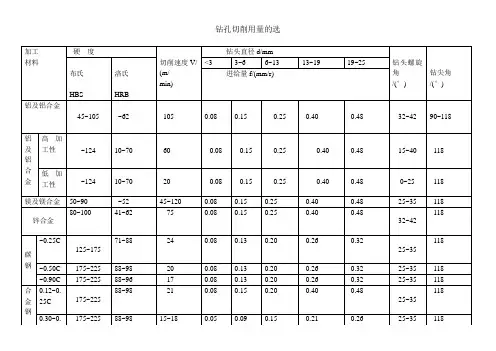
钻孔切削用量的选用(1)高速钢钻头钻削不同材料的切削用量
(2)硬质合金钻头钻削不同材料的切削用量。
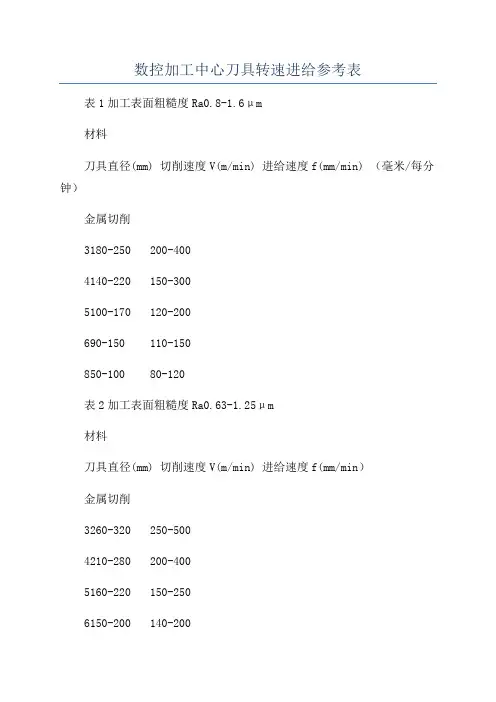
数控加工中心刀具转速进给参考表表1加工表面粗糙度Ra0.8-1.6μm材料刀具直径(mm) 切削速度V(m/min) 进给速度f(mm/min) (毫米/每分钟)金属切削3 180-250 200-4004 140-220 150-3005 100-170 120-2006 90-150 110-1508 50-100 80-120表2加工表面粗糙度Ra0.63-1.25μm材料刀具直径(mm) 切削速度V(m/min) 进给速度f(mm/min)金属切削3 260-320 250-5004 210-280 200-4005 160-220 150-2506 150-200 140-2008 90-150 100-140表3加工表面粗糙度Ra0.4-0.8μm材料刀具直径(mm) 切削速度V(m/min) 进给速度f(mm/min)金属切削3 330-400 300-5004 270-350 250-4005 210-260 200-2506 200-240 180-2008 120-170 100-130表4加工表面粗糙度Ra0.25-0.5μm材料刀具直径(mm) 切削速度V(m/min) 进给速度f(mm/min)金属切削3 410-480 400-6004 350-430 300-5005 290-360 250-3506 280-320 220-2608 160-210 130-160表5加工表面粗糙度Ra0.16-0.4μm材料刀具直径(mm) 切削速度V(m/min) 进给速度f(m/min)金属切削3 490-560 400-7004 430-510 350-6005 360-440 300-4506 340-380 260-3208 210-260 160-210表6加工表面粗糙度Ra0.1-0.25μm材料刀具直径(mm) 切削速度V(m/min) 进给速度f(mm/min)金属切削3 570-650 450-7504 510-590 400-6505 440-520 350-5006 420-460 320-3608 260-310 210-260表7加工表面粗糙度Ra0.06-0.16μm材料。
钻床的转速和进给量计算?不同直径的钻头钻孔时的转速直径越小转速越高反之就低直径2mm 二万转直径40mm 32转主要是看出屑铁屑出来只能是原色的不能发焦也不能是一块块的发焦说明转速太高需要降速一块块说明进刀量不够抖动说明转头需要磨了进给量你把连着很长的铁屑量一下它的厚度就是你的进给量加工时需要冷却水大孔加工转速不要太快太快容易使转头变色(发焦)造成转头退火最终报废小转头转速要快进给量稍慢快了容易折断转头注意出屑磨转头可是个学问哦注意积累经验、再问铣床、钻床标签:铣床钻床机床光洁度刀具回答:4 浏览:760 提问时间:2008-01-22 12:391、在操作铣床和钻床的时候,如果提高进给速度,就会出现加工面光洁度不好、刀具容易磨损的问题,这种问题在工件材料、刀具材料、刀具几何参数不变的情况下,可不可以提高主轴的转速从而提高机床的进给速度?使得加工面的光洁度保持一样(或者差不多).2、要提高机床的进给速度,有什么其它更好的办法?谢谢!相关资料:陶瓷刀片在模具硬铣削加工中的优势.PDF给你一个铣工资料,你的问题应该了解这些后再讨论:为了保证平面铣削的顺利进行,在开始铣削之前,应对整个过程有个清楚的估计。
比如要进行的是粗铣还是精铣?所加工的表面是否将作为基准?铣削过程中表面粗糙度、尺寸精度会有多大变化?另外,还需要正确选择铣刀的切削参数。
本文分析了需要考虑的重点内容。
铣刀刀体的选择铣刀的价格比较贵,一把直径为100mm的面铣刀刀体价格可能要超过600美元,所以应慎重选择,以能达到真正适合具体的加工需要。
首先,在选择一把铣刀时,要考虑它的齿数。
例如直径为100mm的粗齿铣刀只有6个齿,而直径为100mm的密齿铣刀却可有8个齿。
齿距的大小将决定铣削时同时参与切削的刀齿数目,影响到切削的平稳性和对机床切率的要求。
每个铣刀生产厂家都有它自己的粗齿、密齿面铣刀系列。
在进行重负荷粗铣时,过大的切削力可使刚性较差的机床产生振颤。
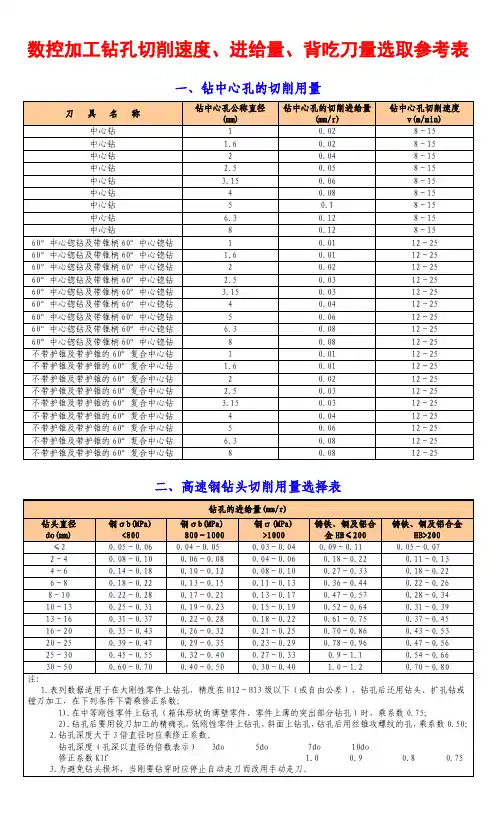
数控加工钻孔切削速度、进给量、背吃刀量选取参考表
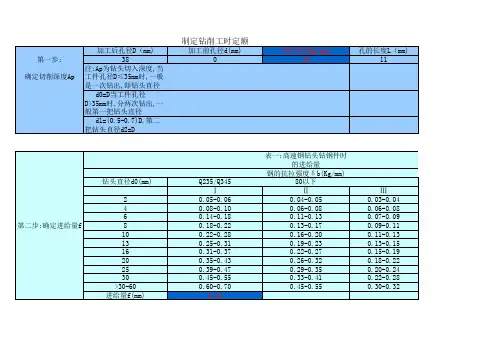
一、钻中心孔的切削用量
二、高速钢钻头切削用量选择表
三、高速钢钻头加工不同材料的切削速度(m/min)
四、硬质合金钻头切削用量选择
五、硬质合金钻头加工不同材料的切削速度(m/min)
六、高速钢及硬质合金钻头扩孔切削用量选择表
七、高速钢扩孔钻扩孔时的切削速度m/min
八、硬质合金扩孔钻扩孔时的切削速度m/min
九、铰刀铰削切削用量选择表
十、高速钢铰刀粗铰削的切削速度m/min(粗铰)
十一、高速钢铰刀铰削的切削速度m/min(精铰)。
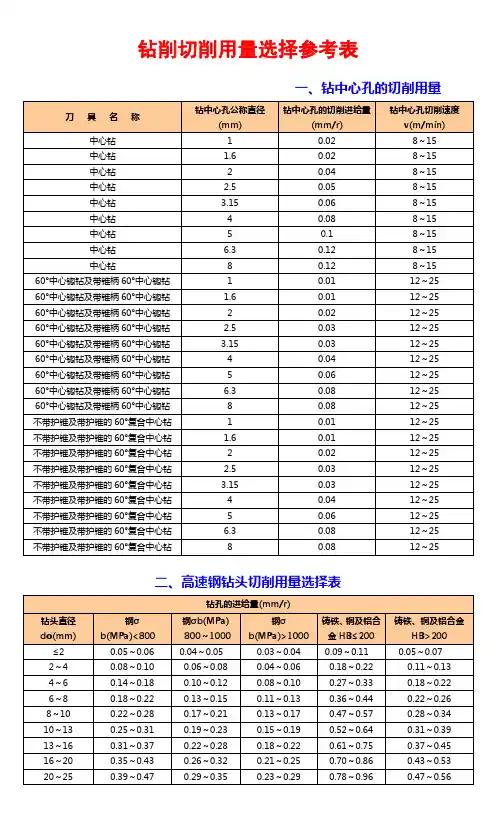
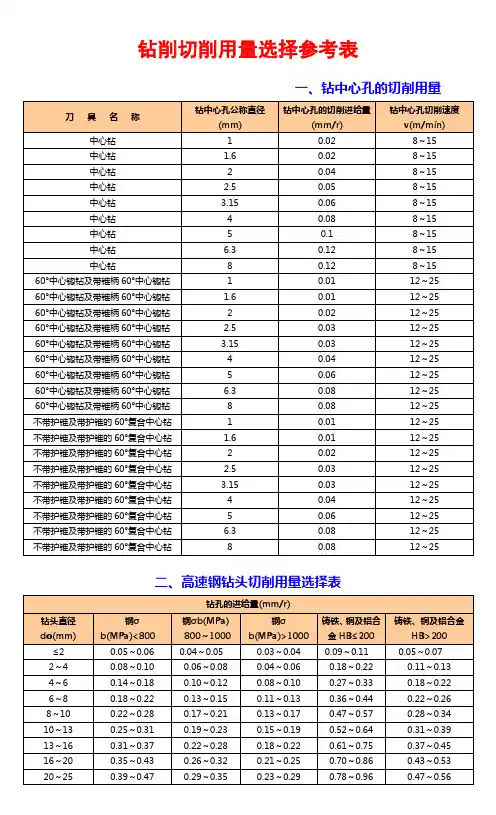
钻削切削用量选择参考表
一、钻中心孔的切削用量
二、高速钢钻头切削用量选择表
3.为避免钻头损坏,当刚要钻穿时应停止自动走刀而改用手动走刀。
三、加工不同材料的切削速度(m/min)
四、硬质合金钻头切削用量选择
五、加工不同材料的切削速度(m/min)
六、高速钢及硬质合金切削用量选择表
七、高速钢扩孔钻扩孔时的切削速度m/min
八、硬质合金扩孔钻扩孔时的切削速度m/min
九、铰刀铰削切削用量选择表
十、高速钢铰刀粗铰削的切削速度m/min(粗铰)
十一、高速钢铰刀铰削的切削速度m/min(精铰)。