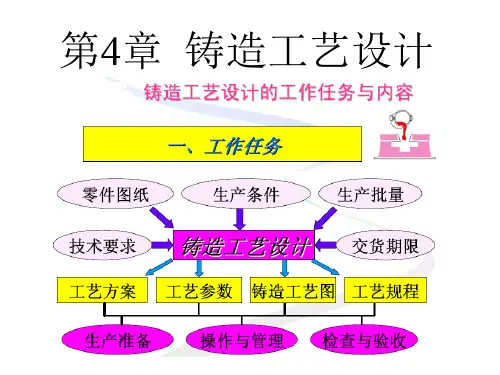
材料成型第4章 铸造工艺设计3
- 格式:ppt
- 大小:6.15 MB
- 文档页数:42

东大材料成型课程设计一、课程目标知识目标:1. 理解并掌握材料成型的基本原理,包括铸造、焊接、塑性加工等;2. 学习并了解不同材料的成型特性及适用范围;3. 掌握材料成型过程中常见缺陷的类型及成因。
技能目标:1. 能够运用材料成型原理,设计简单的成型工艺流程;2. 能够分析并解决材料成型过程中出现的问题;3. 能够运用所学知识,对实际材料成型工艺进行评价和优化。
情感态度价值观目标:1. 培养学生对材料成型技术的兴趣,激发探索精神;2. 培养学生严谨的科学态度,注重实践操作与理论知识的结合;3. 增强学生的团队协作意识,提高沟通与表达能力。
分析课程性质、学生特点和教学要求,本课程旨在帮助学生在掌握材料成型基本知识的基础上,提高实践操作能力和解决实际问题的能力。
课程目标具体、可衡量,以便学生和教师能够清晰地了解课程的预期成果。
通过本课程的学习,使学生能够在实际工作中运用所学知识,为我国材料成型技术的发展做出贡献。
二、教学内容1. 材料成型基本原理:包括铸造、焊接、塑性加工等成型方法的工作原理及特点;- 教材章节:第一章《材料成型技术概述》- 内容列举:铸造原理、焊接原理、塑性加工原理。
2. 材料成型工艺及设备:介绍不同材料的成型工艺及所使用的设备;- 教材章节:第二章《材料成型工艺与设备》- 内容列举:铸造工艺及设备、焊接工艺及设备、塑性加工工艺及设备。
3. 材料成型缺陷分析:分析材料成型过程中常见缺陷的类型、成因及解决办法;- 教材章节:第三章《材料成型缺陷及质量控制》- 内容列举:铸造缺陷、焊接缺陷、塑性加工缺陷。
4. 材料成型工艺设计:学习如何设计简单的成型工艺流程,并进行优化;- 教材章节:第四章《材料成型工艺设计》- 内容列举:工艺流程设计方法、工艺参数优化。
5. 实践教学环节:组织学生进行实际操作,巩固所学知识,提高解决实际问题的能力;- 教材章节:第五章《材料成型实践》- 内容列举:铸造实践、焊接实践、塑性加工实践。
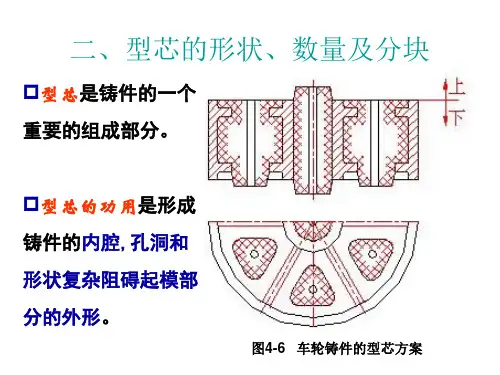
第一章金属的液态成形将熔融的金属液浇注入铸型内,待冷却凝固后获得所需形状和性能的毛坯或零件的工艺过程称为铸造。
用铸造方法制成的毛坯或零件称为铸件。
与其它金属加工方法相比,铸造具有如下优点:(1)原材料来源广(2)生产成本低(3)铸件形状与零件接近,尺寸不受限制第一节液态成形铸造理论基础铸造性能是合金在铸造生产中所表现出来的性能,包括合金的流动性、收缩性等。
一、合金的凝固与收缩液体金属在凝固和冷却过程中,体积和尺寸减少的现象,称为合金的收缩。
1、铸件的凝固方式(1)逐层凝固方式(2)糊状凝固方式(3)中间凝固方式2、合金的收缩方式(1)液态收缩:从浇注—液相线(2)凝固收缩:液相线—固相线(3)固态收缩;固相线—室温,是产生内应力、裂纹和变形的主要原因3、影响收缩的因素(1)化学成分碳、硅量高,收缩减少;锰、硫量高,收缩增大。
(2)浇注温度浇注温度越高,收缩越大。
(3)铸件结构和铸型条件二、合金的流动性和充型能力1、流动性流动性是指熔融金属本身的流动能力。
合金流动性好的优点:(1)易获得形状复杂、轮廓清晰的薄壁件;(2)有利于气体和夹杂物的上浮和排除;(3)有利于补缩;因此,能有效防止铸件出现冷隔、浇不足、气孔、夹渣、缩孔等缺陷。
合金流动性的大小通常用浇注流动性试样的方法来测定。
2、影响合金流动性的因素(1)合金种类(2)化学成分一般规律:合金的凝固范围宽,流动性差。
硅提高流动性;锰的影响不大;硫易形成硫化锰,降低流动性;磷提高流动性。
3、合金的充型能力在实际生产条件下,熔融金属充满型腔,获得形状完整、轮廓清晰铸件的能力,叫合金的充型能力。
影响充型能力的因素有:(1)铸型填充条件:包括铸型的蓄热能力、温度及铸型中的气体等。
(2)浇注条件:包括浇注温度、充型压力等。
(3)铸件结构三、铸造性能对铸件质量的影响1、铸件中的缩孔和缩松缩孔是容积较大而集中的孔洞。
缩松是细小而分散的孔洞。
(1)缩孔缩孔通常隐藏在铸件上部或最后凝固的部位。


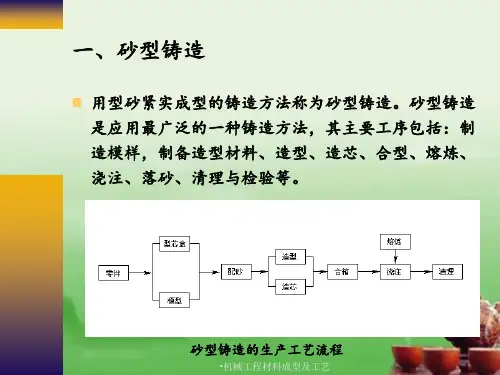
铸造:将熔融的液体浇注到与零件的形状相适应的铸型型腔中,冷却后获得逐渐的工艺方法。
1、铸造的实质利用了液体的流动形成。
2、铸造的特点A 适应性大(铸件分量、合金种类、零件形状都不受限制);B 成本低C 工序多,质量不稳定,废品率高D 力学性能较同样材料的锻件差。
力学性能差的原因是:铸造毛胚的晶粒粗大,组织疏松, 成份不均匀3、铸造的应用铸造毛胚主要用于受力较小,形状复杂(特别是腔内复杂)或者简单、分量较大的零件毛胚。
1、铸件的凝固(1)铸造合金的结晶结晶过程是由液态到固态晶体的转变过程.它由晶核的形成和长大两部份组成。
通常情况下,铸件的结晶有如下特点:A 以非均质形核为主B 以枝状晶方式生长为主.结晶过程中,晶核数目的多少是影响晶粒度大小的重要因素,因此可通过增加晶核数目来细化晶粒. 晶体生长方式决定了最终的晶体形貌,不同晶体生长方式可得到枝状晶、柱状晶、等轴晶或者混合组织等.(2)铸件的凝固方式逐渐的凝固方式有三种类型:A 逐层凝固B 糊状凝固C 中间凝固2、合金的铸造性能(1)流动性合金的流动性即为液态合金的充型能力,是合金本身的性能。
它反映了液态金属的充型能力,但液态金属的充型能力除与流动性有关,还与外界条件如铸型性质、浇注条件和铸件结构等因素有关,是各种因素的综合反映。
生产上改善合金的充型能力可以从一下各方面着手:A 选择挨近共晶成份的趋于逐层凝固的合金,它们的流动性好;B 提高浇注温度,延长金属流动时间;C 提高充填能力D 设置出气冒口,减少型内气体,降低金属液流动时阻力。
(2)收缩性A 缩孔、缩松形成与铸件的液态收缩和凝固收缩的过程中.对于逐层凝固的合金由于固液两相共存区很小甚至没有,液固界面泾渭分明,已凝固区域的收缩就能顺利得到相邻液相的补充,如果最后凝固出的金属得不到液态金属的补充,就会在该处形成一个集中的缩孔。
适当控制凝固顺序,让铸件按远离冒口部份最先凝固,然后朝冒口方向凝固, 最后才是冒口本身的凝固(即顺序凝固方式) ,就把缩孔转移到最后凝固的部位—- 冒口中去,而去除冒口后的铸件则是所要的致密铸件。
铸造工艺学课程设计题目:工艺学课程设计学院:专业:材料成型机控制工程班级:学号:姓名:指导老师:前言铸造工艺学课程是培养学生熟悉对零件及产品工艺设计的基本内容、原则、方法和步骤以及掌握铸造工艺和工装设计的基本技能的一门主要专业课。
课程设计则是铸造工艺学课程的实践性教学环节,同时也是我们铸造专业迎来的第一次全面的自主进行工艺和工装设计能力的训练。
在这个为期两周的过程里,我们有过紧张,有过茫然,有过喜悦,从中感受到了学习的艰辛,也收获到了学有所获的喜悦,回顾一下,我觉得进行铸造工艺学课程设计的目的有如下几点:通过课程设计实践,树立正确的设计思想,增强创新意识,培养综合运用铸造工艺学课程和其他先修课程的的理论与实际知识去分析和解决实际问题的能力。
通过制定和合理选择工艺方案,正确计算零件结构的工作能力,确定尺寸,掌握了浇冒口的作用及其原理,具有正确设计浇冒口系统的初步能力;掌握铸造工艺和工装设计的基本技能。
熟悉型砂必须具备的性能要求,原材料的基本规格及作用,并初步具备分析和解决型砂有关问题的能力。
熟悉涂料的作用、基本组成及质量的控制;了解提高铸件表面质量和尺寸精度的途径。
了解合金在铸造过程中容易产生的铸造缺陷以及采取相关的防止途径,并初步具备分析、解决这类缺陷的基本解决途径学习进行设计基础技能的训练,例如:计算、绘图、查阅设计资料和手册等。
1目录第一章零件铸造工艺分析......................................................4 1.1零件基本信息.................................................................................4 1.2材料成分要求.................................................................................4 1.3铸造工艺参数的确定 (4)1.3.1铸造尺寸公差和重量公差 (5)1.3.2机械加工余量 (5)1.3.3铸造收缩率 (5)1.3.4拔模斜度...........................................................................5 1.4其他工艺参数的确定 (5)1.4.1工艺补正量 (5)1.4.2分型负数 (5)1.4.3非加工壁厚的负余量 (5)1.4.4反变形量 (5)1.4.5分芯负数..............................................................................6 第二章铸造三维实体造型...............................................................6 2.1上冠件图纸技术要求 (6)2.2上冠件结构工艺分析 (6)2.3基于UG零件的三维造型 (6)2.3.1软件简介 (6)2.3.2零件的三维造型图..................................................................6 第三章铸造工艺方案设计...............................................................7 3.1工艺方案的确定 (7)3.1.1铸造方法 (7)3.1.2型(芯)砂配比 (8)3.1.3混砂工艺 (8)3.1.4铸造用涂料、分型剂及修补材料................................................8 3.2铸造熔炼 (8)3.2.1熔炼设备 (9)3.2.2熔炼工艺..............................................................................9 3.3分型面的选择.................................................................................9 3.4砂箱大小及砂箱中铸件数目的确定...................................................10 3.5砂芯设计及排气 (11)3.5.1芯头的基本尺寸 (11)3.5.2芯撑、芯骨的设计 (12)3.5.3砂芯的排气...........................................................................12 第四章浇冒系统的设计及计算.........................................................12 4.1浇注系统的类型及选择.....................................................................12 4.2浇注位置的选择 (12)24.3浇注系统各部分尺寸的计算 (13)4.3.1合金铸造性能分析 (13)4.3.2铁液在型内的上升速度 (13)4.3.3浇注系统截面尺寸设计............................................................14 4.4冒口设计计算 (14)4.4.1铸件工艺出品率 (14)4.4.2出气孔 (15)4.4.3冒口的作用及位置确定............................................................15 4.5冷铁设计及尺寸计算 (15)4.5.1冷铁的选用及作用 (15)4.5.2冷铁的尺寸及放置位置的选择……………………………………………15 总结……………………………………………………………………………………17 参考文献………………………………………………………………………………18 附图3第一章零件铸造工艺分析1.1 零件基本信息零件名称:上冠铸件。