主机喇叭打胶.pptx
- 格式:pptx
- 大小:8.99 MB
- 文档页数:8
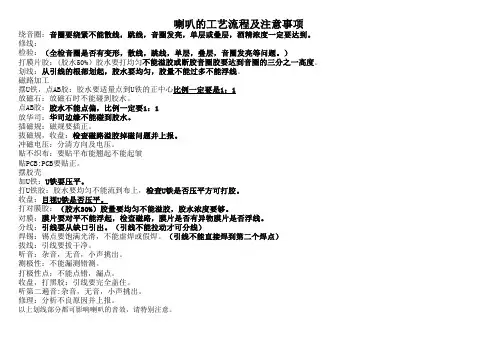
喇叭的工艺流程及注意事项绕音圈:音圈要绕紧不能散线,跳线,音圈发亮,单层或叠层,酒精浓度一定要达到。
修线:检验:(全检音圈是否有变形,散线,跳线,单层,叠层,音圈发亮等问题。
)打膜片胶:(胶水50%)胶水要打均匀不能溢胶或断胶音圈胶要达到音圈的三分之一高度。
划线:从引线的根部划起,胶水要均匀,胶量不能过多不能浮线。
磁路加工摆U铁,点AB胶:胶水要适量点到U铁的正中心比例一定要是1:1放磁石:放磁石时不能碰到胶水。
点AB胶:胶水不能点偏,比例一定要1:1放华司:华司边缘不能碰到胶水。
插磁规:磁规要插正。
拔磁规,收盘:检查磁路溢胶掉磁问题并上报。
冲磁电压:分清方向及电压。
贴不织布:要贴平布能翘起不能起皱贴PCB:PCB要贴正。
摆胶壳加U铁:U铁要压平。
打U铁胶:胶水要均匀不能流到布上,检查U铁是否压平方可打胶。
收盘:目视U铁是否压平。
打对膜胶:(胶水30%)胶量要均匀不能溢胶,胶水浓度要够。
对膜:膜片要对平不能浮起,检查磁路,膜片是否有异物膜片是否浮线。
分线:引线要从缺口引出。
(引线不能拉动才可分线)焊锡:锡点要饱满光滑,不能虚焊或假焊。
(引线不能直接焊到第二个焊点)拔线:引线要拔干净。
听音:杂音,无音,小声挑出。
测极性:不能漏测错测。
打极性点:不能点错,漏点。
收盘,打黑胶:引线要完全盖住。
听第二遍音:杂音,无音,小声挑出。
修理:分析不良原因并上报。
以上划线部分都可影响喇叭的音效,请特别注意。
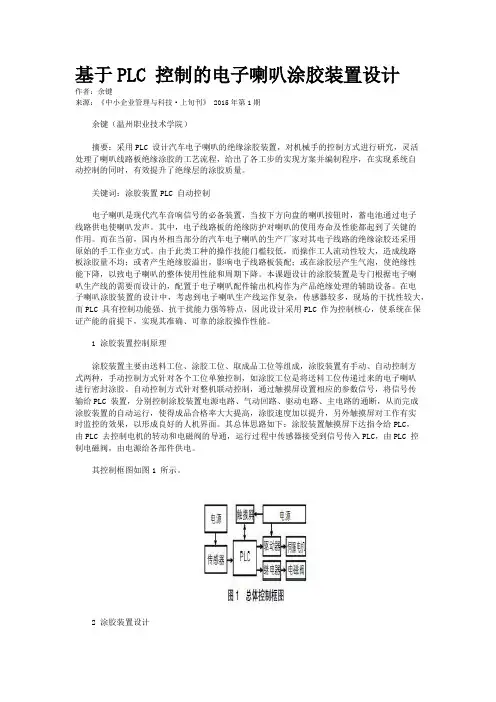
基于PLC 控制的电子喇叭涂胶装置设计作者:余键来源:《中小企业管理与科技·上旬刊》 2015年第1期余键(温州职业技术学院)摘要:采用PLC 设计汽车电子喇叭的绝缘涂胶装置,对机械手的控制方式进行研究,灵活处理了喇叭线路板绝缘涂胶的工艺流程,给出了各工步的实现方案并编制程序,在实现系统自动控制的同时,有效提升了绝缘层的涂胶质量。
关键词:涂胶装置PLC 自动控制电子喇叭是现代汽车音响信号的必备装置,当按下方向盘的喇叭按钮时,蓄电池通过电子线路供电使喇叭发声。
其中,电子线路板的绝缘防护对喇叭的使用寿命及性能都起到了关键的作用。
而在当前,国内外相当部分的汽车电子喇叭的生产厂家对其电子线路的绝缘涂胶还采用原始的手工作业方式。
由于此类工种的操作技能门槛较低,而操作工人流动性较大,造成线路板涂胶量不均;或者产生绝缘胶溢出,影响电子线路板装配;或在涂胶层产生气泡,使绝缘性能下降,以致电子喇叭的整体使用性能和周期下降。
本课题设计的涂胶装置是专门根据电子喇叭生产线的需要而设计的,配置于电子喇叭配件输出机构作为产品绝缘处理的辅助设备。
在电子喇叭涂胶装置的设计中,考虑到电子喇叭生产线运作复杂,传感器较多,现场的干扰性较大,而PLC 具有控制功能强、抗干扰能力强等特点,因此设计采用PLC 作为控制核心,使系统在保证产能的前提下,实现其准确、可靠的涂胶操作性能。
1 涂胶装置控制原理涂胶装置主要由送料工位、涂胶工位、取成品工位等组成,涂胶装置有手动、自动控制方式两种,手动控制方式针对各个工位单独控制,如涂胶工位是将送料工位传递过来的电子喇叭进行密封涂胶。
自动控制方式针对整机联动控制,通过触摸屏设置相应的参数信号,将信号传输给PLC 装置,分别控制涂胶装置电源电路、气动回路、驱动电路、主电路的通断,从而完成涂胶装置的自动运行,使得成品合格率大大提高,涂胶速度加以提升,另外触摸屏对工作有实时监控的效果,以形成良好的人机界面。

一、电声行业用胶1、中小功率扬声器中心三点用胶BP-T35 (快干型)用途:特殊耐高温型中心胶,100W以内喇叭使用。
BP-7505用途:一般中心胶,60W以内使用。
BP-FR119 (防火快干型)用途:防火级耐高温中心三点胶,200W以内使用2、大功率扬声器中心三点用胶BP-535AB用途:快干型大功率耐温型中心AB胶,针对PA喇叭,中小口径大功率扬声器,汽车低音喇叭中心用胶,大功率喇叭弹波用胶。
优点:耐温250℃以上,胶体干后质轻具有韧性,对弹波有良好的渗透性,是目前国内外市场所需产品。
BP-898AB高黏度,抗垂流型大功率喇叭中心三点用胶。
用途:耐温200℃以上,作业方便,不流胶,平坦性好。
101AB超大功率喇叭中心三点用胶用途:耐温180℃以上,适用各种高要求喇叭中心三点接着。
BP-838AB中大功率喇叭中心三点胶用途:用于200W以下喇叭中心接着。
优点:不流胶,作业时间长。
BP-833AB中小功率喇叭中心三点胶用途:用于150W以下喇叭中心接着。
优点:作业时间长、黏度适中。
3、阻尼用胶BP-836S 水性高弹性阻尼胶(布边、发泡边专用)用途:PA喇叭专业阻尼用胶,干后质轻,增加低频稳定性。
BP-4223 / BP-4366 油性柔软胶。
用途:中低音喇叭专用阻尼,可降FO4、泡边、布边与盆架贴合胶BP-B51 水性全透明接着剂用途:布边,泡棉边与盆架的贴合,或纸盆、PP类胴体与PU边、布边、橡胶边、泡棉边的贴合。
BP-5900 高浓度水性边胶,颜色:黑、白用途:橡边,PU边,布边,泡棉与盆架的接着,或纸、PP类胴体与PU边,布边,橡胶边,泡棉边的贴合及平面电脑扬声器中心胶。
BP-735IL用途:橡边,PU边,布边,泡棉边与盆架的接着,或纸盆、PP类音盆,布边,橡胶边,泡棉边的贴合。
5、布边及泡棉边与盆架贴合胶BP-735IL 水性。
黑、白色用途:橡胶边、布边、泡棉边与盆架的贴合。
BP-5520 全透明水性胶用途:布边、泡边与盆架贴合6、PP橡胶处理剂BP-6303耐温,高渗透型PP,塑料、橡胶处理专用剂。
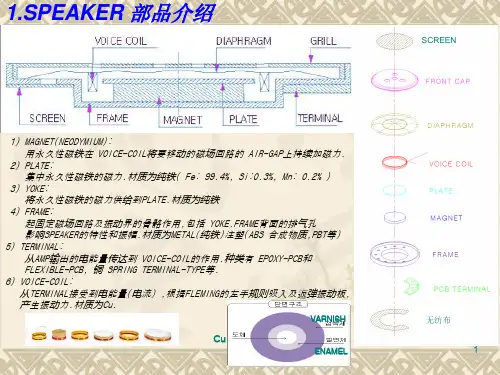
喇叭的装配工艺喇叭的装配工艺现在汽车喇叭品种繁多,但是喇叭的工艺又有多少人知道,下文主要讲述喇叭生产工艺及设备的简单介绍喇叭的工艺:1.1喇叭成品1.2喇叭的组成喇叭的组装方法步骤:1.包括音膜组装工序音膜组装工序通过音圈固定工装、音圈定位工装、音膜胶合工装和压线打胶工装将音圈膜片精确胶合2.磁路组装工序磁路组装工序通过磁路胶合工装将磁钢、极芯片和支架三者固定3.支架膜片组合工序支架膜片组合工序将音膜半成品和磁路半成品相互胶合,并进行焊接、充磁和测试,最终得到成品。
在生产过程中将扬声器装配的过程由手工转化为半自动化,大大降低了人工成本,提高了扬声器的生产效率,且扬声器的胶合装配过程基本实现机械自动化,能生产出更高的精度要求的扬声器。
在生产过程中点胶和清洁是最关键的步骤,一般喇叭胶水为A.B胶,在点胶工艺中有混合不均匀,出胶量难控制,挂滴等问题导致产品质量。
例如:宁波一家喇叭公司点胶工艺一直是传统的气压式点胶,且混合不是很均匀,自动化程度不是很大。
最终使用了螺杆点胶工艺,出胶稳定,混合效果非常好,产品一次性通过率提高很多。
组装喇叭时,清洁十分重要,应时刻注意不可让尘质铁屑落入磁隙内。
若铁屑已进入磁隙内,应进行反复清洁工作,一般方法是在尖扁挖针(用不锈钢或者铝质做成,不会被磁性吸住)上面裹一小片橡皮胶布,有胶面朝外,塞进磁隙里去擦拭一圈,这样可将落入磁隙的杂物黏出来,黏出一些后换一块胶布再黏一次。
接着捏住磁路部件底部,使口端朝下,用适当的力拍向工作台(工作台要清洁平整,垫七一层绒毯),将磁隙里的杂物拍出来,黏黏、拍拍,重复多次,直至磁隙内杂物被彻底清除为止。
而旋风360度清洁系统只使用压缩空气作为动力源,无需单独使用电力,因此相对节能。
只要标准的6BAR压力的压缩空气从入口进来,经过内部独特的腔体,从气嘴两端的小口强力喷出旋转气流,气嘴的下面部分也会持续旋转,出口气流也会带动边上的空气流动,实现很大比例的空气放大比。