U75V钢轨移动闪光焊焊后热处理工艺
- 格式:pdf
- 大小:239.66 KB
- 文档页数:3
攀钢75kg/m、U75V热处理钢轨基地焊接、正火工艺参数调试浅析重载技术•太原铁道科技攀钢75kg/m、U75V热处理钢轨基地焊接、正火工艺参数调试浅析李金鹏:太原工务机械段摘要:本文通过湖东钢轨焊接整修基地在2016年调试攀钢 75kg/m、U75V热处理钢轨的试验过程,分析到任何一种新材质 钢轨,必须调试出对应的焊接、正火工艺参数,通过铁道行业标 准所规定的钢轨闪光焊接型式检验,取得型式检验报告后,才有资质进行批量焊接生产.因此,熟悉工艺参数制定的流程、方 法、关键,对于降低参数调试成本,提高参数调试成功率具有重 要意义。
关键词:钢轨焊接;焊接参数;正火工艺;型式检验0概述2016年湖东钢轨焊接整修基地承接了一批,攀钢 75kg/m、lI75V热处理钢轨的焊接任务,为了拥有焊接 此种材质钢轨的生产资质,必须通过试验,调试出此 种钢轨的整套焊接工艺。
并通过铁道行业标准《钢轨 焊接第2部分:闪光焊接》TB/T1632.2-2014所规定的钢轨闪光焊接型式检验,取得中国铁道科学研究 院的《攀钢75kg/m、U75V热处理钢轨闪光焊接型式检 验报告》后,方能正式生产。
整套工艺参数包括“焊接 工艺参数”和“正火工艺参数”两个大的项目。
根据钢 轨化学成分等因素,确定采用“软规范”或“硬规范”参 数调试方向。
通过落锤检验,实现连续25个落锤试件 不断,15个断口合格,确定焊接工艺参数。
通过正火工 艺调试,实现硬度、宏观、显微组织、晶粒度等检验项 目全部合格,确定正火工艺参数,最终确定整套工艺 参数,开始正常生产。
1攀钢75kg/m、U75V钢轨材质“攀钢75kg/m、U75V热处理钢轨”是由攀枝花钢 铁集团生产的75公斤重载钢轨。
其化学成分如表1所示:表1攀钢75kg/m、U75V热处理钢轨化学成分钢牌号及化学成分(熔炼分析)钢牌号化$成分(质量分数)%C Si M n P S Cr V A1U75V0. 71 〜0.800• 50 〜0•800.75〜1.05 ^0. 025 芸0.025一0. 04—0. 12各0.010残留几素丨:限化学成分(成蛩分数)%'jCr M e)Ni Cu Sn Sb Ti Nb V Cu+lOSn Cr+Mo+Ni+Cu Ni+Cu U75V0.150.020.10.150.0300.0200.0250.01—0.350.35热处珂钢轨抗拉强度、断;5#长率和轨头顶111丨硬度钢牌4抗拉强度R m(M P a)断后伸长率A(%)轨头顶Ifij中心线硬度H B W(H B W10/3000)U75V$=1180^10340〜4002021-1 Q ]太原铁道科技•。
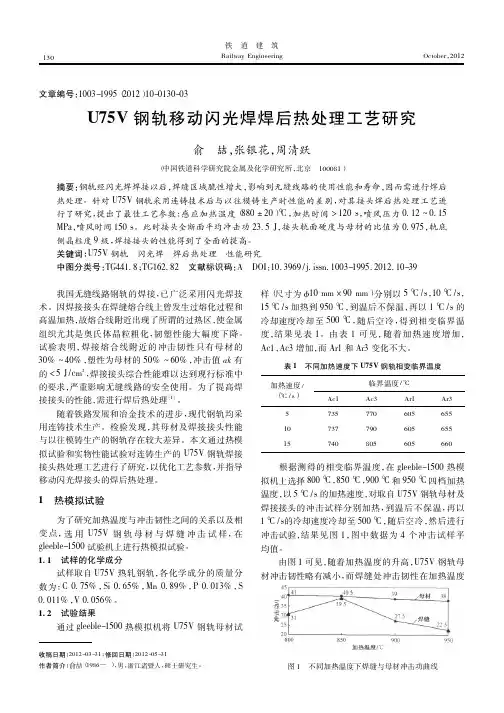
Science and Technology & Innovation ┃科技与创新·107·文章编号:2095-6835(2016)23-0107-02U75V 钢轨焊后热处理的工艺参数优化研究欧阳志明(广州铁路(集团)公司广州工务大修段,广东 广州 511330)摘 要:目前,我国大部分钢轨焊接厂都是采用闪光对焊的方法进行轨头焊接,但是,这种方法会大大降低钢轨焊接后的韧塑性,使得钢轨无法满足无缝线路铺设现场的工作要求。
因此,要对焊接接头进行焊后热处理。
主要研究了U75V 钢轨焊后热处理的几个主要工艺参数的优化,包括正火转频温度t 1、加热最高温度t 2、开始冷却温度t 3和加热时间T 等几个重要技术指标,得出一组较优的工艺参数,从而为实际生产中提高焊缝质量提供理论依据。
关键词:U75V 钢轨;工艺参数;焊后热处理;焊缝质量中图分类号:U213.9+2 文献标识码:A DOI :10.15913/ki.kjycx.2016.23.107现阶段,我国大部分钢轨焊接厂都是采用闪光对焊的方法进行轨头焊接。
文献资料和实际现场操作证明,这种方法会使钢轨焊接后金属组织,尤其是奥氏体晶粒粗化,韧塑性能大大下降,无法满足无缝线路铺设现场的工作要求。
因此,需要对焊接接头进行焊后热处理。
本文针对攀钢U75V (60 kg/m )钢轨焊后热处理的几个工艺参数进行了优化设定,主要包括正火转频温度t 1、加热最高温度t 2、冷却温度t 3和加热时间T 等。
1 试样设备、材料和方法 1.1 试验设备在焊后处理时,红海焊轨厂采用中频正火机对焊后钢轨进行正火,其变压器是多匝比淬火变压器,500 KV A ,2.5~8 kHz 。
在热处理时,中频电压为600 V ,直流电压为400 V ,直流电流在转频前为180~240 A ,在转频后为160 A ,功率在转频前为125 kW ,转频后为70 kW ,频率在转频前为2 100 Hz ,转频后为2 500 Hz 。
浅谈邯钢U75V钢轨焊接工艺参数的调试摘要:针对芜湖北焊轨基地采用GAAS80/580闪光焊机焊接60Kg/m邯钢U75V钢轨的需求,开展邯钢U75V钢轨焊接工艺调试。
从预热相控、烧化末期烧化速度、顶锻阶段快顶位移极限三个方面进行了调整,保证了焊接接头的质量,型式检验一次性通过。
关键词:邯钢U75V 烧化速度预热相控位移极限灰斑1 前言我国目前可以进行铁路钢轨生产的主要钢铁企业有攀钢、鞍钢、包钢和武钢,近几年邯钢也开始生产钢轨。
目前国内生产的钢轨主要为锰轨(U71Mn)和钒轨(U75V),按速度级别分为160km/h、250km/h以及350km/h。
U71Mn系列钢轨使用时间最长,强度等级为880MPa,有较好的韧塑性,焊接性能优良。
U75V是攀钢首先于20世纪90年代初利用当地铁矿石中共生的钒、钛等微量元素研究开发出的高碳微钒合金钢轨。
U75V钢轨由于其耐磨性能和综合性能好,能够大大提高钢轨的使用寿命,延长大修周期,广泛的用于大修钢轨。
2019年芜湖北基地首次焊接邯钢U75V钢轨,根据 T B / 1 6 3 2-2014 的要求,首次焊接前必须进行焊接工艺试验。
本文采用 GAAS80/580 焊机对邯钢U75V钢轨焊接工艺参数的调试。
GAAS80/580 焊机为直流预热闪光焊机,其焊接方式就是将待焊钢轨两端部进行加热,当温度达到一定值时,给待焊钢轨施加一个较大的力将两根钢轨端部挤压在一起。
其焊接过程主要有 4 个步骤: 闪平、预热、烧化及顶锻,所谓工艺参数的调试即针对不同的过程阶段,选择合适的电流、压力、速度、位移等参数,以获得优质的焊接接头[1]。
2 试验材料本次试验使用钢轨为邯钢U75V(60N)热轧钢轨,设计时速为160km/h, 符合 TB/T3276-2012《43kg/m 75 kg/m钢轨订货技术条件》钢轨标准。
表1 钢轨化学成分对比与锰轨相比,钒轨中碳元素、硅元素的含量增加,同时增加了钒的含量。
浅谈现场移动闪光焊正火工艺控制摘要:铁路的发展战略尤其是今后的高速铁路建设已列入“十二五”规划中,无缝线路焊接的质量要求将越来越高。
尤其是现场移动闪光焊焊接完成后的正火工艺控制存在着一定的困难,这将对焊缝的组织性能产生一定的影响。
关键词:无缝线路焊接正火组织性能1 基地焊与现场焊接正火对比钢轨焊后热处理的主要目的就是细化金属组织晶粒,消除钢轨在焊接中的组织缺陷,进而改善钢轨焊接接头的机械性能。
焊轨基地一般采用中频感应正火,设备安装于无剧烈震动、无导电尘埃、无腐蚀性气体、气温不高于40℃、相对湿度小于85%的室内,并且应有排气通风设备。
但由于设备庞大,功率较高,并且感应线圈必须封闭穿过钢轨焊缝,在现场无法使用。
因此,现场只能采用火焰加热正火方法(氧气、乙炔混合气)。
正常火焰加热正火的效果并不比中频感应正火方式差,但对火孔、气压(氧气、乙炔)、环境温度等的要求相当高,稍有变化就会对正火效果产生不利影响。
加热温度为850℃~950℃,行车面表面加热温度不应高于950℃,轨底加热温度不应低于850℃,特别需要注意的是正火钢轨一定要把钢轨焊缝正透,否则焊接接头将产生应力集中钢轨接头较易断裂,而且冷却速度不能太快,正火过后采用保温罩保温处理。
而在基地焊接时由于在厂房中进行的则不会产生上述影响。
2 现场正火方法现场热处理作业的方法是使用火焰加热器加热焊接接头,加热温度使用红外测温仪测量。
具体热处理操作按以下步骤进行。
(1)在钢轨下两边适当的位置上垫上木板,将钢轨垫平,将火焰加热器、流量控制箱、乙炔瓶、氧气瓶和冷却水泵用胶管连接。
(2)将正火机架放到钢轨上,火焰加热器放置在正火机架的导杠上,调整加热器与钢轨表面间隙,使得间隙均匀、对称之后锁定。
调节加热器的位置,使焊缝处于加热器摆动中心,两侧摆动幅度不应小于50mm。
(3)启动冷却水泵,调节乙炔瓶输出压力为0.15MPa,调节氧气瓶输出压力为0.5MPa,调节控制箱乙炔流量为4.2m3/h,氧气流量为3.8m3/h,使火焰呈现为弱碳化火焰。
百米U75V钢轨在线热处理工艺优化陈科澎;汪洋;张惠泽英;宋华;高明昕【期刊名称】《热处理技术与装备》【年(卷),期】2024(45)2【摘要】百米U75V钢轨是我国铁路建设的主型钢轨,在线热处理是其主要强韧化手段,纵向(长度方向)性能均匀性差和生产效率低是其热处理生产存在的主要问题。
百米U75V钢轨的在线热处理过程分为2个冷却阶段,共包含4个冷却工艺参数:开淬温度(T_(i))、相变阶段冷却速度(V_(s))、相变冷却结束温度(T f)以及相变后冷却速度(V_(a))。
通过热模拟试验研究了各参数对百米U75V钢轨组织和性能的影响。
随着工艺参数的变化,珠光体片层间距(S)在100.7~209.1 nm范围内变化;T_(i)和V_(s)对S具有特别显著影响,T f和V_(a)对S没有显著影响;T_(i)不一致是百米U75V钢轨纵向性能不均匀的主要原因之一。
采用“先慢后快”的两段式冷却方案,即在轧后钢轨表面温度冷却至相变终冷温度(约500℃)之前,以接近但不超过珠光体转变临界冷却速率的速度进行冷却,之后提高冷却速度(不超过10℃/s),有利于同时提高生产效率和百米U75V钢轨纵向性能的均匀性。
【总页数】6页(P7-11)【作者】陈科澎;汪洋;张惠泽英;宋华;高明昕【作者单位】辽宁科技大学机械工程与自动化学院;辽宁科技大学创新创业学院【正文语种】中文【中图分类】TG162.82【相关文献】1.U75V钢轨焊后热处理的工艺参数优化研究2.包钢百米75 kg/m U75V在线热处理钢轨研发3.攀钢75kg/m、U75V热处理钢轨基地焊接、正火工艺参数调试浅析4.U75V钢轨闪光焊焊后热处理冷却工艺优化研究因版权原因,仅展示原文概要,查看原文内容请购买。
探析热处理钢轨闪光焊接工艺摘要:在科学技术高速发展的背景下,各种先进的设备和技术被应用到焊接领域,促进了焊接工艺的发展,闪光焊接工艺就是其中的重要一种,在制造钢轨时可以取得良好的应用效果。
因此,本文通过试验的方式,对热处理钢轨闪光焊接工艺进行探析,希望为相关行业提供借鉴。
关键词:热处理钢轨;闪光焊接工艺;力学性能引言:热处理钢轨闪光焊接工艺属于一种先进的焊接工艺,在铁路道岔制造中尤为适用,某研究机构为促进焊接工艺的发展,通过实验的方式,对这项技术进行研究,研究结果表明,利用这项工艺所制作的焊头与要求相符,因此,对热处理钢轨闪光焊接工艺进行研究,其意义十分重大。
一、热处理钢轨闪光焊接工艺概述目前,在钢轨制作行业常用的焊接方法包括两种,一种是传统的气压焊,另一种为闪光焊,这两种焊接方式的适用范围不同,在场地焊接时闪光焊较为适用,但是这种焊接方式却无法适用于现场焊接,而气压焊却与之相反。
相较而言,闪光焊的质量和生产效率均高于气压焊,其发展受到了世界各国的关注,闪光焊工艺在高铁专线中的应用逐渐广泛,其地位也逐渐上升。
与国外相比,国内闪光焊工艺起步较晚,直到21世纪初期,我国才从瑞士引进了闪光焊设备,这种焊接设备的功能较为完善,并且焊接质量较高,值得注意的是,这种闪光焊接设备具有十分复杂的控制系统,在实际应用阶经常出现问题,具体表现为焊接中断现象频发,焊接效率也因此而下降,这个问题尚未得到解决。
因此,某研究机构对闪光焊工艺展开了研究,研究结果表明,热处理钢轨焊接工艺应用效果十分显著[1]。
二、实验过程(一)研究内容本次试验选择了材质为U75V材质的钢轨,总量为60kg,希望通过本次试验,探析焊接参数与接头质量间的关系、热处理工艺和设备与接头质量间的关系,并在此基础上,对正火工艺进行明确,与此同时,确定喷风参数,并研究喷风参数对接头质量造成的影响。
最后对焊接设备的可靠性进行探究。
(二)有关标准本次试验所依据的标准如下所述:2005《钢轨焊接》中的通用技术条件;(2)2005《钢轨焊接》第2部分的闪光焊接。
新型75N 钢轨移动闪光焊接施工工艺宋宏图;程星璠【摘要】Taking an overloaded railway 75N new rail welding construction as an example,this paper introduced the characteristics,application scope and process principle of mobile flash welding constructionmethods,elaborated the construction process and quality control key points of the method,illustrated the used main machine,and put forward the welding construction safety and environmental protection measures,pointed out that using mobile flash welding could improve the welding quality and efficiency,could obtain good social and economic benefits.%以某重载铁路75N新型钢轨焊接施工为例,介绍了移动闪光焊接施工工法的特点、适用范围及工艺原理,阐述了该工法的施工流程及质量控制要点,列举了所使用的主要机具,并提出了焊接施工的安全和环保措施,指出采用移动闪光焊接提高了焊接的质量和效率,可获得良好的社会及经济效益。
【期刊名称】《山西建筑》【年(卷),期】2016(000)006【总页数】2页(P92-93)【关键词】钢轨;闪光焊;质量控制;重载铁路【作者】宋宏图;程星璠【作者单位】中国铁道科学研究院金属及化学研究所,北京 100081;中铁一局集团新运工程有限公司,陕西咸阳 712000【正文语种】中文【中图分类】U213.4★:中国铁道科学研究院院基金课题(课题编号:2014YJ059)随着时代的发展,能较大程度上提升货运能力的重载铁路得到了世界各国的重视,发展速度大为提高。
钢轨挪移闪光焊作业指导书1.合用范围本作业指导书合用于青岛地铁13号线工地钢轨挪移闪光焊作业。
2。
施工准备2.1焊接设备检查在进行钢轨焊接前,应先对焊轨机及配套设备进行检查。
2。
2轨端除锈轨端除锈是对待焊钢轨端面和距离端面500mm范围内轨腰两侧表面除锈,使其露出80%以上的金属光泽。
如果在此范围有凸出轨腰表面的厂标、生产日期等符号必须同时磨平。
2。
3内业技术准备2.3。
1根据设计文件的要求和开通速度的标准,核实施工技术标准。
同时对施工设计图纸进行会审,了解设计意图。
澄清有关技术问题,熟悉规范和技术标准。
2。
3.2施工人员开工前应通过安全、技术培训考核,特殊工种持证上岗,各种施工机具在开工前全部进场确保状态良好.2。
4外业技术准备2。
3.3在正式焊接前,按照《钢轨焊接第2部份:闪光焊接》(TB/T1632。
2-2022)的要求完成钢轨焊接接头的型式试验。
确定焊接参数,制定焊机操作规程。
2.3.4生产检验应符合《钢轨焊接第2部份:闪光焊接》(TB/T1632.2—2022)相关规定,检验合格后方可继续生产.3。
技术要求3.1气温低于10℃时不宜进行工地钢轨焊接。
刮风、下雨天气焊接时,应采取防风、防雨措施。
3.2施工环境温度较低时,焊前应用火焰预热轨端0。
5m长度范围,预热温度应均匀,钢轨表面预热升温为35℃—50℃,焊后应采取保温措施.3。
3单元轨节摆布股钢轨的焊接接头宜相对,相错量不应大于100mm。
3.4其他相关要求:执行《铁路轨道工程施工质量验收标准》(TB10413-2003)及设计文件相关要求。
4。
施工工艺流程图4.1 现场挪移式闪光焊接工艺流程图施工准备轨端打磨焊机对位焊接推凸粗 磨正 火矫 直精磨探 伤恢复路线、质量检查5.施工方法5。
1待焊钢轨及接头准备焊接前松开待焊轨头后方10m范围内的扣件及前方一节待焊轨的扣件,长轨下安放滚筒,以便钢轨可以纵向挪移焊接。
焊接前必须检查钢轨端面垂直度和钢轨端面、轨腰导电面除锈质量。
移动式钢轨闪光焊及钢轨焊接施工工艺作者:罗来炜来源:《城市建设理论研究》2012年第35期摘要:随着铁路提速和轨道交通建设的快速进行,钢轨焊接技术也从铝热焊、气压焊,发展成为移动式钢轨闪光接触焊。
本文主要介绍了国际国内出现过的移动式钢轨闪光接触焊设备及其应用,阐述了钢轨闪光焊的基本原理以及钢轨焊接施工的工艺流程,最后分析了钢轨焊接施工中存在的问题,提出钢轨焊接施工设备以及钢轨闪光焊接设备发展的方向。
关键词:移动式钢轨闪光接触焊应用原理钢轨焊接施工中图分类号:TU991.05 文献标识码:A文章编号:前言高速客运和城市轨道交通是近年国内铁路发展的两大趋势。
为了满足乘客乘坐的舒适性,要求轨道具有高平顺性和高稳定行。
铁路铺设过程中通常将厂制标准长度钢轨焊接成满足无缝线路设计的长轨条,以提高线路平顺性和稳定性。
由此催生了钢轨焊接设备及技术的发展,目前在高铁和城市轨道交通的建设中已基本实现无缝线路施工现场焊接。
铝热焊和气压焊已被自动化程度更高、焊接质量更稳定的移动闪光焊代替。
1移动式闪光接触焊设备及应用钢轨移动闪光焊设备主要特点是自带发电机组,并且设备的外形尺寸必须满足公路后铁路运输的要求。
其大致可分为两类:1、带走行机构;2、不带走行机构。
1.1带走行机构1.1.1铁路自行式铁路自行式钢轨移动闪光焊设备因其行驶速度较高,在国铁、高铁的建设和运营维护中使用比较方便、工作效率高,不会阻碍线上正常行车。
1973年奥地利普拉赛-陶依尔公司制造了第一辆移动闪光焊轨车(如图1),经过几十年的发展,我国于2006年研制生产了第一辆型号为YHG-05的闪光焊轨车。
图1该车具有以下显著的优点:本车能完成钢轨焊接的全过程,系统集成度高;设置有液压支腿和钢轨对正装置、作业效率高,焊接质量有保证;能自力双向高速运行,不需要另外配置牵引车;设有低速走行功能,也用于焊接作业时的车辆对位;作业机构设置在整车中部,并利用拉轨对正装置协同作业,大大提高作业效率;设有双臂起重机底座调平装置,可方便地进行曲线焊轨作业;不焊轨时,可以作为移动电站,为工程施工,事故抢险等提供三相交流电源。
摘要伴随着我国铁路建设的步伐加快,国铁路运量、载重及行车速度的不断提高,对钢轨焊接接头质量也提出了更高的要求。
原来国内在线上焊接普遍采用的铝热焊已逐渐显现出不能很好的满足现代高速铁路对焊缝的需求,各铁路局正逐步引进线上移动式焊轨车,采用闪光焊代替原来的焊接工艺。
然而焊后热处理还都沿用的原有的现场铝热焊焊后热处理设备(火焰加热处理),这种老式的火焰加热方式采用氧气—乙炔火焰加热,属于热传导加热方式,靠氧气—乙炔焰的热量从钢轨外表面向内部传导,透热性较差、速度较慢、工序繁琐复杂、劳动强度大、劳动条件差,且这种方法受认为因素影响较大,加热温度不易控制、效果很不稳定。
在加上这种热处理方式加热后使其暴漏在大气中自然冷却,未对焊缝部分进行强制冷却,表面硬度相比全长表面淬火的母材也出现明显降低,加上钢轨经焊接成长轨后,在其焊缝区熔合线上由于曾受过熔化过程和高温的影响,在热熔合的过热区会出现金属组织尤其是奥氏体晶粒粗化,产生焊接残余应力及硬度分布不均等问题,从而使接头冲击韧性下降,引起马鞍型磨耗,缩短钢轨的使用寿命,危机行车安全。
为了解决这种缺陷,必须对焊缝进行合理的正火处理,使焊缝经正火后,晶粒重新细化,钢轨塑形、韧性大幅度提高,硬度分布均匀合理。
保证钢轨使用质量、延长钢轨使用寿命、保障线路的行车安全。
第一章绪论1.1线上焊缝热处理的现状及发展线上焊缝热处理的意义伴随我国铁路运量、载重及行车速度的不断提高,对钢轨焊接接头质量也提出了更高的要求。
钢轨经焊接成长轨后,在其焊缝区熔合线上由于曾受过熔化过程和高温的影响,在热熔合的过热区会出现金属组织尤其是奥氏体晶粒粗化,产生焊接残余应力及硬度分布不均等问题,从而使接头冲击韧性下降,引起马鞍型磨耗,缩短钢轨的使用寿命,危机行车安全。
所以必须对焊缝进行合理的正火处理,焊缝经电感应加热正火后,晶粒重新细化,钢轨塑形、韧性大幅度提高,硬度分布均匀合理。
这是保证钢轨使用质量、延长钢轨使用寿命、保障行车安全的一项重要措施,然而现在各铁路局在线上焊后热处理的方式还都沿用的原有的现场铝热焊焊后热处理设备(火焰加热处理),这种老式的火焰加热方式采用氧气—乙炔火焰加热,属于热传导加热方式,靠氧气—乙炔焰的热量从钢轨外表面向内部传导,透热性较差、速度较慢、工序繁琐复杂、劳动强度大、劳动条件差,且这种方法受认为因素影响较大,加热温度不易控制、效果很不稳定。