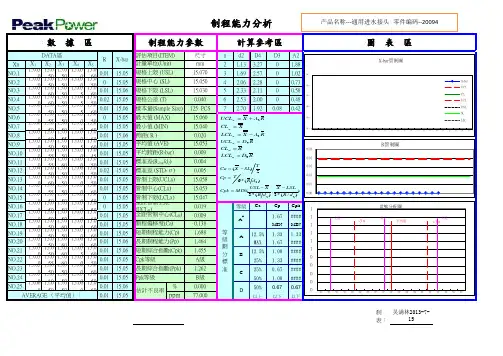
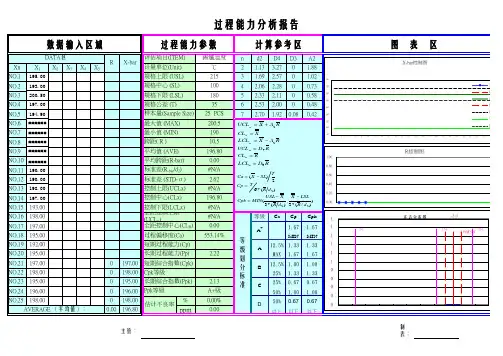
过程能力分析报告(图表)
- 格式:xls
- 大小:66.50 KB
- 文档页数:1

过程能力分析minitab版过程能力概述(Process Capability Overview)在过程处于统计控制状态之后,即生产比较稳定时,你很可能希望知道过程能力,也即满足规格界限和生产良品的能力。
你可以将过程变差的宽度与规格界限的差距进行对比来片段过程能力。
在评价其能力之前,过程应该处于控制状态,否则,你得出的过程能力的估计是不正确的。
你可以画能力条形图和能力点图来评价过程能力,这些图形可以帮助你评价数据的分布并验证过程是否受控。
你还可以计算过程指数,即规范公差与自然过程变差的比值。
过程指数是评价过程能力的一个简单方法。
因为它们无单位,你可以用能力统计量来比较不同的过程。
一、选择能力命令(Choosing a capability command)Minitab提供了许多不同的能力分析命令,你可以根据数据的属性及其分布来选择适当的命令。
你可以为以下几个方面进行能力分析:正态或Weibull概率模型(适合于测量数据)很可能来源于具有明显组间变差的总体的正态数据二项分布或泊松概率分布模型(适合于属性数据或计数数据)注:如果你的数据倾斜严重,你可以利用Box-Cox转换或使用Weibull 概率模型。
在进行能力分析时,选择正确的分布是必要的。
例如:Minitab 提供基于正态和Weibull概率模型的能力分析。
使用正态概率模型的命令提供更完整的一系列的统计量,但是你的数据必须近似服从正态分布以保证统计量适合于这些数据。
举例来说,Analysis (Normal) 利用正态概率模型来估计期望的PPM。
这些统计量的结实依赖于两个假设:数据来自于稳定的过程,且近似服从的正态分布。
类似地,Capability Analysis (Weibull) 利用Weibull 分布模型计算PPM。
在两种情况下,统计的有效性依赖于假设的分布的有效性。
如果数据倾斜严重,基于正态分布的概率会提供对实际的超出规格的概率做比较差的统计。
过程能力概述(Process CapabilityOverview)在过程处于统计控制状态之后,即生产比较稳定时,你很可能希望知道过程能力,也即满足规格界限和生产良品的能力。
你可以将过程变差的宽度与规格界限的差距进行对比来片段过程能力。
在评价其能力之前,过程应该处于控制状态,否则,你得出的过程能力的估计是不正确的。
你可以画能力条形图和能力点图来评价过程能力,这些图形可以帮助你评价数据的分布并验证过程是否受控。
你还可以计算过程指数,即规范公差与自然过程变差的比值。
过程指数是评价过程能力的一个简单方法。
因为它们无单位,你可以用能力统计量来比较不同的过程。
一、选择能力命令(Choosing a capability command)Minitab提供了许多不同的能力分析命令,你可以根据数据的属性及其分布来选择适当的命令。
你可以为以下几个方面进行能力分析:⏹正态或Weibull概率模型(适合于测量数据)⏹很可能来源于具有明显组间变差的总体的正态数据⏹二项分布或泊松概率分布模型(适合于属性数据或计数数据)注:如果你的数据倾斜严重,你可以利用Box-Cox转换或使用Weibull 概率模型。
在进行能力分析时,选择正确的分布是必要的。
例如:Minitab提供基于正态和Weibull概率模型的能力分析。
使用正态概率模型的命令提供更完整的一系列的统计量,但是你的数据必须近似服从正态分布以保证统计量适合于这些数据。
举例来说,Analysis (Normal) 利用正态概率模型来估计期望的PPM。
这些统计量的结实依赖于两个假设:数据来自于稳定的过程,且近似服从的正态分布。
类似地,Capability Analysis (Weibull) 利用Weibull 分布模型计算PPM。
在两种情况下,统计的有效性依赖于假设的分布的有效性。
如果数据倾斜严重,基于正态分布的概率会提供对实际的超出规格的概率做比较差的统计。
这种情况下,转化数据使其更近似于正态分布,或为数据选择不同的概率模型。
目一、波动的概念录二、连续数据过程能力分析 三 离散数据过程能力分析 三、离散数据过程能力分析测量阶段1第 部分 第一部分 波动的概念测量阶段2波动的分类与原因通常,过程包含随机波动(由于一般或普遍原因造成的) 和非随机波动(由于特殊原因造成的)。
非随机波动随机波动 历史水平(μ0) 在 μ0 (±3σ0) 范围内的随机波动 不合 合格产品率 率 最佳水平(μ1) 在 μ1 (±3σ1) 范围内的随机波动 随机波动 时间 测量阶段3随机波动普遍原因Sa ample CountNP Chart for C18 7 6 5 4 3 2 1 0 0 5 10 15 20 25 LCL=0 NP=2.792 UCL=7.769¾过程波动随时间推移是稳定 的,可预测的。
¾处于控制状态。
处于控制状态 ¾原因: 固有的或是自然的。
Sample Number例: 垂直向上空(先把硬币垂直夹住) 抛掷 抛掷一枚硬币 枚硬币,统计硬币落 统计硬币落 地后每一面向上的次数。
当抛掷次数很多时,每面向上的次数大约 各占 半 只有微小差异 各占一半,只有微小差异。
差异原因:有风,每次抛掷动作有微小差异,地面不平整,等等。
测量阶段4非随机波动特殊原因Sample Count SC Chart for C110 1 UCL=9.719¾过程波动无法预测,处于失控 状态。
¾原因:工作标准不统一、不同 原因 工作标准不统 不同 操作者的技能、设备参数设置 不当。
¾目标:检测和消除特殊原因。
5 C=3.840 0 5 10 15 20 25LCL=0Sample Number例: 同样是抛硬币,抛1000次,AB两面各自向上的次数却相 同样是抛硬币 抛1000次 AB两面各自向上的次数却相 差400多次。
差异原因 操作者每次抛掷时 总时将硬币平放 差异原因:操作者每次抛掷时,总时将硬币平放,且总是将 总是将 正面朝上,然后抛出。
过程能力分析报告在当今竞争激烈的市场环境中,企业要想保持竞争力,持续提高产品或服务的质量至关重要。
而过程能力分析作为一种有效的质量控制工具,可以帮助企业评估生产或服务过程的稳定性和能力,从而识别改进的机会,确保产品或服务满足客户的需求和期望。
一、过程能力分析的基本概念过程能力是指过程在一定时间内,处于控制状态(稳定状态)下的实际加工能力。
简单来说,就是过程能够生产出符合规格要求的产品或提供符合标准服务的能力。
过程能力通常用过程能力指数(Cp、Cpk 等)来衡量。
过程能力分析则是通过收集和分析过程的数据,评估过程的稳定性和能力,确定过程是否满足质量要求,并为过程改进提供依据。
二、过程能力分析的重要性1、质量控制帮助企业确定过程是否稳定,产品或服务的质量是否在可接受的范围内。
如果过程能力不足,能够及时发现问题,采取措施进行纠正,避免不合格产品或服务的产生。
2、成本降低通过优化过程,减少废品、返工和维修等成本,提高生产效率,降低生产成本。
3、客户满意度提升能够生产出更符合客户要求的产品或提供更优质的服务,从而提高客户满意度和忠诚度。
4、持续改进为企业提供了有关过程性能的量化信息,有助于确定改进的方向和重点,推动持续改进。
三、过程能力分析的步骤1、确定研究的过程明确需要分析的生产或服务过程,以及该过程的关键特性和质量要求。
2、收集数据通过抽样、测量等方法收集过程的相关数据。
数据的收集应该具有代表性,能够反映过程的真实情况。
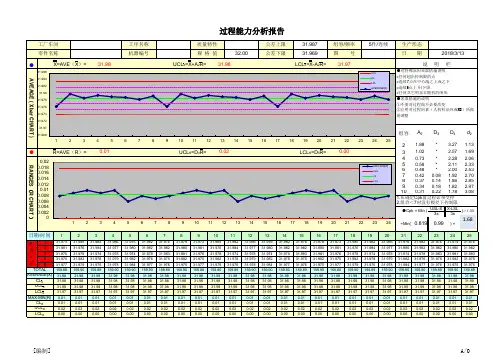
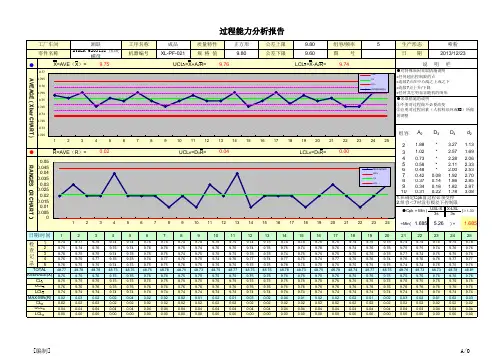
3、绘制控制图使用收集到的数据绘制控制图,如均值极差控制图(XR 图)、均值标准差控制图(XS 图)等。
控制图可以帮助判断过程是否处于稳定状态。
4、计算过程能力指数根据控制图的数据,计算过程能力指数,如 Cp、Cpk 等。
这些指数可以反映过程的精度和准确度。
5、评估过程能力将计算得到的过程能力指数与预定的标准进行比较,评估过程能力是否满足要求。
6、分析原因如果过程能力不满足要求,需要分析原因。

n1234567891011121314151617181920212223242512X-bar #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A #N/A s#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A#N/A质量特性子组样本量0.000料 号工 序量具编号正 公 差机台车 间部 门检查审核位置/时间产品信息量具信息规格类型规格下限量具名称产品名称规 格0.000计量单位规格中心负 公 差规格上限日 期0.0000.000 A B 0.000C 0.000 A 0.0000.100 0.200 0.300 0.400 0.500 0.6000.700 0.8000.900 1.000 12345678910111213141516171819202122232425A v e r a g e数据点(X-bar 图)UCL+2σ线+1σ线CLx-1σ线-2σ线LCLX-bar0.000 0.0000.0000.100 0.200 0.300 0.400 0.500 0.600 0.7000.8000.900 1.000 12345678910111213141516171819202122232425R a n g e数据点(s 图)s UCLs CLs LCLs质量特性值双侧公差单侧公差(最小值)单侧公差(最大值)质量特性子组样本量0.000料 号工 序量具编号正 公 差机台车 间部 门检查审核位置/时间产品信息量具信息规格类型规格下限量具名称产品名称规 格0.000计量单位规格中心负 公 差规格上限日 期0.000双侧公差单侧公差(最小值)单侧公差(最大值)质量特性子组样本量0.000料 号工 序量具编号正 公 差机台过程能力研究报告(分析用)X-bar s图车 间部 门检查审核位置/时间产品信息量具信息规格类型规格下限量具名称产品名称规 格0.000计量单位规格中心负 公 差规格上限日 期0.000双侧公差单侧公差(最小值)单侧公差(最大值)。