焊工工艺学教师学期授课计划2
- 格式:doc
- 大小:95.50 KB
- 文档页数:3
焊接工教师教学工作计划
本学期教学工作计划如下:
一、教学目标:
1. 熟练掌握焊接工艺与技术知识,具备一定的操作能力和实际技能。
2. 培养学生的创新意识和团队合作精神,提高学生的综合素质。
二、教学内容:
1. 焊接工艺与技术基础知识的讲解与学习。
2. 实际操作技能的训练与实践。
3. 焊接相关的安全知识和操作规范。
三、教学方法:
1. 结合理论知识和实际操作,注重理论与实践相结合。
2. 采用案例教学法,引导学生分析解决问题的能力。
3. 组织实验课和实习实训,提高学生的动手能力和创新能力。
四、教学手段:
1. 制定教学大纲和教学计划,明确教学内容和要求。
2. 利用多媒体教学辅助工具,呈现图文并茂的教学内容。
3. 提供必要的实验仪器设备和安全防护用具。
五、教学评价:
1. 采用多种评价手段,包括考试、实习实训表现、实际操作能力测试等。
2. 注重学生的全面发展,不只是知识的掌握,还包括实际能力
与综合素质的提升。
六、其他工作安排:
1. 定期组织学生参观实际焊接工程案例,拓展学生的实践视野。
2. 组织学生参加焊接技能比赛与实践活动,激发学生的学习兴趣和竞技精神。
一、前言作为焊接工教师,我深知肩负着培养新一代焊接技术人才的重任。
为了更好地完成教学工作,提高自身业务水平,特制定以下工作计划。
一、工作目标1. 提高教学质量,使学生在掌握焊接基本技能的基础上,具备一定的焊接理论知识和创新能力。
2. 优化教学方法,提高课堂效率,激发学生的学习兴趣。
3. 加强自身业务学习,不断提升教育教学能力。
4. 建立良好的师生关系,为学生提供良好的学习氛围。
二、具体措施1. 教学内容(1)根据教材和教学大纲,合理安排教学内容,确保教学目标的实现。
(2)结合实际生产案例,丰富教学内容,提高学生的实际操作能力。
(3)关注行业发展趋势,及时更新教学内容,使学生在毕业后能够适应市场需求。
2. 教学方法(1)采用启发式教学,引导学生主动思考,培养学生的创新意识。
(2)运用多媒体教学手段,提高课堂趣味性,增强学生的直观感受。
(3)注重实践操作,提高学生的动手能力,确保学生能够熟练掌握焊接技能。
3. 教学管理(1)加强课堂纪律,确保教学秩序良好。
(2)关注学生的学习进度,及时了解学生的学习状况,有针对性地进行辅导。
(3)建立健全教学评价体系,对学生的学习成果进行客观评价。
4. 业务学习(1)参加各类焊接技术培训,提高自己的业务水平。
(2)关注行业动态,了解新技术、新工艺,将新技术引入课堂。
(3)加强与同行交流,分享教学经验,共同提高。
5. 师生关系(1)关爱学生,尊重学生,建立良好的师生关系。
(2)关注学生的心理健康,帮助学生解决生活、学习中的困难。
(3)积极参加学校组织的各类活动,增强师生间的互动。
三、工作计划执行1. 制定详细的教学计划,明确教学目标、教学内容、教学方法等。
2. 定期检查教学进度,确保教学计划的顺利实施。
3. 定期进行教学质量评估,对存在的问题及时进行调整和改进。
4. 定期总结工作经验,不断提高自己的教育教学水平。
四、总结通过制定和实施本工作计划,我将以更高的标准要求自己,为培养更多优秀的焊接技术人才贡献自己的力量。
一、指导思想本学期,我将以提高学生电焊技术技能为核心,深化教育教学改革,以培养学生的实际操作能力、创新精神和团队协作能力为目标,全面提高教育教学质量。
具体工作计划如下:二、工作目标1. 完善教学体系,提高教学质量。
通过优化教学内容、改进教学方法,使学生在掌握电焊技术基本理论的基础上,熟练掌握电焊操作技能。
2. 培养学生的创新意识和实践能力。
鼓励学生在实践中发现问题、解决问题,提高学生的创新精神。
3. 加强师资队伍建设,提升教师综合素质。
通过参加培训、开展教研活动等方式,提高教师的专业水平和教学能力。
4. 增强学生就业竞争力,为我国焊接行业输送高素质人才。
三、具体措施1. 优化课程设置(1)调整教学内容,增加实践环节,使学生更好地掌握电焊技术。
(2)引入新技术、新工艺,使教学内容与时俱进。
2. 改进教学方法(1)采用启发式、讨论式等教学方法,激发学生的学习兴趣。
(2)加强师生互动,注重培养学生的自主学习能力。
(3)利用多媒体技术,提高教学效果。
3. 加强实践教学(1)设立实验实训基地,为学生提供实践操作平台。
(2)开展校企合作,为学生提供实习机会。
(3)组织学生参加各类焊接技能竞赛,提高学生的实践能力。
4. 师资队伍建设(1)鼓励教师参加各类培训,提高自身专业素养。
(2)开展教研活动,促进教师之间的交流与合作。
(3)选派优秀教师外出学习,引进先进的教学理念和方法。
5. 就业指导(1)加强与企业合作,了解企业需求,调整教学内容。
(2)开展就业指导讲座,帮助学生了解就业形势,提高就业竞争力。
(3)组织学生参加各类招聘会,拓宽就业渠道。
四、工作总结1. 定期对教学工作进行总结,查找不足,及时调整教学策略。
2. 关注学生的学习进度,对学习困难的学生进行个别辅导。
3. 加强与家长的沟通,共同关注学生的成长。
4. 积极参加各类教育教学研讨活动,不断提高自己的教育教学水平。
通过以上措施,我相信在本学期的工作中,能够取得显著的成果,为我国焊接行业培养更多优秀人才。
焊工教学计划焊工专业教学计划一、专业培养目标本专业培养拥护党的基本路线,德、智、体、美等全方面发展的,掌握焊接技术必备的基础理论知识和专业知识,具备从事专业领域实际工作的综合能力和主要技能,具有健康的体魄和良好的职业道德、敬业精神、创业精神的、适应社会生产、管理、服务第一线需要的,中级焊接技术应用型人才。
二、人才培养规格要求和知识技能素质结构(一)专业能力要求和构成要素1、具备一定的机械知识、电气知识。
2、具备一定的钳工、电工的初级知识。
3、具备焊接知识。
4、具有良好的各种焊接操作技能。
(二)技能证书要求取得中级焊工证。
(三)素质要求1、思想道德素质爱祖国,有民族自尊心,献身四化建设。
爱人民,主动关心他人,热爱社会主义,拥护XXX领导,工作勤奋踏实,有创业精神。
诚实守信,办事公道。
崇尚文明,自觉抵制腐朽和不健康的陋,见义勇为。
2、业务素质具备所需的专业实际知识,掌握专业的基本技术和某项专长,能闇练地使用。
有初步的现代制造技术和生产管理知识,具有成本、效益和质量观念。
领会与行业、专业有关的法令法规、安全生产条例,遵守操作规程和工作规范。
掌握行业、专业的有关标准,解释并运用职业惯。
整理并保持有序的工作环境,做有工作计划、总结或技术记录的惯。
勤于实践,善于理论联系实际。
反应敏捷,处理问题果断。
善于收集信息,了解行业和专业发展动态。
具有一定的知识面,能综合地分析和解决问题。
3、文化素质毕业生具备技工人才所需的文化知识和应用能力,有一定的语言表达能力。
学风严谨,实事求是。
善于观察,讲究科学的工作方法。
谦虚好学,能适应科学技术的发展。
尊重科学,对伪科学有初步的识别能力。
思想开放,易于接受新思想、新技术和新事物。
有独立主见,勇于创新。
具有较强的参与、竞争和合作意识。
追求效率,时间观念强。
严于律己,能正确对待不同意见,正确对待成功和失败。
举止文雅,待人有礼,敬老爱幼,尊重妇女,尊师重教,富有同情心。
能正确看待金钱、名利和地位,不卑不亢,继承优秀的民族文化素养。
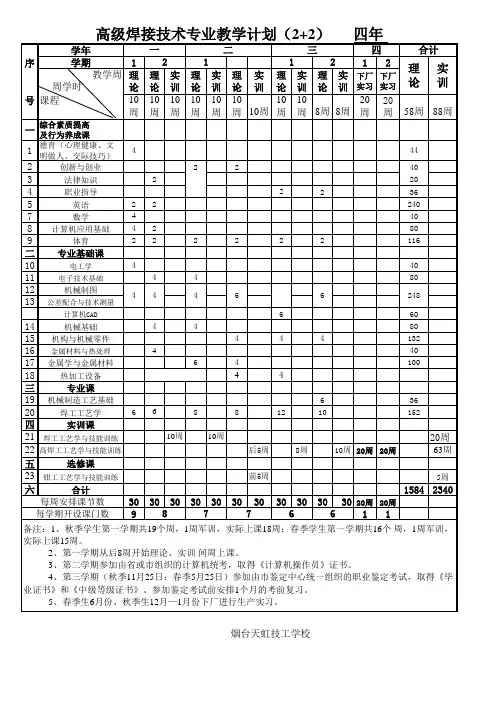
《焊接工艺与技能训练》学期授课计划第一学期:手弧焊部分一、课程说明1.本课程的性质《焊接基本技能》实训是焊接专业必修的实践性教学环节,是学生初步掌握焊接技能的一个重要的实践性教学环节。
焊接基本技能实训实在学生学完专业基础课之后,学习专业课程以前进行。
2.实训的目的及任务通过本次实训,使学生能够了解焊接的基本理论知识,熟悉各种焊接方法的基本操作技能,使学生了解各种焊接设备的构成及作用,并能正确使用和维护,通过实践操作,培养学生的动手能力,了解焊接生产的安全要求及焊接操作过程中的安全防护措施。
实训的任务是:初步认识各种焊接工艺方法的原理、设备,并能够掌握焊条电弧焊的基本操作技术。
二、实训内容课题一入门指导讲解与示范:〈1〉工种介绍。
〈2〉工种实训的内容及焊接实习安全教育。
实习作业:〈1〉分配工具及学生实习位置。
〈2〉组织参观现场。
课题二焊条电弧焊基础练习讲解与示范:〈1〉焊条电弧焊设备的工作原理、分类及选用以及安全维护。
〈2〉电焊条的种类、规格及选用〈3〉焊条电弧焊安全常识。
〈4〉焊条电弧焊的基本操作。
实习作业:〈1〉焊接设备的结构了解及工具使用方法。
〈2〉引弧练习〈3〉运条练习(4)收弧练习(5)平板对接焊接三、实训的基本要求1、实训应知理论〈1〉焊接作业的安全知识〈2〉焊接生产的基础知识〈3〉弧焊电源的有关知识〈4〉焊接方法与设备的有关知识2、实训应会能力要求〈1〉掌握焊条电弧焊设备的调试和工具的使用〈2〉掌握焊条电弧焊的基本操作和安全常识。
(3)掌握板对接焊接的平、立、横、仰四种位置焊接操作的基本技能。
四、实训的时间分配A、过程考核:以平时实训过程为依据,给出每一实训项目的实训成绩,取所有实训项目成绩的平均做为本课程的实训成绩。
单个实训项目成绩由实训操作(60%)、出勤情况(10%)、实训报告(30%)、组成;B、过程考核加实训考试:设计并正确完成与平时训练程度相同的实训项目;一人一组,1.5—2小时内完成;过程考核成绩30%,实训考试成绩70%。
一、前言为了全面提升焊接教师的专业素养,提高教学质量,确保学生能够掌握扎实的焊接技能,本学期特制定以下焊接教师专业学期工作计划。
二、工作目标1. 提升自身专业素养,成为焊接领域的专家型教师。
2. 深入研究焊接技术,提高课堂教学效果。
3. 加强学生实践操作能力,提高焊接质量。
4. 积极参与教研活动,促进教学经验的交流与分享。
5. 培养学生创新意识,提高焊接技术综合应用能力。
三、具体措施1. 加强理论学习,提高自身专业素养(1)深入学习焊接理论知识,掌握焊接工艺、设备、材料等方面的知识。
(2)关注焊接行业动态,了解新技术、新工艺,紧跟行业发展步伐。
(3)阅读国内外优秀焊接教材和论文,提高自己的学术水平。
2. 提高课堂教学效果(1)优化教学设计,合理编排教学内容,确保教学目标的实现。
(2)采用多种教学方法,激发学生学习兴趣,提高课堂参与度。
(3)注重理论与实践相结合,加强实践教学环节,提高学生动手能力。
3. 加强学生实践操作能力(1)定期组织学生进行焊接实践操作,让学生在真实环境中锻炼技能。
(2)指导学生进行焊接工艺参数的调整,提高焊接质量。
(3)开展焊接技能竞赛,激发学生学习焊接技术的热情。
4. 积极参与教研活动(1)参加校内外的焊接教研活动,学习先进的教学经验。
(2)与同行教师交流教学心得,共同提高教学水平。
(3)撰写教学论文,总结教学经验,提高自己的学术地位。
5. 培养学生创新意识(1)鼓励学生参与焊接技术革新,提高学生创新意识。
(2)组织学生参加各类焊接技能竞赛,培养学生的团队协作精神。
(3)引导学生关注焊接行业发展趋势,激发学生探索未知领域的热情。
四、工作总结本学期末,对工作计划进行总结,对取得的成绩和存在的问题进行梳理,为下一学期的工作提供参考。
五、预期成果通过本学期的努力,焊接教师的专业素养得到显著提升,课堂教学效果明显提高,学生实践操作能力得到加强,为培养高素质焊接人才奠定坚实基础。
焊接工教师工作计划一、工作目标1. 提高学生的焊接技能水平,使其能够顺利就业或继续深造;2. 培养学生的团队合作意识和解决问题的能力;3. 培养学生的安全意识和职业道德。
二、工作内容1. 制定教学计划根据学校教学大纲和学生实际情况,制定焊接课程的教学计划,包括教学内容、教学方法、教学手段等。
2. 确定教学目标明确焊接课程的教学目标,包括理论知识掌握、实践技能掌握和职业素养培养等方面的要求。
3. 教学准备根据教学计划,精心准备教学材料、实验设备和教学环境,确保教学过程的顺利进行。
4. 教学实施根据教学计划,采用多种教学方法,如讲授、示范、实验、实习等,进行系统的、全面的教学。
5. 教学效果评估通过考试、实验、作业等多种形式,对学生的学习成果进行评估,及时发现问题,帮助学生改进。
6. 学生管理对学生进行严格管理,培养他们的学习纪律和职业操守,确保教学秩序。
7. 安全教育加强对学生的安全教育,让他们认识到焊接工作中的危险性,并掌握相应的安全防护知识和技能。
8. 职业指导为学生提供职业规划和就业指导,使他们能够选择适合自己发展的方向,为将来的职业生涯做好准备。
9. 教学改革积极参与学校的教学改革,不断更新教学理念和方法,提高教学质量和效果。
10. 个人发展不断学习和提高自身的焊接技能和教学能力,积极参加相关培训和学术交流,提升专业水平。
三、工作方式1. 以学生为中心尊重学生的个性和特长,注重引导学生自主学习,激发他们的学习兴趣和学习动力。
2. 多种教学方法灵活运用多种教学方法,根据学生的实际情况和学习特点,提供个性化的教学服务。
3. 以实践为主焊接是一门实践性很强的技能,教学过程中要以实践教学为主,注重学生的动手能力和创新能力的培养。
4. 与企业合作积极与当地相关企业合作,组织学生进行实地实习,让他们接触真实的工作环境和工作流程。
5. 团队合作与其他教师和学校管理人员密切合作,共同为学生的学习和成长提供良好的条件和环境。
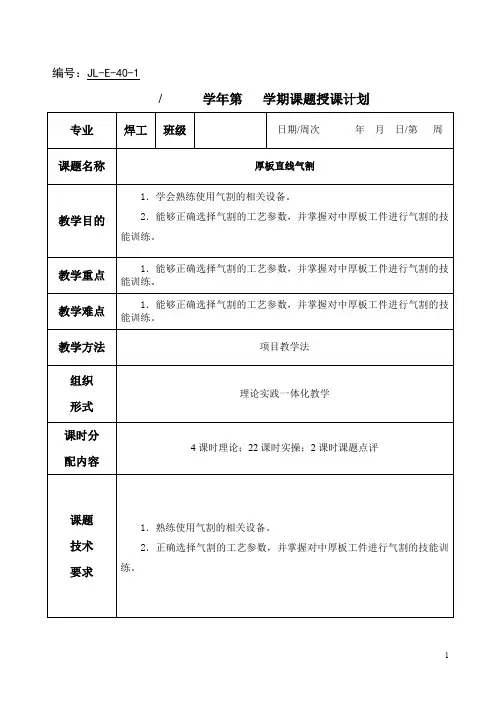
编号:JL-E-40-1/ 学年第学期课题授课计划编号:JL-E-40-1/ 学年第学期课题授课计划编号:JL-E-40-1/ 学年第学期课题授课计划)焊接起头和连接出平滑过渡,无局部过高现象,收尾处弧坑填满。
)焊缝表面焊波均匀、无明显未融合和咬边,其咬边深度≤编号:JL-E-40-1/ 学年第二学期课题授课计划①焊接过程中,要分清铁水和熔渣,避免产生夹渣。
②在立焊时密切注意熔池形状。
发现椭圆形熔池下部边缘由比较平直轮廓逐步变成鼓肚变圆时,表示熔池温度已稍高或过高,应立即灭弧,降低熔编号:JL-E-40-1/ 学年第二学期课题授课计划①焊接过程中,要分清铁水和熔渣,避免产生夹渣。
②在立焊时密切注意熔池形状。
发现椭圆形熔池下部边缘由比较平直轮编号:JL-E-40-1/ 学年第二学期课题授课计划①焊接过程中,要分清铁水和熔渣,避免产生夹渣。
②在立焊时密切注意熔池形状。
发现椭圆形熔池下部边缘由比较平直轮廓逐步变成鼓肚变圆时,表示熔池温度已稍高或过高,应立即灭弧,降低熔池温度,可避免产生焊瘤(图5-4)。
③严格控制熔池尺寸。
打底焊在正常焊接时,熔孔直径大约为所用焊条编号:JL-E-40-1/ 学年第二学期课题授课计划①焊接过程中,要分清铁水和熔渣,避免产生夹渣。
②在立焊时密切注意熔池形状。
发现椭圆形熔池下部边缘由比较平直轮廓逐步变成鼓肚变圆时,表示熔池温度已稍高或过高,应立即灭弧,降低熔池温度,可避免产生焊瘤(图5-4)。
编号:JL-E-40-1/ 学年第二学期课题授课计划①焊接过程中,要分清铁水和熔渣,避免产生夹渣。
②在立焊时密切注意熔池形状。
发现椭圆形熔池下部边缘由比较平直轮廓逐步变成鼓肚变圆时,表示熔池温度已稍高或过高,应立即灭弧,降低熔池温度,可避免产生焊瘤(图5-4)。
③严格控制熔池尺寸。
打底焊在正常焊接时,熔孔直径大约为所用焊条直径1.5倍,将坡口钝边熔化0.8~1.0mm,可保证焊缝背面焊透,同时不出编号:JL-E-40-1/ 学年第二学期课题授课计划①焊接过程中,要分清铁水和熔渣,避免产生夹渣。
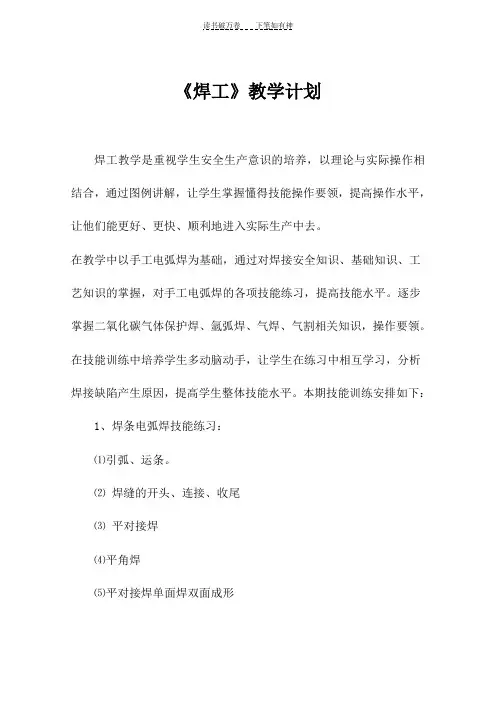
《焊工》教学计划
焊工教学是重视学生安全生产意识的培养,以理论与实际操作相结合,通过图例讲解,让学生掌握懂得技能操作要领,提高操作水平,让他们能更好、更快、顺利地进入实际生产中去。
在教学中以手工电弧焊为基础,通过对焊接安全知识、基础知识、工艺知识的掌握,对手工电弧焊的各项技能练习,提高技能水平。
逐步掌握二氧化碳气体保护焊、氩弧焊、气焊、气割相关知识,操作要领。
在技能训练中培养学生多动脑动手,让学生在练习中相互学习,分析焊接缺陷产生原因,提高学生整体技能水平。
本期技能训练安排如下:
1、焊条电弧焊技能练习:
⑴引弧、运条。
⑵焊缝的开头、连接、收尾
⑶平对接焊
⑷平角焊
⑸平对接焊单面焊双面成形
⑹横对接焊
⑺立对接焊、立角焊
⑻仰对接焊、仰角焊
⑼管与管焊接
⑽管与板焊
接
2、气体保护焊技能练习:
⑴二氧化碳气体保护焊相关知识
⑵二氧化碳气体保护焊技能训练
⑶氩弧焊相关知识
⑷氩弧焊技能训练
3、气焊、气割技能练习:
⑴气焊气割相关知识
⑵气焊气割技能练习
4、其它焊接工艺的简介;。
焊工教学大纲和教学计划
一、教学大纲
1.课程内容:焊接技术基础与实践
2.课程目标:
(1)熟悉焊接技术相关概念和基础知识;
(2)掌握焊接技术的基本方法和流程;
(3)能够运用焊接技术对常见材料进行加工和修理。
3.教学方式:理论教学结合实践操作
4.教学时间:共计200学时
二、教学计划
1.理论教学(60学时)
(1)焊接概述及各种焊接方法的基本原理和适用范围介绍;
(2)焊接材料的种类、特性和选择方法;
(3)焊接工艺基本流程和操作规程;
(4)焊接安全、环保及规范操作注意事项。
2.实操教学(140学时)
(1)焊接设备、工具和工装的说明及使用方法;
(2)焊接试板的制作与检验;
(3)正反面对接、T型接、搭接等各种接头的制作;
(4)常见材料的焊接加工与修复。
3.实践考核(10学时)
(1)对焊接技术进行综合应用,并通过实际项目的作品展示、口头答辩及理论考试等方式进行综合评价;
(2)根据考核结果进行针对性学科引导和辅导,为学生提供进一步指导。
焊工教学大纲教学计划2、掌握手弧焊接预备知识3、理解焊接接头形成、焊缝形式、焊缝符号及标注教学内容1、焊接电弧的构造及静特性2、手弧焊接预备知识3、焊接接头形成、焊缝形式、焊缝符号及标注第三节教学要求1、掌握焊接工艺参数的概念和作用2、了解不同焊接材料的焊接工艺参数教学内容1、焊接工艺参数2、不同焊接材料的焊接工艺参数第二模块熔焊原理(二)第一节教学要求1、了解焊接电源极性、电弧偏吹的概念和作用2、掌握常见焊接缺陷的产生原因和克服方法教学内容1、焊接电源极性、电弧偏吹2、常见焊接缺陷的产生原因和克服方法第二节教学要求1、了解焊条的组成、药皮类型及焊条分类2、掌握平对接的实训技巧教学内容1、焊条的组成、药皮类型及焊条分类2、平对接的实训技巧第三节教学要求1、了解焊接冶金基本知识2、掌握立对接的实训技巧3、理解焊接检验的方法教学内容1、焊接冶金基本知识2、立对接的实训技巧3、焊接检验的方法第三模块气焊和气割第一节教学要求1、了解气焊设备及工具的使用方法2、掌握横对接的实训技巧教学内容1、气焊设备及工具的使用方法2、横对接的实训技巧第二节教学要求1、了解氧——乙炔的性质及适用范围2、掌握气焊工艺参数的概念和作用教学内容1、氧——乙炔的性质及适用范围2、气焊工艺参数的概念和作用第三节教学要求1、了解金属材料的性能和分类2、掌握气割的实训技巧教学内容1、金属材料的性能和分类2、气割的实训技巧总计240节,包括72节理论课和168节实训。
本课程旨在使学生掌握焊接工艺及技能训练,包括熟悉焊接专业术语、了解常用焊接技术的基本原理、掌握常用焊接技术的基本工艺、对工业生产中常见的各种金属材料的焊接性有深刻认识并熟练掌握这些金属材料的焊接方法,熟悉安全文明生产的有关知识。
学生在研究过程中应理论联系实际,注重实践操作,认真观察和模仿老师的示范动作,并刻苦练,提高自己的操作技能水平。
1、气焊设备和气割设备的组成2、气焊和气割工具的使用方法3、气焊和气割的安全注意事项第二节教学要求1、了解气焊和气割的工艺参数2、掌握气焊和气割的操作技巧教学内容1、气焊和气割的工艺参数2、气焊和气割的操作技巧3、气焊和气割的常见问题及解决方法第三节教学要求1、了解气焊和气割的应用范围2、掌握气焊和气割的常见应用场景教学内容1、气焊和气割的应用范围2、气焊和气割在金属加工中的常见应用场景3、气焊和气割的优缺点及与其他加工方法的比较第一模块气焊基础第一节氧气瓶和乙炔瓶的使用氧气瓶的颜色为绿色,标识为“氧气”,使用时需先检查瓶身有无损坏和泄漏,然后使用氧气减压器将氧气压力降至所需压力。
教师教育教学工作计划电焊一、教学背景电焊是一种重要的工业技能,它广泛应用于制造业、建筑业和修复行业。
因此,教师教育教学工作计划将以培养学生的实际操作能力和安全意识为核心,注重培养学生的创新能力和解决问题的能力,以适应社会的需求。
二、教学目标1. 帮助学生掌握电焊的基本理论知识和操作技能,能够独立完成一般的电焊工作。
2. 培养学生良好的职业道德和安全意识,提高学生的责任心和团队合作能力。
3. 培养学生的动手能力和创新意识,鼓励学生自主探究和实践。
三、教学内容和方法1. 教学内容(1)电焊的基本原理;(2)电焊设备的使用和维护;(3)常见的电焊工艺和焊接方法;(4)焊接操作的实际技能培训;(5)焊接安全知识和操作规范。
2. 教学方法(1)理论课程配合实践教学,理论与实践相结合;(2)教师引导学生进行实际操作,学生自主探究和实践;(3)开展案例分析和学生讨论,激发学生思维,提高学生解决问题的能力;(4)根据学生的实际情况,灵活运用多种教学方法,如讲授、示范、讨论、实验等。
四、教学手段和资源1. 教学手段(1)教学仪器设备:焊接机、焊条、焊丝、电焊面罩、焊接工件等;(2)多媒体课件:配合实际操作,结合多媒体课件进行理论讲解;(3)实验室教学:提供实验室场地和相关设施,进行实际操作训练;(4)安全保障:加强教师和学生的安全防护意识,做好安全保障措施。
2. 教学资源(1)教材:选用权威的电焊教材,为学生提供良好的学习参考;(2)网络资源:借助网络资源,丰富教学内容,提供实用的案例和视频教学资源;(3)校外实习资源:开拓校外实习基地,提供学生实习机会,丰富学生的实践经验。
五、教学评估和考核1. 教学评估(1)定期进行理论和实际操作的考核,评估学生的学习情况;(2)积极收集学生的学习反馈,及时调整教学方案,不断改进教学质量;(3)注重学生的全面素质培养,对学生的态度和行为进行评估。
2. 考核方式(1)理论考核:包括笔试、开卷考试等形式;(2)实际操作考核:对学生的实际操作技能进行考核;(3)实验报告、论文撰写:鼓励学生进行科研和实验研究,培养学生的创新能力。
焊接工教师教学工作计划一、教学目标1. 培养学生掌握焊接工的基本理论知识,掌握常见焊接工艺和技能,具备初步的焊接操作能力;2. 培养学生具备优良的职业道德素养和团队合作精神,能够适应现代焊接工作的需要;3. 培养学生对焊接技术相关知识的扩展和深入理解,具备持续学习和自主探究的能力。
二、教学内容1. 理论知识:焊接的概念和分类、焊接技术常识、金属材料与焊接材料的特性、焊接热工学、焊接金属与合金的液态行为等;2. 技能操作:电弧焊、气体保护焊、电阻焊、激光焊等常见焊接工艺的操作方法和技巧;3. 实践能力:焊接设备的使用与维护、焊接工艺参数的调试与控制、焊接质量检测与评价等。
三、教学方法1. 讲授相结合:通过课堂讲授向学生传授理论知识;2. 实践操作:通过实验教学,让学生亲自操作焊接设备,提高操作技能;3. 课外拓展:引导学生走出课堂,进行实地考察和参观,加深对焊接技术的理解;4. 个性化指导:了解学生的学习情况,针对不同学生的特点,采取差异化教学方法。
四、教学手段1. 火焰切割机、电弧焊、气体保护焊、电阻焊等焊接设备;2. 实验室、车间等实践教学场所;3. 多媒体教学设备,如投影仪、电脑等。
五、交叉学科1. 电气中的电路知识;2. 材料学中有关金属材料的知识。
六、教学重点1. 理论知识的传授;2. 技能操作的训练;3. 实践能力的培养。
七、教学难点1. 焊接热工学等理论知识的理解;2. 不同焊接工艺的技能操作;3. 设备维护与故障排除能力的培养。
八、教学诊断与反馈1. 定期进行课堂测试和实验考核,及时发现学生的学习情况;2. 针对学生掌握的情况,进行个性化的辅导和帮助,帮助学生克服困难;3. 教师与学生、学生之间的互动交流,及时了解学生的学习状态。
九、教学评价1. 学生学习成绩的定期检查;2. 学生的实际操作技能的检验;3. 学生综合素质的评价,包括职业道德、团队合作等方面。
十、课外拓展1. 组织学生参与焊接比赛,提高学生的实际操作技能;2. 组织学生到企业进行实践,感受行业的发展需求和就业形势;3. 组织学生参加相关行业的论坛和交流活动,开拓学生的视野和思维。
焊工教学工作计划一、教学目标1、培养学生对焊接技术的兴趣和热情,确立正确的职业理想和职业信念。
2、全面提升学生的焊接技能,使其能够熟练掌握各种焊接技术和工艺。
3、培养学生的团队合作意识和沟通能力,使其具备良好的职业素养和职业能力。
4、引导学生树立正确的安全意识,健全的职业道德,增强对行业规范的遵守和执行力。
二、教学内容1、焊接技术基础知识:焊接的概念、焊接原理、焊接基本技能。
2、电弧焊工艺技术:电弧焊、TIG焊、MIG焊、镀锌焊、等离子焊等多种焊接技术。
3、电气焊接技术:电弧焊接、气体保护焊接、等离子弧焊接、电阻焊接。
4、焊接设备操作和维护。
5、焊接工艺参数的选择和调整。
6、焊接缺陷分析和处理。
三、教学手段1、理论教学与实际操作相结合,灵活运用讲授、示范、实践、讨论等教学方法,注重培养学生的动手能力和实际操作技能。
2、结合教材,引导学生主动参与课堂讨论和实验操作,激发学生的学习兴趣。
3、利用多媒体教学手段,展示焊接技术的全过程和实际操作,提高学生对知识的理解和应用能力。
4、鼓励学生开展研究性学习,参加焊接技术比赛和实际项目,提高学生的综合素质。
四、教学方法1、设置真实的场景模拟操作,让学生在类似实际工作环境中进行操作和练习。
2、采用问题导向的学习方法,引导学生主动提出问题,自主探究解决方法。
3、个别辅导和小组合作学习相结合,注重培养学生的团队合作精神和沟通能力。
4、定期组织学生进行实习和实践,让学生在真实的工作环境中学习和实践,培养学生的工作适应能力。
五、教学评估1、考试评价:安排理论考试和实际操作考试,全面评估学生的学习成绩和实际操作能力。
2、实训评价:通过设立实习期末实训考核考察学生在实际操作中的表现及成果。
3、课堂表现评价:定期对学生的课堂听课、课后作业、课堂讨论等进行考核。
4、实习报告:要求学生撰写实习报告,记录实习过程中的所学所悟。
六、教学环境1、教室:要求教室设施齐全,具备现代化的多媒体教学设备,并确保学生的操作空间和安全设施。