数控机床主传动系统方案
- 格式:ppt
- 大小:8.63 MB
- 文档页数:65
数控机床的主传动系统方式
1、数控机床对其主传动系统要求:
机床原点、坐标系和参考点
1)调速功能
2)功率要求
3)精度要求
4)动态响应性能
2、主传动方式
主轴在数控机床机械结构中起了非常重要的地位,如图1所示。
图数控机床的主轴系统
数控机床的主传动方式主要有三种:
1)带有二级齿轮变速的主传动方式。
2)通过定比传动的主传动方式,如1所示,主轴电机经定比传动传递给主轴,定比传动采用齿轮传动或带传动。
3)由主轴电机直接驱动的主传动方式,如图2所示。
图2 同步齿形带主传动方式图3 电主轴(电机直接驱动的主传动方式)
3、主轴部件结构
数控机床的主轴部件包括主轴、主轴的支承轴承和安装在主轴上的传动零件等。
主轴部件是机床的重要部件,其结构的先进性已成为衡量机床水平的标志之一。
4、主轴部件的支承
机床主轴带着刀具或夹具在支承件中作回转运动,需要传递切削扭矩,承受切削抗力,并保证必要的旋转精度。
数控机床主轴支承根据主轴部件的转速、承载能力及回转精度等要求的不同而采用不同种类的轴承。
5、主轴的准停装置
主轴的准停是指数控机床的主轴每次能准确停止在一个固定的位置上。
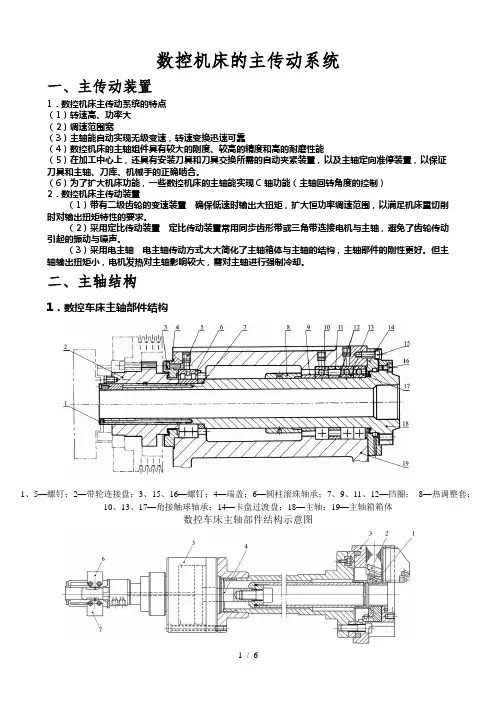
数控机床的主传动系统一、主传动装置1.数控机床主传动系统的特点(1)转速高、功率大(2)调速范围宽(3)主轴能自动实现无级变速,转速变换迅速可靠(4)数控机床的主轴组件具有较大的刚度、较高的精度和高的耐磨性能(5)在加工中心上,还具有安装刀具和刀具交换所需的自动夹紧装置,以及主轴定向准停装置,以保证刀具和主轴、刀库、机械手的正确啮合。
(6)为了扩大机床功能,一些数控机床的主轴能实现C轴功能(主轴回转角度的控制)2.数控机床主传动装置(1)带有二级齿轮的变速装置确保低速时输出大扭矩,扩大恒功率调速范围,以满足机床重切削时对输出扭矩特性的要求。
(2)采用定比传动装置定比传动装置常用同步齿形带或三角带连接电机与主轴,避免了齿轮传动引起的振动与噪声。
(3)采用电主轴电主轴传动方式大大简化了主轴箱体与主轴的结构,主轴部件的刚性更好。
但主轴输出扭矩小,电机发热对主轴影响较大,需对主轴进行强制冷却。
二、主轴结构1.数控车床主轴部件结构1、5—螺钉;2—带轮连接盘;3、15、16—螺钉;4—端盖;6—圆柱滚珠轴承;7、9、11、12—挡圈;8—热调整套;10、13、17—角接触球轴承;14—卡盘过渡盘;18—主轴;19—主轴箱箱体数控车床主轴部件结构示意图(2)主轴准停装置1—驱动爪; 2—卡爪; 3—卡盘;4—活塞杆;5—液压缸; 6、7—行程开关液压驱动动力的自定心夹盘2.数控加工中心(镗、铣床)主轴部件结构 (1)刀具夹紧装置和切屑清除装置1-刀架;2-拉钉;3-主轴;4-拉杆;5-碟形弹簧;6-活塞;7-液压缸(或气缸);8、10-行程开关;9-压缩空气管接头;11-弹簧;12-钢球;13-端面键数控立式加工中心主轴部件1-多楔带轮;2-磁传感器;3-永久磁铁;4-垫片;5-主轴主轴准停装置的工作原理3.内装电主轴的主轴部件结构1-刀具系统;2、9-捕捉轴承;3、8-传感器;4、7-径向轴承;5-轴向推力轴承;6-高频电动机;10-冷却水管路;11-气-液压力放大器用磁悬浮轴承的高速加工中心电主轴部件电主轴主要融合了以下技术: (1)高速电机技术 其关键技术是高速度下的动平衡。


第一章前言1.1 数控机床的发展概况数控机床是现代制造业的关键设备,一个国家数控机床的产量和技术水平在某种程度上就代表这个国家的制造业水平和竞争力。
我国现在已基本掌握了从数控系统、伺服驱动、数控主机、专机及其配套件的基础技术,其中大部分技术已具备进行商品化开发的基础,部分技术已商品化、产业化。
初步形成了数控产业基地。
在攻关成果和部分技术商品化的基础上,建立了诸如华中数控、航天数控等具有批量生产能力的数控系统生产厂。
兰州电机厂、华中数控等一批伺服系统和伺服电机生产厂以及北京第一机床厂、济南第一机床厂等若干数控主机生产厂。
这些生产厂基本形成了我国的数控产业基地。
建立了一支数控研究、开发、管理人才的基本队伍。
虽然在数控技术的研究开发以及产业化方面取得了长足的进步,但我们也要清醒地认识到,我国高端数控技术的研究开发,尤其是在产业化方面的技术水平现状与我国的现实需求还有较大的差距。
虽然从纵向看我国的发展速度很快,但横向比(与国外对比)不仅技术水平有差距,在某些方面发展速度也有差距,即一些高精尖的数控装备的技术水平差距有扩大趋势。
1.2 数控机床的未来发展趋势1) 高速化。
随着汽车、航空航天工业的发展,铝合金及其他新材料的应用日益广泛,对高速加工的需求越来越强劲。
2) 高精度。
机床的加工精度,以及其可重复性和可信赖度高,性能长期稳定,能够在不同运行条件下“保证”零件的加工质量。
3) 工序集约化。
在一台机床上尽可能加工完毕一个零件的所有工序,同时又保持机床的通用性,能够迅速适应加工对象的改变。
4) 机床的智能化。
加工设备不仅提供“体力”,也有“头脑”,能够在线监测工况、独立自主地管理自己,并与企业的生产管理系统通信。
5) 机床的微型化。
随着各种产品的小型化以及微机电系统的迅速发展,对机床微型化提出了强烈的需求。
1.3 数控机床的主传动系统主传动系统是实现主运动的传动系统,它的转速高、传递的功率大,是数控机床的关键部件之一。