冲压车间首件确认报表
- 格式:xls
- 大小:26.00 KB
- 文档页数:2
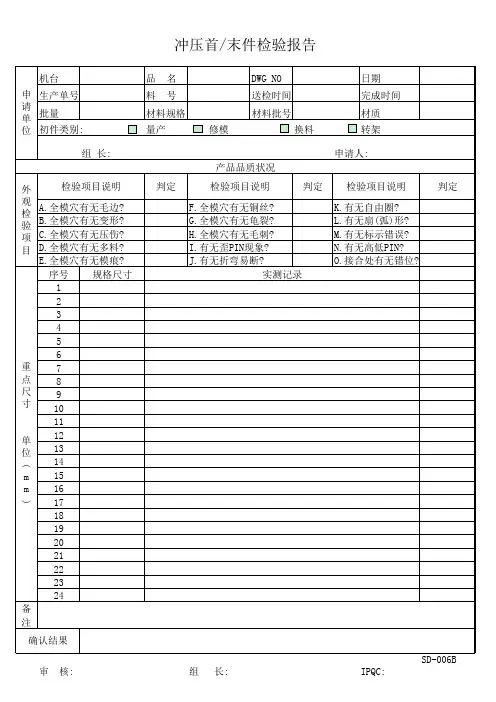
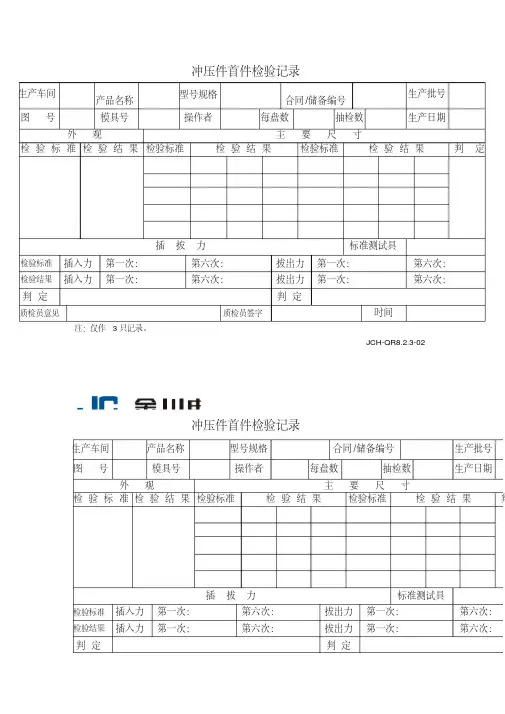
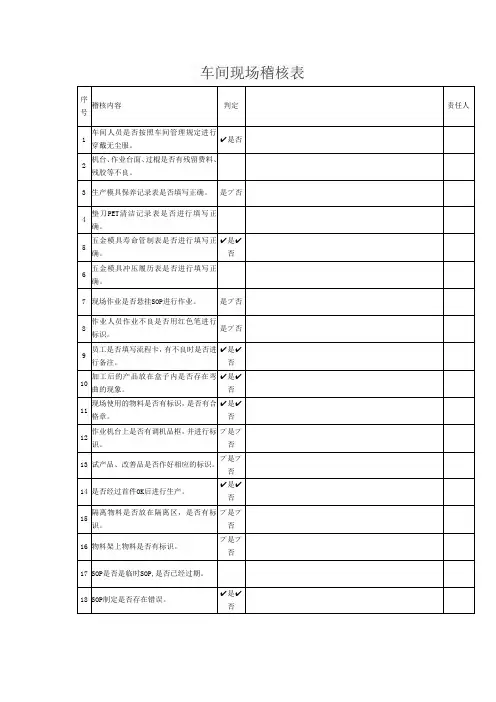
冲压件首件检验记录
生产车间
产品名称型号规格
合同/储备编号
生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判定
插拔力标准测试具
检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间
注:仅作3只记录。
JCH-QR8.2.3-02
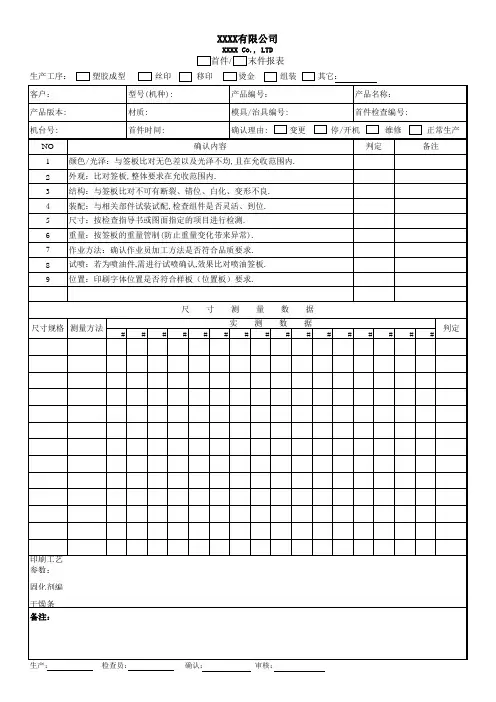
冲压件首件检验记录
生产车间产品名称型号规格合同/储备编号生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判
插拔力标准测试具检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间注:仅作3只记录。
合格不合格
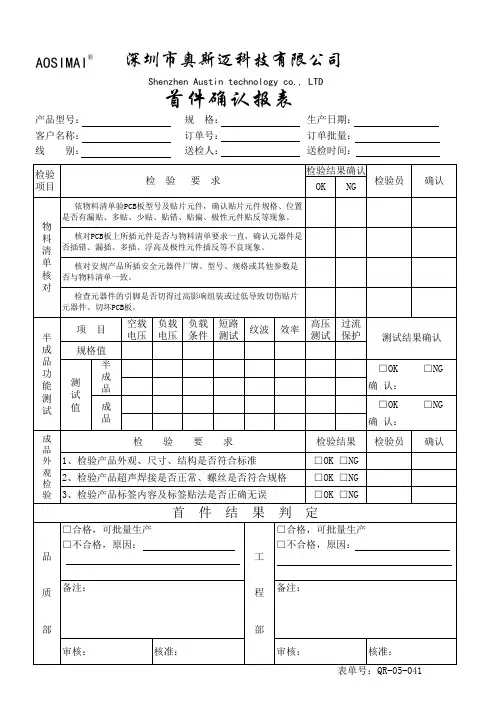
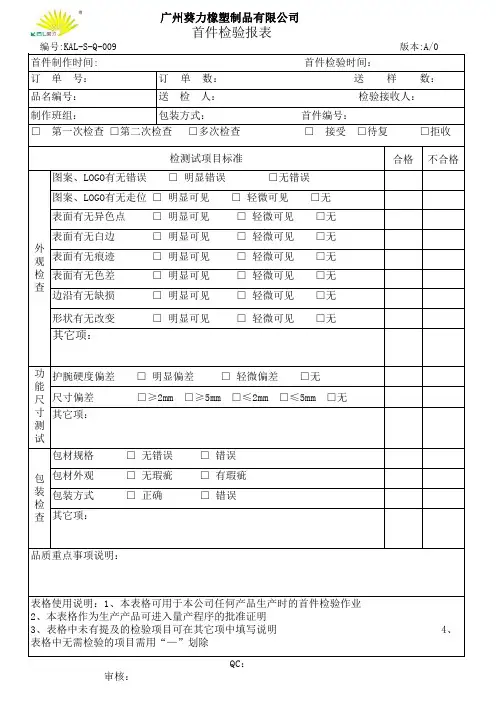
订 单 号:订 单 数: 送 样 数: 品名编号: 送 检 人: 检验接收人:
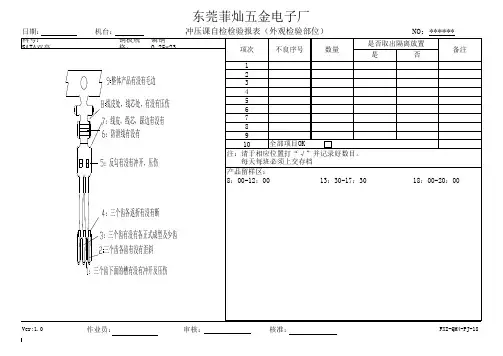
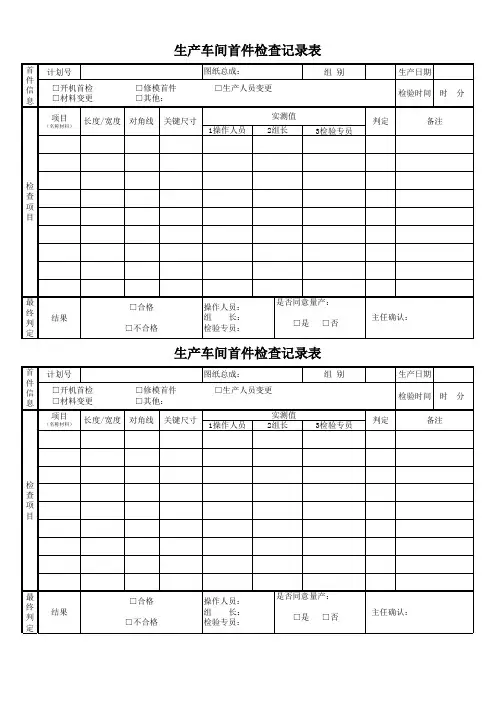
广州葵力橡塑制品有限公司
首件检验报表
首件制作时间: 首件检验时间:
表面有无痕迹 □ 明显可见 □ 轻微可见 □无表面有无色差 □ 明显可见 □ 轻微可见 □无
边沿有无缺损 □ 明显可见 □ 轻微可见 □无
图案、LOGO有无错误 □ 明显错误 □无错误
表面有无异色点 □ 明显可见 □ 轻微可见 □无
制作班组: 包装方式: 首件编号:
□ 第一次检查 □第二次检查 □多次检查 □ 接受 □待复 □拒收
检测试项目标准
表格使用说明:1、本表格可用于本公司任何产品生产时的首件检验作业
2、本表格作为生产产品可进入量产程序的批准证明
3、表格中未有提及的检验项目可在其它项中填写说明
4、表格中无需检验的项目需用“—”划除
QC: 审核: 包装检
查其它项:
护腕硬度偏差 □ 明显偏差 □ 轻微偏差 □无尺寸偏差 □≥2mm □≥5mm □≤2mm □≤5mm □无
包材规格 □ 无错误 □ 错误
包材外观 □ 无瑕疵 □ 有瑕疵
包装方式 □ 正确 □ 错误品质重点事项说明:
外观
检查功能
尺寸测
试
其它项:其它项:
形状有无改变 □ 明显可见 □ 轻微可见 □无表面有无白边 □ 明显可见 □ 轻微可见 □无
图案、LOGO有无走位 □ 明显可见 □ 轻微可见 □无。
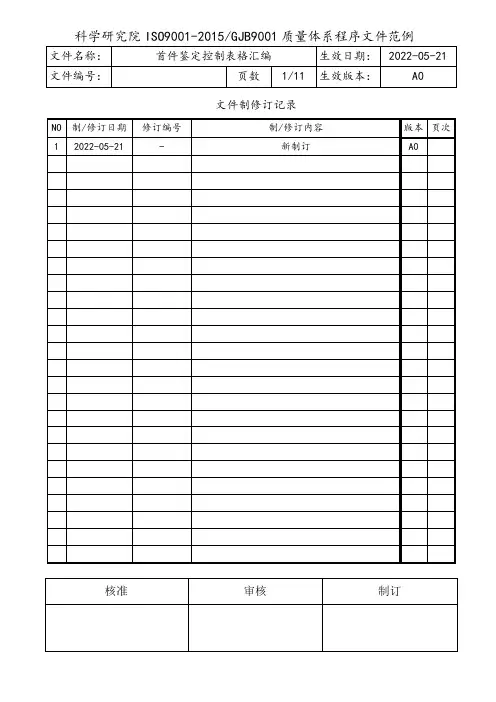
冲压车间生产现场管理规范(含表格)冲压车间生产现场管理规范(ISO9001-2015)1.0目的为了进一步加强冲压车间管理的基础工作,推行6S管理,对现场管理实施有效的控制。
2.0范围本办法适用于冲压车间的现场管理。
3.0定义6S内容:整理、整顿、清扫、清洁、素养、安全。
4.0责任4.1冲压车间是本办法的归口管理部门,负责车间现场6S管理的总调度和监督考核工作。
4.2各班组负责现场6S的实施和管理工作。
5.0管理规定5.1现场6S的要求5.1.1整理的要求不用的东西不放在现场,坚决从现场中清除掉;对于不常用的、偶尔使用的东西,要集中存放在车间;经常使用的东西整齐排列,存放在作业区。
5.1.2整顿的要求需要的东西,定置摆放,做到物各有位,物在其位;对现场实行目视管理和挂牌管理,达到过目知数;物品取用返还方便、顺畅,无寻找时间;各种工具归类,分规格、型号摆放,做到一目了然。
5.1.3清扫的要求a)工作场地坚持经常清扫,自己使用的东西和工作场地要自己清扫干净,要提高自己的清扫意识,保持现场始终洁净;b)对设备清扫的同时,要检查是否有异常现象,要保持设备的润滑;c)在保持地面清洁的同时,要看油、水、汽滴漏情况,分析原因,在日常清扫工作中逐渐改善和杜绝,通过持续改进,使现场环境良性化。
5.1.4清洁的要求操作者要保持工作环境每时每刻都清洁美化;要对现场进行随时的清扫和清理,做到无滴漏,无积灰、油污等。
要保持生产件的清洁。
5.1.5素养的要求培养操作者的自我管理和自我约束,提高员工的自我管理水平和意识;提高员工“现场整洁是我们的脸面”的意识,自觉整理、整顿和清扫环境。
5.1.6安全的要求贯彻“安全第一、预防为主”的方针,在生产、工作中,必须确保人身、设备、设施安全,严守国家机密。
5.2绿化工艺的要求要求现场必须悬挂工艺卡片和作业指导书;工艺的制定必须满足生产的需要和产品检验的要求;5.3现场检验要求首件必检,对每道工序的首件必须实行“三检制”即:操作者自检、操作者之间互检、检查员专检;5.4建立三块板5.4.1建立现场定置管理图板。