等离子自动焊
- 格式:doc
- 大小:20.38 KB
- 文档页数:2
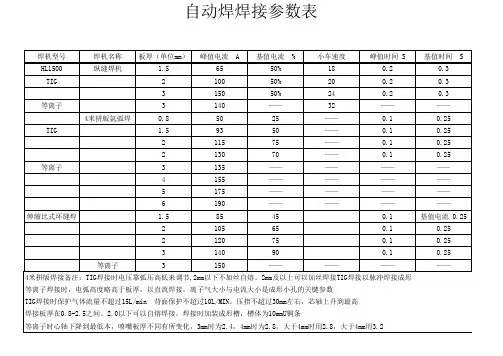
等离子焊接培训资料编制:华恒焊接-专机项目部日期:2013.12目录一.等离子电弧原理特点……………………………………………二.等离子弧的特性…………………………………………………三.等离子弧焊分类…………………………………………………四.等离子焊接设备及主要功能……………………………………五.等离子焊接的主要参数…………………………………………六.等离子+TIG焊接工艺参数………………………………………一等离子电弧的产生等离子是指在标准大气压下温度超过3000℃的气体,在温度谱上可以把其看作为继固态、液态、气态之后的第四种物质状态。
等离子是由被激活的离子、电子、原子或分子组成。
例如:它可通过自然界中的闪电产生。
从1960年以后,等离子这个词获得了新的含义,那就是电弧通过涡流环或喷嘴压缩而形成的高能量状态,此原理现在被广泛用于钢铁、化工及机械工程工业。
等离子弧焊是在钨极氩弧焊的基础上发展起来的一种焊接方法。
钨极氩弧焊使用的热源是常压状态下的自由电弧,简称自由钨弧。
等离子弧焊用的热源则是将自由钨弧压缩强化之后而获得电离度更高的电弧等离子体,称等离子弧,又称压缩电弧。
两者在物理本质上没有区别,仅是弧柱中电离程度上的不同。
等离子弧的三种压缩效应分别为:喷嘴的机械压缩、电弧的热收缩、电弧自身的磁收缩,经压缩的电弧其能量密度更为集中、电离度和温度更高。
等离子弧的最大电压降是在弧柱区里,这是由于弧柱被强烈压缩,使电场强度明显增大的缘故。
因此,等离子弧焊主要是利用弧柱等离子体热来加热金属,而自由钨弧是利用两电极区产生的热来加热被焊金属。
等离子弧产生的原理如图1所示。
图1二等离子弧的特性等离子弧能量密度可达105-106W/cm2,比自由钨弧(约105W/cm2以下)高,其温度可达18000~24000K,也自由电弧(约5000~8000K)高很多。
图2为两种电弧的温度分布,左侧为自由钨弧,右侧为等离子弧。
图 2图3表示了等离子弧与自由钨弧的形态区别。
铝线等离子焊接全文共四篇示例,供读者参考第一篇示例:铝线是一种常见的铝制品,在现代工业生产中被广泛应用于各种领域,如建筑、汽车制造、航空航天等。
铝线具有优良的导电性和导热性能,因此非常适合用于电缆、导线等领域。
在铝线的生产过程中,由于铝的特殊性质,常常需要进行焊接加工,而等离子焊接技术则是一种适用于铝线焊接的高效方法。
等离子焊接是一种热能加工技术,其原理是通过高能等离子体来加热和连接金属材料。
在等离子焊接过程中,首先需要产生等离子体,即使气体在高温高压条件下发生电离形成等离子状态。
然后通过等离子体产生的热量来将金属材料加热至熔化点,实现焊接连接。
等离子焊接技术有着高焊接速度、低热变形和熔池稳定等优点,在铝线焊接中得到广泛应用。
铝线的焊接在生产过程中具有一定的技术难度,主要表现在以下几个方面:1. 铝的导热性高:铝具有很好的导热性能,焊接时需要克服导热性带来的热量分散问题,确保焊口周围温度均匀,避免焊接后引起变形或热裂。
2. 铝氧化:铝在空气中易发生氧化,形成一层氧化膜,影响焊接质量。
在焊接前需要对铝进行表面处理,去除氧化层,以保证焊接接头的质量。
3. 裂纹敏感性:铝线具有一定的裂纹敏感性,焊接时需要控制好焊接过程中的应力,避免引起热裂。
针对铝线焊接的技术难点,等离子焊接技术能够有效解决这些问题,具有以下优势:1. 高速焊接:等离子焊接技术具有高速焊接的特点,可以提高生产效率,减少人工成本。
2. 低热输入:等离子焊接过程中热输入较小,能够有效控制焊接过程中的温度变化,减少热变形和热裂现象。
3. 熔池稳定:等离子焊接能够形成较为稳定的熔池,有利于焊接过程中熔化材料的均匀性和稳定性。
4. 适用性广泛:等离子焊接技术适用于各种金属材料的焊接,包括铝线在内,具有较好的通用性和灵活性。
1. 电缆制造:铝线在电缆制造中应用广泛,等离子焊接技术能够实现电缆头部的焊接连接,确保电缆连接的稳固性和导电性。
3. 造船业:铝线在造船业中也有较大的需求,等离子焊接技术能够实现铝合金船体的焊接连接,确保船体的结构牢固和耐腐蚀。
一种等离子弧自动焊焊接方法摘要该等离子弧自动焊焊接方法通过在工件表面生成等离子弧来进行焊接。
将工艺参数设置为适当的数值,通过自动控制等离子弧来实现焊接。
在焊接过程中,使用了保护气体防止氧化,确保焊接质量。
该方法可适用于各种金属的焊接,有很好的应用前景。
在实验中,通过对不同工件进行焊接试验,证明了该方法的有效性和实用性。
关键词:等离子弧,自动焊接,保护气体,焊接质量。
一、引言随着工业化和科技进步,焊接工艺也日益发展,从传统的手工焊接到机器自动焊接。
机器自动焊接,通常需要在训练有素的机器操作员的协助下完成,并需要复杂的设备和工具。
为了简化焊接操作,提高效率和精度,需要新的自动化焊接技术。
等离子弧自动焊焊接技术,正是针对这一需求开发出来的一种新技术。
等离子弧自动焊焊接技术,是利用等离子体的高温高能量来进行焊接。
通过在工件表面生成等离子弧,将工件加热到熔点以上,使其熔化融合。
等离子弧的能量消耗极快,且焊接速度较快,能大幅提高焊接效率。
等离子弧焊接过程中,使用保护气体来包围焊接区域,防止氧化,确保焊接质量。
采用等离子弧自动焊焊接技术,不仅能提高焊接效率,而且焊接质量也能得到保障。
1. 等离子弧焊接原理等离子体是具有电中性的高能电离态气体。
在气体放电装置中,通过高压电场和电流的作用,使气体中的电子获得足够的能量,从而脱离原子并与其他原子碰撞,形成等离子体。
等离子体具有高温、高能、高速、高辐射等特性。
在气体放电过程中,等离子体会发出强烈的光辐射和电磁波,这就是等离子弧。
2. 焊接方法等离子弧自动焊焊接方法是一种新型自动化焊接方法。
该方法基于等离子弧焊接原理,通过改变等离子弧的工艺参数实现自动化控制。
具体焊接方法如下:(1) 选择适当的工艺参数,包括等离子弧电流、电压、气体流量等。
(2) 安装等离子弧焊接设备,连接气体管道和电源。
(3) 对工件进行准备,去除油脂和腐蚀性物质。
(4) 确定焊接位置和焊接角度,开启设备。
等离子焊接特点等离子焊接是一种常用的金属焊接方法,具有许多特点和优势。
在本文中,我们将详细介绍等离子焊接的特点,并从不同角度展开描述。
1. 高能量密度:等离子焊接是利用等离子弧产生的高温和高能量进行焊接的。
等离子弧的温度可达到几万摄氏度,能量密度非常高,因此可以迅速加热并熔化焊接材料,实现高效的焊接。
2. 操作灵活性:等离子焊接适用于各种金属材料的焊接,包括钢、铝、铜、镍等,具有广泛的适用性。
同时,等离子焊接可以实现手工焊接、自动化焊接以及机器人焊接等多种操作方式,灵活性高。
3. 焊接速度快:由于等离子焊接的高能量密度和高温特点,使得焊接过程快速进行。
相比传统的焊接方法,等离子焊接可以大大提高焊接速度,提高生产效率。
4. 焊接质量高:等离子焊接可以实现高质量的焊缝,焊接强度高、密封性好。
等离子焊接的高能量输入使得焊接区域的熔池深度较大,焊缝形成良好,焊接强度高,可以满足高强度焊接的要求。
5. 热影响区小:等离子焊接的热影响区相对较小,热输入较少,对焊接材料和周围热敏感区域的影响减小。
这对于一些热敏感的材料和工件来说尤为重要,可以降低变形和变质的风险。
6. 焊接变形小:等离子焊接过程中,由于焊接时间较短,热输入相对较少,因此焊接变形较小。
这对于一些对焊接变形要求较高的工件来说是非常有利的。
7. 焊接深度大:等离子焊接的能量密度高,焊接深度大。
这使得等离子焊接适用于一些对焊缝深度要求较高的应用,例如焊接厚板、厚壁管等。
8. 焊接适用性广:等离子焊接可以适用于不同形状的工件进行焊接,包括平板、管道、角钢等。
无论是平面焊接、对接焊接还是角焊接,等离子焊接都可以胜任。
9. 焊接环境要求低:等离子焊接不需要使用保护气体,焊接过程中产生的等离子弧可以自身提供保护。
这降低了焊接过程中对环境的要求,减少了焊接成本。
10. 焊接效果可控性好:等离子焊接可以通过调节焊接电流、电压、速度等参数来控制焊接效果。
这使得等离子焊接具有较好的可控性,可以满足不同焊接需求。
第4章等离子弧焊接等离子弧焊接设备4.1 等离子弧的产生及其特性1. 等离子弧的产生1)等离子弧概念等离子电弧的形成及电弧形态比较等离子弧是通过外部拘束使自由电弧的弧柱被强烈压缩形成的电弧。
通常情况下的GTA和GMA电弧,为自由电弧,除受到电弧自身磁场拘束和周围环境的冷却拘束外,不受其他条件束缚,电弧相同相对比较扩展,电弧能量密度和温度较低。
若把自由电弧缩进到喷嘴里,喷嘴的孔径小,电弧通过时,弧柱截面积受到限制,不能自由扩展,产生了外部拘束作用,电弧在径向上被强烈压缩,形成等离子弧。
2)等离子弧的工作方式①转移型等离子弧。
(a)等离子弧方式在喷嘴内电极与被加工工件间产生等离子弧。
由于电极到工件的距离较长,引燃电弧时,首先在电极和喷嘴内壁间引燃一个小电弧,称作“引燃弧”,电极被加热,空间温度升高,高温气流从喷嘴孔道中流出,喷射到工件表面,在电极与工件间有了高温气层,随后在主电源较高的空载电压下,电弧能够自动的转移到电极与工件之间燃烧,称为“主弧”或“转移弧”。
②等离子焰流在钨电极与喷嘴内壁之间引燃等离子弧。
由于保护气通过电弧区被加热,流出喷嘴时带出高温等离子焰流,堆被加工工件进行加热,称作“等离子焰流”。
电极与喷嘴内壁间的电弧,其电流值较小,电弧温度低,故等离子焰流的温度也明显低于电弧,指向性不如等离子弧。
等离子焰流方式③混合型等离子弧当电弧引燃并形成转移电弧后仍然能保持引燃弧的存在,即形成两个电弧同时燃烧的局面,效果是转移弧的燃烧更为稳定。
2. 等离子弧特性及用途1)电弧静特性与TIG电弧相比,等离子弧的静特性的特点:①受到水冷喷嘴孔道壁的拘束,弧柱截面积小,弧柱电场强度增大,电弧电压明显提高,从大范围电流变化看,静特性曲线中平特性区不明显,上升特性区斜率增加。
等离子弧静特性变化特点(a)等离子弧与TIG电弧静特性(b)小弧电流对等离子弧静特性影响②混合式等离子弧中的小弧电流对转移弧特性有明显影响,小弧电流值增加,有利于降低转移弧电压。
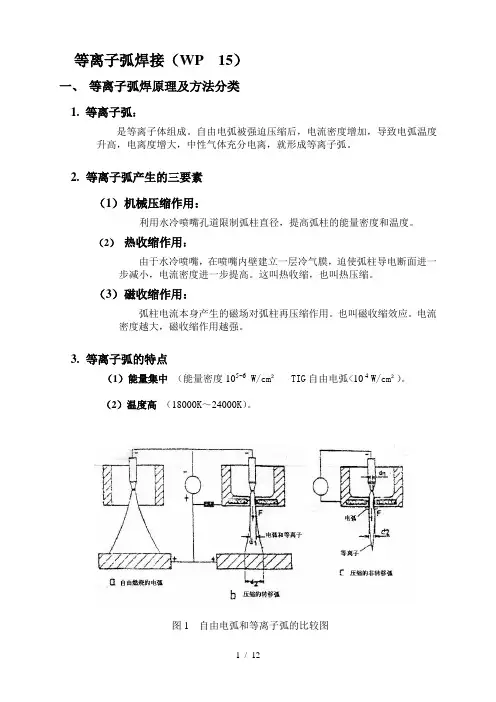
等离子弧焊接(WP 15)一、等离子弧焊原理及方法分类1. 等离子弧:是等离子体组成。
自由电弧被强迫压缩后,电流密度增加,导致电弧温度升高,电离度增大,中性气体充分电离,就形成等离子弧。
2.等离子弧产生的三要素(1)机械压缩作用:利用水冷喷嘴孔道限制弧柱直径,提高弧柱的能量密度和温度。
(2)热收缩作用:由于水冷喷嘴,在喷嘴内壁建立一层冷气膜,迫使弧柱导电断面进一步减小,电流密度进一步提高。
这叫热收缩,也叫热压缩。
(3)磁收缩作用:弧柱电流本身产生的磁场对弧柱再压缩作用。
也叫磁收缩效应。
电流密度越大,磁收缩作用越强。
3.等离子弧的特点(1)能量集中(能量密度105~6 W/cm²TIG自由电弧<10 4W/cm²)。
(2)温度高(18000K~24000K)。
图1 自由电弧和等离子弧的比较图4.等离子弧的三种基本形式(1)非转移型等离子弧钨极为负,喷嘴为正,钨极与喷嘴之间产生等离子弧。
(等离子束焊接)图2 非转移型等离子弧示意图(2)转移型等离子弧钨极为负,工件为正,钨极与喷嘴之间先引弧后,转移到钨极与工件之间产生等离子弧。
(等离子弧焊接)图3 转移型等离子弧示意(3)联合型等离子弧非转移型和转移型弧同时并存。
主要用于微束等离子弧焊、粉末堆焊等方面。
图4 联合型等离子弧示意图5.等离子弧焊基本方法(1)小孔型等离子弧焊(穿孔、锁孔、穿透焊)利用能量密度大和等离子流力大的特点,将工件完全熔透并产生一个贯穿工件的小孔,熔化金属被排挤在小孔的周围,沿着电弧周围的熔池壁向熔池后方移动,使小孔跟着等离子弧向前移动,形成完全熔透的焊缝。
一般大电流等离子弧(100~300安培)时采用该方法。
图5 小孔型等离子弧焊焊缝成形原理(2)熔透型等离子弧焊特点:离子气流量小,弧柱压缩程度较弱时,工件只熔化而不产生小孔效应。
用途:薄板单面焊双面成形,厚板多层焊。
图6 熔透型等离子弧焊焊缝成形原理(3)微弧(束)等离子弧焊30安培以下熔透型焊接方法为微弧(束)等离子弧焊。
等离子弧焊等离子弧焊成品等离子弧焊是利用等离子弧作为热源的焊接方法。
气体由电弧加热产生离解,在高速通过水冷喷嘴时受到压缩,增大能量密度和离解度,形成等离子弧。
它的稳定性、发热量和温度都高于一般电弧,因而具有较大的熔透力和焊接速度。
形成等离子弧的气体和它周围的保护气体一般用氩。
根据各种工件的材料性质,也有使用氦或氩氦、氩氢等混合气体的。
目录基本信息工作方式过程特点应用等离子弧焊接和切割各种焊接方法及设备等离子弧焊设备国外焊接技术最新进展等离子弧焊的工艺参数等离子弧焊直接金属成形技术的工艺研究等离子焊优点等离子弧的特性合金材料的等离子弧焊•超薄壁管子的微束等离子弧焊安全防护技术基本信息缩写abbr. :PAW.[军] Plasma-Arc Welding, 等离子弧焊——简明英汉词典工作方式等离子弧有两种工作方式。
一种是“非转移弧”,电弧在钨极与喷嘴之间燃烧,主要用於等离子喷镀或加热非导电材料;另一种是“转移弧”,电弧由辅助电极高频引弧后,电弧燃烧在钨极与工件之间,用於焊接。
形成焊缝的方式有熔透式和穿孔式两种。
前一种形式的等离子弧只熔透母材,形成焊接熔池,多用於0.8~3毫米厚的板材焊接;后一种形式的等离子弧只熔穿板材,形成钥匙孔形的熔池,多用於 3~12毫米厚的板材焊接。
此外,还有小电流的微束等离子弧焊,特别适合於0.02~1.5毫米的薄板焊接。
等离子弧焊接属于高质量焊接方法。
焊缝的深/宽比大,热影响区窄,工件变形小,可焊材料种类多。
特别是脉冲电流等离子弧焊和熔化极等离子弧焊的发展,更扩大了等离子弧焊的使用范围。
过程特点操作方式等离子弧焊与TIG焊十分相似,它们的电弧都是在尖头的钨电极和工件之间形成的。
但是,通过在焊炬中安置电极,能将等离子弧从保护气体的气囊中分离出来,随后推动等离子通过孔型良好的铜喷管将弧压缩。
通过改变孔的直径和等离子气流速度,可以实现三种操作方式:1、微束等离子:0.1~15A在很低的焊接电流下,材苁褂梦⑹?壤胱踊<词乖诨〕け浠?怀??0mm时,柱状弧仍能保持稳定。
目录1.等离子焊接方法简介 (2)1.1简介 (2)1.2等离子电弧 (2)1.3等离子基本焊接方法 (3)2.等离子焊接设备及其主要功能 (3)2.1 PHOENIX EWA 400DC-P等离子焊接电源 (3)2.2 HP400等离子焊枪 (5)2.3等离子焊接控制电源 (6)2.4 RC-3型冷却水箱 (6)2.5焊接工装 (7)3.等离子焊接方法的主要参数 (8)3.1焊接电流 (8)3.2等离子气流量 (8)3.3焊接速度 (8)3.4喷嘴距离 (9)3.5正面保护气流量 (9)4.等离子焊接操作及其注意事项 (9)5.常见故障及其解决方法 (11)1.等离子焊接方法简介1.1简介等离子焊接是当今焊接中等厚度金属材料的首选方法,电流范围可达0.1~500A,适合于厚度在0.1mm~9mm的不锈钢、合金钢、钛合金、镍基合金及铝合金的焊接,采用这种焊接方法可以获得质量优良的焊缝和更快的焊接速度,从而大大提高产品的制造质量和竞争优势。
华恒公司自创立之出一直致力于等离子焊接设备的研究及生产,以及等离子焊接工艺拟订和更新,并取得了显著的成果。
目前已制造出了等离子焊接电源及焊枪等整套设备,并已成功的应用到染整、食品、管道等行业的生产和制造之中,并得到了广大用户的一致好评。
下图为等离子焊接在全国各种行业中的几个应用实例:图1 操作机等离子焊接的应用图2 边梁等离子焊接的应用1图3边梁等离子焊接的应用2 图4 纵环缝等离子焊接的应用1.2 等离子电弧等离子焊接主要是获得等离子弧,等离子弧是利用等离子枪将阴极和阳极之间的自由电弧压缩成高温、高电离度、高能量密度及高焰流速度的电弧。
自由电弧经过等离子焊枪中的三个压缩:机械压缩,热压缩和电磁压缩后形成等离子电弧,等离子电弧的功率及温度明显高于自由电弧,其功率基本上是自由电弧的两倍。
等离子电弧主要分为三种类型:1.非转移型等离子电弧主要用于非金属材料的焊接。
2.转移型等离子电弧金属材料的焊接一般采用此电弧。
常用焊接方法及特点焊接是一种常用的连接金属的方法,在工业生产中被广泛应用。
常用的焊接方法包括电弧焊接、气焊、激光焊接、等离子焊接、电阻焊接等。
下面将对这些常用焊接方法及其特点进行详细介绍。
1.电弧焊接电弧焊接是利用电弧的高温熔化焊接接头上的金属,形成均匀的焊缝。
它具有操作简单、成本低、适用范围广等特点。
电弧焊接根据电弧介质的不同,分为氩弧焊、氩保护焊、碳弧焊、特氟龙焊接等。
2.气焊气焊是一种通过燃烧气体来产生高温焊接金属的方法。
它具有操作简单、成本低、适用范围广、可以焊接大尺寸金属等优点。
然而,气焊的热影响区较大,焊接速度较慢,需要较长时间进行后续处理。
3.激光焊接激光焊接是一种利用激光束高能量密度的特点将金属材料瞬间熔化焊接的方法。
激光焊接具有热影响区小、焊缝细、焊接速度快等优点,适用于金属材料的高精度焊接。
但是,激光设备成本高,操作技术要求高。
4.等离子焊接等离子焊接是一种利用高温等离子体将材料瞬时熔化焊接的方法。
等离子焊接具有操作简单、焊接速度快、可以焊接高熔点材料等优点。
但是,等离子焊接对于焊接部件的要求较高,金属材料需要较高的电导率和熔点。
5.电阻焊接电阻焊接是一种利用材料在电流通过时产生的热量来瞬时熔化焊接材料的方法。
电阻焊接具有成本低、自动化程度高、焊缝质量好等优点。
然而,电阻焊接的焊接速度较慢,适用于小尺寸金属件的焊接。
这些焊接方法在实际应用中具有不同的特点和适用范围,具体选择何种焊接方法需要根据具体的焊接工件、工艺要求、设备条件等综合考虑。
此外,合理的焊接参数设置、焊接材料的选择以及焊接工艺的控制也是确保焊接质量的重要因素。
等离子焊接工艺技术应用研究摘要本项目是我司引进纵、环缝等离子自动焊接系统,针对压力容器不锈钢产品液化气车、低温车(罐),实现了纵、环焊缝一次成形,减少了焊前坡口加工和层间清理,保证了产品质量,提高了生产效率。
经过二年多对等离子焊接技术的实践、消化理解,通过焊接产品试板及大量产品焊缝焊接,取得了成熟稳定的工艺参数,焊缝合格率由60%提高至95%以上。
使得焊缝质量符合国家、行业相关标准。
最终在公司不锈钢产品:标准运输储运罐箱低、温深冷容器和低温车、化工容器等全面应用。
期间,开发了《建成产品标识号生成器软件》,应用于筒体、封头等的焊接组对和焊接工艺的信息化管理。
采用等离子焊减少手工操作,减少对焊工操作技术的依赖,改善焊缝的外观质量,提高生产效率,降低生产成本及减轻劳动强度。
可为公司创收利润80~100万元/年。
关键词:压力容器等离子弧焊PAW 小孔效应高新技术自动焊接系统1项目用途、意义、技术原理本项目是我司2007年对国内外市场进行调查及分析,提出增设等离子焊接设备的可行性报告,于2008年底购置纵、环缝等离子自动焊接系统各一套并投入使用。
经过二年多对等离子焊接技术的消化理解、反复试验和论证并同时应用于产品的实践中,除了满足了生产之外还由此造就了一批等离子焊接技术骨干(包括技师和高级技师等)为企业培养了人才。
等离子自动焊接系统使用至今仍工作稳定,焊接工艺参数成熟。
我司是省内首家单位采用先进的PAW自动等离子焊焊接压力容器纵、环缝的企业。
利用其能量集中,10mm以下不锈钢不开坡口,单面焊双面成形小孔技术,实现了纵、环焊缝一次成形,减少了焊前坡口加工和层间清理,保证了产品质量,提高了生产效率。
该项目实施成为公司主要经济增长点之一。
等离子是指在标准大气压下温度超过3000℃的气体,在温度谱上可以把其看作为继固态、液态、气态之后的第四种物质状态。
等离子是由被激活的带电离子、电子、原子或分子组成。
等离子弧是离子气被电弧加热产生离解形成的高温离子化气体,在高速通过水冷喷嘴时受到机械压缩,增大能量密度和离解度,从喷嘴中心小孔穿出而形成等离子电弧,能量密度达105-106W/cm2,比自由电弧(约105W/cm2以下)高,其温度可达18000-24000K,也高于自由电弧(5000-8000K)很多。
等离⼦弧焊原理及操作安全等离⼦弧焊原理及操作安全什么是等离⼦弧焊?试述等离⼦弧的产⽣⽅法。
借助⽔冷喷嘴对电弧的拘束作⽤,获得⾼能量浓度的等离⼦弧进⾏焊接的⽅法称为等离⼦弧焊。
等离⼦弧是⾃由电弧压缩⽽成,它是通过以下三种压缩作⽤获得的,机械压缩效应⽰意图见图22。
1.机械压缩将电弧强制通过具有⼩孔径喷嘴的孔道,使电弧受到压缩。
2.热压缩当等离⼦⽓体(Ar、N⽓)以⼀定的速度和流量经喷嘴时,靠近电弧⼀侧的⽓体通过弧柱,吸收⼤量热量⽽电离,成为等离⼦弧的⼀个组成部分。
但是靠近喷嘴内壁的⽓体,由于受到喷嘴强烈的冷却作⽤,形成⼀个冷⽓套,迫使弧柱截⾯进⼀步缩⼩称为热压缩。
3.磁压缩弧柱电流是⼀束平⾏的同向电流线,必然产⽣往内的收缩⼒。
当电弧受到机械压缩和热压缩之后,截⾯缩⼩,因⽽电流密度增⼤,由此产⽣的电磁收缩⼒必然增⼤,形成磁压缩。
试述等离⼦弧的类型。
按电源连接⽅式的不同,等离⼦弧有⾮转移型、转移型和联合型三种形式见图23。
⑴⾮转移型等离⼦弧钨极接电源负端,焊件接电源正端,等离⼦弧体产⽣在钨极与喷嘴之间,在等离⼦⽓体压送下,弧柱从喷嘴中喷出,形成等离⼦焰。
⑵转移型等离⼦弧钨极接电流负端,焊件接电流正端,等离⼦弧产⽣的钨极和焊件之间。
因为转移弧能把更多的热量传递给焊件,所以⾦属焊接、切割⼏乎都是采⽤转移型等离⼦弧。
⑶联合型等离⼦弧⼯作时⾮转移弧和转移弧同时并存,故称为联合型等离⼦弧。
⾮转移弧起稳定电弧和补充加热的作⽤,转移弧直接加热焊件,使之熔化进⾏焊接。
主要⽤于微束等离⼦弧焊和粉末堆焊。
56 试述转移型等离⼦弧的产⽣⽅法。
为建⽴转移型等离⼦弧,应将钨极接电源负极,喷嘴和焊件同时接正极,转移型弧⽰意图见图24。
⾸先接通钨极与喷嘴之间的电路,引燃钨极与喷嘴之间的电弧,接着迅速接通钨极和焊件之间的电路,使电弧转移到钨极和焊件之间直接燃烧,同时切断钨极和喷嘴之间的电路,转移型等离⼦弧就正式建⽴。
在正常⼯作状态下,喷嘴不带电,在开始引燃时产⽣的等离⼦弧,只是作为建⽴转移弧的中间媒介。
1.目的规定等离子弧焊的焊接工艺及焊接操作技术要求,2.范围适用于低碳钢、低合金钢、不锈钢、银及银基合金、钛及钛合金、铜及铜合金的等离子弧焊。
工艺文件如无特殊要求,可按本守则规定进行焊接,有特殊要求时按工艺文件的要求施焊。
3.等离子弧焊设备等离子弧所采用的电源,大多数为具有陡降外特性的直流电源(如弧焊发电机、硅弧焊整流器)。
根据工艺或材料焊接的需要,有的要求有垂直下降外特性的直流电源微弧等离子焊接:有的则需要交流电源(等离子粉末堆焊-喷焊:用微弧等离子焊接铝及铝合金)。
常用国产等离子弧焊设备有:等离子弧焊机LH-300,自动等离子弧焊机LH-300,微束等离子弧焊机LHT6、LH-63,自动微束等离子弧焊机LH5-16,脉冲微束等离子弧焊机LH8T6、LHZ-300o4.焊接材料4.1根据焊件材质及工艺文件正确选用焊丝牌号,焊丝必须符合国家标准。
4.2等离子弧常用的工作气体是氮、氮、氢以及它们的混合气体。
用的最广泛的氮气,其纯度应不低于99.5%;氯气在焊接化学活泼必性较强的金属时是良好的保护介质,一般要求纯度在95%以上;氢气具有最大的热传递能力,在工作气体中混入氢,会明显地提高等离子弧的热功率,但氢是一种可燃性气体,与空气混合后易燃或爆炸,故不单独使用,多与其它气体混合使用。
4.3等离子弧电极材料是含少量⅛t(2%以内)的鸨极或许极。
5.焊接等离子弧焊接按焊缝成形机理,可分为:5.1大电流等离子弧焊接大电流等离子弧焊接分穿透型和熔透型两种方法。
5.1.1穿透型等离子弧焊它是以电弧在熔池前穿透工件形成小孔后形成焊道的一种焊接方法。
又称穿称焊或锁孔焊。
在焊接厚度大于ZOmm以上的奥氏体型不锈钢焊件时,利用高温等离子弧将焊件待焊处加热窝经至烧穿,如果焊接规范参数调节适当,可以穿透工件形成小孔。
此小孔面积较,熔化金属靠表面张力托往而不至于从小孔中跌落,这就是等离子弧焊接小孔效应。
在焊接厚为5.2~8.0mm的奥氏体型不锈钢时,可以不开坡口,不留间隙或留间隙小于0∙5mm,依靠小孔效应实现单焊双面成形。
压力容器等离子自动焊的应用摘要:等离子自动焊接技术目前已被广泛应用于各种设备产品的制造和焊接中,尤其是一些对焊接接头要求较高的机械产品制造和焊接中,如压力容器、锅炉等。
本文主要简述了等离子焊接工艺的概念及优势、等离子焊机设备组成、技术参数及主要焊接办法,并详细论述了等离子焊接工艺在压力容器的应用。
关键词:等离子自动焊;压力容器;应用1等离子焊接工艺的概念及优势等离子焊接指的是利用等离子枪将阳极和阴极之间的自由电弧压缩成高温、高能量密度、高电离度及高焰流速度的电弧,使母材熔化形成冶金结合的焊接技术。
相比一般的电弧焊接工艺,等离子焊接工艺具有众多的优势:〔1〕能量密度大,等离子电弧方向性和融透能力均较强,可一次焊透8~10mm的不锈钢钢板,且其焊接速度较快。
〔2〕电弧搅动性好,等离子焊熔池温度高,电弧搅动性好,有助于释放熔池内气体。
〔3〕压缩效应高,等离子焊对焊接电流的要求较低,即使在0.1A的小电流状态下,也能到达稳定的电弧焚烧,因此,其非常适用于微型紧密零件的焊接。
〔4〕小孔效应稳定,等离子电弧可产生稳定的小孔效应,通过小孔效应,仅在正面焊接便可到达双面成型效果。
〔5〕焊接本钱低,相比一般的氩弧焊,等离子焊可省1/3~1/2的电和1/2~2/3的气,且在较小的焊接厚度情况下,也不需填丝,从而能降低焊接本钱。
〔6〕扩散角小和挺直度好,等离子焊扩散角小、挺直度好,易获得优质的焊接接头,因此,非常适用于压力容器、锅炉等对焊接接头要求较高的产品制造。
2等离子焊机设备组成、技术参数及主要焊接办法2.1等离子焊机设备组成为了提高上海姚成轻工机械有限公司容器的焊接质量和焊接效率,我公司新购买了一台上海朗志等离子自动焊机,等离子焊机设备主要由等离子焊枪、氩弧焊枪、焊接电源、AVC+OSC焊接控制器、离子视频监控系统、焊接操作机、冷却水箱、HGJ20-C可调式滚轮架等设备组成,工件直径范围为400~4000mm,焊接钢板理论上厚度为3~20mm,最大不可超过20mm,对筒体纵、环缝等焊接均可适用,这些焊缝的可靠性、质量均较高,因此,其对焊接设备的要求也更加严格,不仅能够对焊接电流、脉冲的时间进行精确的控制和调整,且还能对提前送气、滞后送气的时间进行精准的控制和改变,且还需对焊接行程进行精确的控制和改变,使其在完成焊接后能自动衰减。
等离子自动焊
等离子自动焊是一项先进的焊接技术,可以使用可控的等离子热量来焊接金属、非金属和其他材料,已被广泛应用于制造业和航空航天领域。
这种技术的优点在于可以更快更稳定地完成任务,并且可以提高焊接质量和可靠性,以及减少生产过程的成本。
等离子焊接的主要过程是:利用低压微米等离子体的热量来将工件表面的金属和非金属焊接到一起,焊接时表面温度很低,因此不会产生焊渣。
在这种技术中,把等离子焊接机和控制系统结合在一起,可以快速、精确地实现焊接任务。
此外,一次性焊接速度可达到每分钟200次,使得等离子自动焊接技术在一些高品质、高精度的焊接场合中得到广泛应用。
众多技术特点使得等离子自动焊技术受到广泛的认可。
首先,等离子自动焊技术能够提供更低的操作温度,从而减少焊接区域内的焊接缺陷。
其次,因为焊接温度可以更低,所以可以减少焊接温度所带来的膨胀,从而减少焊缝尺寸变化,使其具有更高的精度。
此外,等离子自动焊技术可以降低环境污染,因为它不会产生焊渣,也不需要烟尘除尘器和排气等附加设备。
另外,等离子自动焊技术还能提供更多的灵活性。
等离子融合通常用于薄板的高速焊接,具有较低的振动和温度波动,从而使焊接形状更加平整。
另外,由于温度可以被准确地控制,所以可以获得更好的控制效果,从而避免焊接损坏,因此也非常适合大型工件的焊接。
总之,等离子自动焊技术在机械制造业和航空航天领域中受到了广泛的认可。
它可以提高焊接质量和可靠性,减少成本,并同时减少烟尘污染。
同时,它以精确的温度来控制焊接工艺,使得大型工件的焊接更加可靠,也更加精确。
因此,等离子自动焊是一种重要的工艺手段,将会在未来发挥重要作用,在制造业的发展中发挥更大的作用。