磁性磨料研磨加工
- 格式:ppt
- 大小:1.03 MB
- 文档页数:13

磁针研磨原理
磁针研磨是一种对磁性材料进行研磨和抛光的方法。
它基于
磁铁的吸引力和磁力线的导引特性,利用磁性材料在磁场中的
磨损方式,通过磨粒对材料表面进行研磨和抛光。
磁针研磨的原理主要有三个方面:
1.磁铁吸引力:在磁针研磨过程中,磁铁被放置在磁性材料
的表面附近。
磁铁产生的磁场会吸引磁性材料中的磁性微粒,
使其沿着磁力线的方向向磁铁靠拢。
这种吸引力可以调整磁铁
的位置和角度,以控制磨削力的大小和方向。
2.磁流线导引:在磁针研磨中,磁性材料中的磁力线会被磁
铁引导形成磁流线。
磁流线在磁性材料的表面会形成一个有序
的磁力线网络,使磨粒在磁场中沿着特定的路径运动。
这种磁
流线导引的作用可以控制磨削力的分布和方向,从而实现对材
料表面的精细研磨。
3.磨粒作用:在磁针研磨过程中,磨粒被添加到磁性材料的
表面。
磨粒在磁场中受到磁力线的导引和磁铁的吸引力作用,
形成一个类似于磨损机制的运动轨迹。
磨粒与磁性材料表面之
间的摩擦和碰撞会产生磨削力,从而实现对材料表面的研磨和
抛光效果。
总而言之,磁针研磨利用磁铁的吸引力和磁力线的导引特性,通过磨粒对磁性材料表面进行研磨和抛光。
它可以控制磨削力
的大小和方向,实现对材料表面的精细加工,广泛应用于微小零件的研磨、抛光和修复等领域。
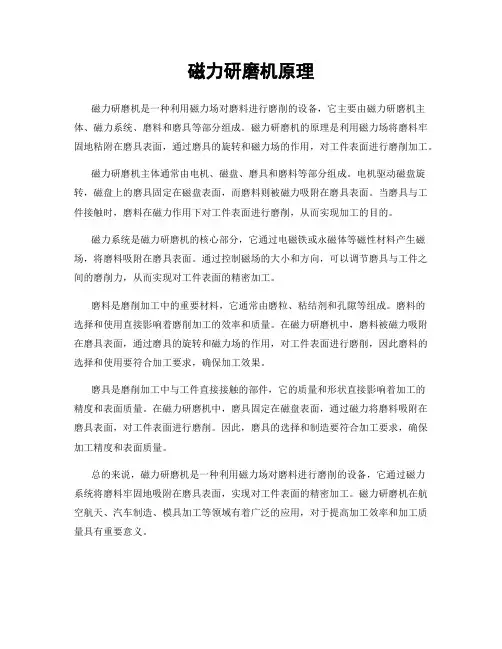
磁力研磨机原理
磁力研磨机是一种利用磁力场对磨料进行磨削的设备,它主要由磁力研磨机主体、磁力系统、磨料和磨具等部分组成。
磁力研磨机的原理是利用磁力场将磨料牢固地粘附在磨具表面,通过磨具的旋转和磁力场的作用,对工件表面进行磨削加工。
磁力研磨机主体通常由电机、磁盘、磨具和磨料等部分组成。
电机驱动磁盘旋转,磁盘上的磨具固定在磁盘表面,而磨料则被磁力吸附在磨具表面。
当磨具与工件接触时,磨料在磁力作用下对工件表面进行磨削,从而实现加工的目的。
磁力系统是磁力研磨机的核心部分,它通过电磁铁或永磁体等磁性材料产生磁场,将磨料吸附在磨具表面。
通过控制磁场的大小和方向,可以调节磨具与工件之间的磨削力,从而实现对工件表面的精密加工。
磨料是磨削加工中的重要材料,它通常由磨粒、粘结剂和孔隙等组成。
磨料的
选择和使用直接影响着磨削加工的效率和质量。
在磁力研磨机中,磨料被磁力吸附在磨具表面,通过磨具的旋转和磁力场的作用,对工件表面进行磨削,因此磨料的选择和使用要符合加工要求,确保加工效果。
磨具是磨削加工中与工件直接接触的部件,它的质量和形状直接影响着加工的
精度和表面质量。
在磁力研磨机中,磨具固定在磁盘表面,通过磁力将磨料吸附在磨具表面,对工件表面进行磨削。
因此,磨具的选择和制造要符合加工要求,确保加工精度和表面质量。
总的来说,磁力研磨机是一种利用磁力场对磨料进行磨削的设备,它通过磁力
系统将磨料牢固地吸附在磨具表面,实现对工件表面的精密加工。
磁力研磨机在航空航天、汽车制造、模具加工等领域有着广泛的应用,对于提高加工效率和加工质量具有重要意义。
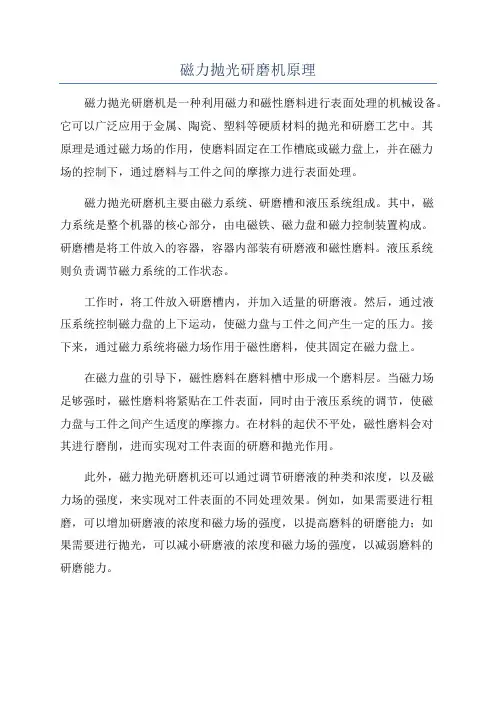
磁力抛光研磨机原理磁力抛光研磨机是一种利用磁力和磁性磨料进行表面处理的机械设备。
它可以广泛应用于金属、陶瓷、塑料等硬质材料的抛光和研磨工艺中。
其原理是通过磁力场的作用,使磨料固定在工作槽底或磁力盘上,并在磁力场的控制下,通过磨料与工件之间的摩擦力进行表面处理。
磁力抛光研磨机主要由磁力系统、研磨槽和液压系统组成。
其中,磁力系统是整个机器的核心部分,由电磁铁、磁力盘和磁力控制装置构成。
研磨槽是将工件放入的容器,容器内部装有研磨液和磁性磨料。
液压系统则负责调节磁力系统的工作状态。
工作时,将工件放入研磨槽内,并加入适量的研磨液。
然后,通过液压系统控制磁力盘的上下运动,使磁力盘与工件之间产生一定的压力。
接下来,通过磁力系统将磁力场作用于磁性磨料,使其固定在磁力盘上。
在磁力盘的引导下,磁性磨料在磨料槽中形成一个磨料层。
当磁力场足够强时,磁性磨料将紧贴在工件表面,同时由于液压系统的调节,使磁力盘与工件之间产生适度的摩擦力。
在材料的起伏不平处,磁性磨料会对其进行磨削,进而实现对工件表面的研磨和抛光作用。
此外,磁力抛光研磨机还可以通过调节研磨液的种类和浓度,以及磁力场的强度,来实现对工件表面的不同处理效果。
例如,如果需要进行粗磨,可以增加研磨液的浓度和磁力场的强度,以提高磨料的研磨能力;如果需要进行抛光,可以减小研磨液的浓度和磁力场的强度,以减弱磨料的研磨能力。
总之,磁力抛光研磨机利用磁力和磁性磨料的相互作用,通过摩擦力对工件表面进行研磨和抛光。
其原理简单且易于操作,可以提高工件表面的质量和光洁度,广泛应用于各种硬质材料的表面处理工艺中。
磨制钕铁硼生产工艺流程钕铁硼是目前应用最广泛的稀土永磁材料,广泛应用于电子、电机、汽车等领域。
以下是钕铁硼的磨制生产工艺流程,共计超过1200字。
一、原料准备1.原料选择:首先需要选择合适的钕铁硼原料,通常包括钕三元合金、铁、硼等。
钕三元合金是钕铁硼合金的主要成分,一般要求钕含量在高于30%以上。
2.原料处理:原料进厂后,首先要进行原料的筛选、称量,确保原料的质量和成分符合要求,并根据生产工艺的需要,对原料进行破碎、磨细等处理。
二、搅拌混合1.取样检测:从原料中取样,并对样品进行化学分析,确定其成分是否符合要求。
2.搅拌混合:将钕三元合金、铁、硼等原料按照一定的配方比例加入到混合机中进行搅拌混合,确保原料的相互混合均匀。
三、磨料制备1.磨料选择:根据生产工艺的要求,选择合适的磨料,通常使用碳化硅等材料作为磨料。
2.磨料研磨:将磨料放入磨机中,添加适量的研磨液进行研磨,以获得所需的磨料粒度。
四、磁力磨削1.修磨块制备:将原料经过混合和磨料制备后,进一步加工成修磨块,修磨块的形状和尺寸根据具体产品的要求进行设计和加工。
2.磁力磨削:将修磨块放入磁力磨削机中,利用磁力场对修磨块进行精密磨削,使其达到所需的形状和尺寸。
五、烧结1.烧结器选择:根据生产需求,选择适当的烧结器进行下一步的工艺操作。
2.烧结过程控制:将磁力磨削后的修磨块放入烧结器中,进行高温热处理,以实现材料颗粒的结合和致密度的增加,一般烧结温度在1200℃以上。
六、后处理1.表面处理:对烧结后的产品进行表面处理,通常包括抛光、镀层等工艺,以提高产品表面质量和耐腐蚀性。
2.磁化处理:将产品放入磁化设备中进行磁化处理,使其具有所需的磁性能。
3.检测和包装:对产品进行完整性、外观和磁性能等方面的检测,合格后进行包装,以便于运输和销售。
以上就是钕铁硼的磨制生产工艺流程,通过以上的工艺步骤,可以生产出优质的钕铁硼产品。
需要注意的是,不同厂家和生产工艺可能会有所差异,具体的工艺流程还需根据实际情况进行调整和优化。


金刚石磁性磨料与SiC 磁性磨料的研磨加工性能分析*董彦辉, 牛风丽, 任 泽, 盛 鑫, 朱永伟(南京航空航天大学 机电学院, 南京210016)摘要 针对硬脆材料的硬度高,传统的碳化硅磁性磨料研磨效率低、磨料寿命短等问题,开发以金刚石颗粒作为研磨相的磁性磨料。
以高纯铁粉为铁基相,金刚石为研磨相,采用树脂黏结法制备金刚石磁性磨料。
以K9玻璃为加工对象,比较金刚石磁性磨料和碳化硅磁性磨料磁力研磨K9玻璃时的使用寿命和加工效率。
实验得到金刚石磁性磨料的寿命为60.00 min ,能够将K9玻璃的平均表面粗糙度R a 加工至0.036 μm ,在使用寿命内能够加工的工件为4.6件;而碳化硅磁性磨料的寿命仅有40.00 min ,只能将K9玻璃的平均表面粗糙度R a 加工至0.222 μm ,在使用寿命内能够加工的工件为3.6件。
金刚石颗粒作为研磨相能够有效地提高磁性磨料的使用寿命、加工能力以及磁力研磨的加工效率。
关键词 磁性磨粒;金刚石;碳化硅;使用寿命;加工效率中图分类号 TG732;TG74;TG58 文献标志码 A 文章编号 1006-852X(2023)03-0379-07DOI 码 10.13394/ki.jgszz.2022.0154收稿日期 2022-09-16 修回日期 2022-11-29近年来,国家各大工程项目对光学产品的需求日益增长,这也推动了光学领域的加工技术向高质量、高效率、长寿命方向发展。
如今对光学元件的需求逐步多元化,小到光刻机中短波非球面微光学系统的应用,大到深空探测中大尺寸光学元件的需求[1]。
曲面K9玻璃作为光学材料的代表,现已广泛应用于光电信息、微系统技术、军事等高科技领域[2]。
如光学望远镜中的非球面反射镜,加工后的表面质量需要达到亚纳米级;国防科技上应用于激光制导的激光陀螺,加工后的精度直接影响导弹打击精度;民用光学产品上,器件质量对成像是否清晰也至关重要[3-5]。

磁吸研磨作用全文共四篇示例,供读者参考第一篇示例:磁吸研磨作用是一种利用磁力加工金属材料的新型加工方法。
通过在金属工件表面提供磁粉,并在其周围施加磁场,可以实现对工件表面的高效研磨。
这种磁吸研磨技术不仅可以提高金属表面的精度和光洁度,还可以减少加工过程中的摩擦和磨损,提高加工效率和工件的质量。
磁吸研磨的原理是利用磁力控制磁粉在工件表面形成一个均匀的磁畴,然后通过摩擦力对工件表面进行研磨。
在磁场的作用下,磁粉在工件表面形成一个均匀的涂层,保持研磨片与工件表面的紧密接触,提高研磨的效率和精度。
由于磁粉的磁性可以吸附铁屑和废料,减少对研磨片和工件表面的损伤。
磁吸研磨作用主要适用于高硬度的金属材料,如不锈钢、铝合金、铜合金等。
这些材料通常比较难加工,传统的机械研磨方法往往会导致工件表面出现划痕和毛刺。
而利用磁吸研磨技术可以有效解决这些问题,提高加工质量和效率。
磁吸研磨技术的优势不仅在于提高工件表面的质量和精度,还在于减少加工过程中的污染和浪费。
传统的研磨方法通常会产生大量的废液和废粉,需要进行处理和清洁,而利用磁吸研磨技术可以减少这些浪费物质的产生,降低加工成本和环境污染。
除了提高金属表面的质量和效率,磁吸研磨技术还可以应用于其他领域。
在微纳加工领域,利用磁吸研磨技术可以实现对微小尺寸的工件表面的精细加工,为微纳电子器件的制造提供了一种新的选择。
在医疗器械和生物医药领域,磁吸研磨技术可以应用于对生物材料的表面处理,提高生物医用材料的生物相容性和耐久性。
磁吸研磨作用是一种创新的金属加工方法,通过利用磁力控制磁粉在工件表面进行研磨,可以提高加工效率和质量,减少加工过程中的浪费和污染。
这种技术在金属加工、微纳加工、医疗器械等领域都有着广泛的应用前景,将为相关行业的发展和进步带来新的机遇和挑战。
第二篇示例:磁吸研磨作用是指在磁场的作用下,磁性颗粒在研磨过程中被吸附和牢固固定在研磨工具上,从而增加研磨效率和精度的一种研磨方法。
磁力研磨抛光机工作原理理论说明以及概述1. 引言1.1 概述磁力研磨抛光机是一种用于对工件进行抛光和修整的先进设备。
它利用磁力场与磨料之间的相互作用,通过磨料与工件表面的摩擦力来实现去除表面缺陷、改善表面质量的目的。
磁力研磨抛光机在金属加工、精密制造、光学等领域中得到广泛应用,并且具有高效、自动化程度高以及成本低等优点。
1.2 文章结构本文将详细介绍磁力研磨抛光机的工作原理和理论说明,并分析其技术应用与发展趋势。
具体而言,文章由引言、主体和结论三部分组成,其中主体包含三个章节:磁力研磨抛光机的工作原理、理论说明和技术应用与发展趋势展望。
1.3 目的本文旨在深入探讨并解释磁力研磨抛光机的工作原理和相关理论知识,为读者提供清晰全面的了解。
同时,通过对磁力研磨抛光机技术应用与发展趋势的分析,为行业发展提供参考和展望。
希望通过本文的阐述,读者能够全面认识磁力研磨抛光机,并认识到其在各个领域中的重要性和潜力。
2. 磁力研磨抛光机工作原理2.1 磁力研磨抛光机的定义与分类磁力研磨抛光机是一种利用磁力来实现金属零件表面抛光和修整的设备。
根据其工作方式和结构特点,可以将磁力研磨抛光机分为多种类型,包括旋转式、振动式和喷射式等。
2.2 磁力研磨抛光机的组成部分磁力研磨抛光机主要由以下几个组成部分构成:- 磁盘:用于承载和固定待加工的金属零件。
- 研磨液槽:用于装载和供应研磨液体,保持较低的摩擦系数和温度。
- 颗粒物:在操作过程中,将颗粒物掺入到研磨液中用于实现表面修整效果。
- 电源系统:提供电流以形成所需的电场。
- 控制装置:可调节电流和时间参数来控制加工过程。
- 传动系统:通过驱动装置实现盘与盘之间的运动。
2.3 磁力研磨抛光机的工作原理磁力研磨抛光机利用磁力和液体流动来实现抛光和修整目标。
具体工作过程如下:- 将待加工零件固定在磁盘上。
- 在磁盘上方注入带有颗粒物的研磨液。
- 接通电源,形成一个施加磁力的电场。
磁力研磨机工作原理
磁力研磨机是一种利用磁力和磁性研磨颗粒进行研磨加工的设备。
其工作原理如下:
1. 磁力产生:磁力研磨机内设置有磁体,通过施加电流或永磁体的作用,在磁体周围形成一个强磁场。
2. 研磨颗粒悬浮:在磁力研磨机中,将磁性研磨颗粒和工件放置在液体中,通过液体的冲洗和搅拌使研磨颗粒悬浮在液体中。
3. 磁力吸附:通过磁力的作用,研磨颗粒在液体中形成一个研磨颗粒的层,并被磁体吸附在工件的表面。
4. 研磨作用:磁力研磨机启动后,研磨颗粒在液体的搅拌作用下,在工件表面进行多方向的研磨运动,从而对工件表面进行研磨加工。
5. 冲洗清理:研磨过程中,液体会不断冲洗研磨颗粒和工件表面的磨屑,以保持研磨的效果。
磁力研磨机通过控制液体的冲洗流动和研磨颗粒的磁力吸附力量,以及选择合适的液体和研磨颗粒,可以实现对工件表面的不同精度和光洁度的研磨加工。
同时,磁力研磨机还可用于去除工件表面的氧化层、划痕和喷涂物等,提高工件表面的质量和使用寿命。
磁力研磨抛光机原理
磁力研磨抛光机是一种常用的表面处理设备,主要用于金属、非金属材料的磨光、抛
光和清洗等作业,其主要原理是利用磁力作用和磨料研磨的相互作用来改善材料表面的光
洁度和精度。
下面我们来了解一下磁力研磨抛光机的工作原理。
1. 磁力作用原理
磁力研磨抛光机的工作原理是基于磁力作用原理,即使用电磁铁产生的磁场吸附工件,形成磁力流动场,使磨料在磁力场中转动,产生高速磨料磨擦工件表面,从而实现磨光效果,同时磁力也可以让工件保持在运动状态,使整个磨光过程更加均匀、高效。
2. 磨料研磨原理
磨料研磨是磁力研磨抛光机的关键步骤,不同的磨料和不同的磨砂条件会影响研磨效果。
一般来说,在磁力流动场中,磨料需要在工件表面形成磨擦,这种磨擦会带走表面的
一层材料并产生摩擦热,将工件表面加热到一定温度,从而改变材料的硬度和弹性模量,
进而优化材料表面的光洁度和精度。
3. 磁力研磨抛光机的工作过程
磁力研磨抛光机的工作过程主要分为三个步骤:预磨、精磨、抛光。
预磨一般使用大
颗粒的磨料,目的是去除工件表面的划痕和坑洞等不平整的表面,使其表面平整。
精磨一
般使用细颗粒的磨料,从而提高工件表面的光洁度和精度。
抛光则需要使用细微的磨料,
并且需要在磁力场下逐渐向外扩散,形成一个类似于拱桥的形状,以保证工件表面的光洁
度不变。
磁力研磨加工技术研究进展高国富;王岩【摘要】阐述了磁力研磨加工技术研究中,新型磨料研发、磁力研磨装置优化、电化学复合磁力研磨加工技术及超声复合磁力研磨加工技术等方面的研究进展,讨论了超声振动复合磁力研磨加工技术和电化学复合磁力研磨加工技术的材料去除机理与研磨性能,指出无黏结磨粒的研发及复合磁力研磨是目前提高磁力研磨的磨削性能的主要方法.同时,结合磁力研磨的发展历史及研究现状介绍了该技术急需解决的问题.【期刊名称】《河南理工大学学报(自然科学版)》【年(卷),期】2015(034)006【总页数】5页(P813-817)【关键词】磁力研磨;非黏结磨料;超声复合磁力研磨;电化学复合磁力研磨【作者】高国富;王岩【作者单位】河南理工大学机械与动力工程学院,河南焦作454000;河南理工大学机械与动力工程学院,河南焦作454000【正文语种】中文【中图分类】TH1610 引言随着对工件精加工表面质量要求的不断提高,新型高效精密磨削方法的开发成为新的研究课题。
磁力研磨、磁流变抛光、磁悬浮技术都是利用磁力的新型加工方法。
磁流变抛光是利用高梯度磁场使磁流变液聚结并具有一定硬度,形成一缎带凸起,成为有黏塑性的Bingham介质,并使这种高速运动的介质通过窄小间隙,对工件表面与之接触区域的材料被去除。
李圣怡等对磁流变抛光进行深入研究[1-2],解决工件定位、磁流变液成分等问题,提高工件的光洁度,增加加工效率。
磁力研磨是磁性磨料在磁场作用下,对工件表面进行精密研磨的方法[3]。
磁力研磨较之前两种加工方法成本低、装置简单,受到国内学者的广泛研究,并不断改进创新。
苏联工程师Kargo low首次提出磁力研磨这一概念以来,苏联、保加利亚、日本、韩国等国开展研究,在磁力研磨装置设计方面取得了大量成果。
我国对磁力研磨加工技术的研究发展较滞后,近年来以国防科技大学、太原理工大学、大连理工大学为代表在该领域的磁力研磨的装置、加工参数、磨料磨具等方面取得进展,发展迅速。
磁力研磨的现状与加工特点随着CAD/CAM 技术的快速发展,复杂形状零件的加工方法逐渐倍受国内外的关注,尤其在航空航天、船舶、汽车和国防等领域中,许多核心零件都具有复杂的曲面。
由于复杂曲面不能由初等解析曲面组成,因此复杂形状零件的复杂曲面的高效和高质量加工一直是国内外制造领域中的难题。
现有的复杂曲面光整加工方法存在着诸多弊端,因此,需要一种更加适用于复杂曲面的光整加工方法。
磁力研磨加工是把磁场应用于传统的研磨技术中开发出的一种新的有效的光整加工方法之一。
这种加工方法由于其柔性和自适应性,适合于平面、球面、圆柱面和其它复杂形状零件的加工,利于实现光整加工的自动化。
因此,磁性研磨加工技术越来越得到重视。
1.研究现状磁力研磨加工技术,最早是由前苏联工程师Kargolow 于1938 年提出,泛指利用辅助磁场的作用,进行精密研磨的一种工艺方法。
之后,前苏联、保加利亚、日本等国家对其进行了深人的研究。
迄今为止,国外磁力研磨技术已成功地应用在多个方面.如不锈钢管和净气瓶的内壁研磨,研磨修整超硬磨料砂轮,研磨塑料透镜,细长轴类陶瓷加工,缝纫机零件等的去毛刺与抛光加工,提高刃口的使用性能等。
国内对于磁力研磨的研究工作是近二十年来才开始进行的,经过这些年的研究,取得了一些有价值的研究成果,例如上海交通大学进行了物流管道内表面磁力研磨的回转磁场的设计H1;太原理工大学研制了粘结法和热压烧结法制备磁性磨料的工艺,并深入研究了磁力研磨的磨削机理;西安工业学院进行了磁力研磨加工的数值仿真,以及磁屏蔽对内圆磁力研磨加工影响的研究。
山东理工大学自行研制了三坐标数字化加工控制磁力研磨机床。
由于国内起步比较晚,在理论和实验等方面还和国外有不小的差距,目前还主要处在实验研究的阶段,实际应用的不多,而且深度与国外相比还不够博。
因此,本文提出一种复杂曲面磁力研磨加工方法,其加工工具具有磁性磨料的自动更新等功能。
2.加工特点磁力研磨加工是在强磁场作用下,填充在磁场中的磁性磨料被沿着磁力线的方向排列起来,吸附在磁极上形成磨料刷,并对工件表面产生一定的压力,磁极在带动磨料刷旋转的同时,保持一定的间隙沿工件表面移动,从而实现对工件表面的光整加工。
弹性磁极磨头磁力研磨TC4钛合金的工艺优化*任 泽1, 朱永伟1, 董彦辉1, 盛 鑫1, 王科荣1,2(1. 南京航空航天大学 机电学院, 南京 210016)(2. 金华职业技术学院 机电工程学院,浙江 金华 321016)摘要 尽管磁力研磨具有随形加工特性,但使用小磨头磁力研磨大扭曲度工件时,磨头在工件不同位置处的间隙差异,给磁力研磨加工带来了挑战。
为了改善磁力研磨的加工表面质量,进一步减小工件间隙差异对表面粗糙度的影响,设计了一种以聚氨酯弹性体为磁极载体的弹性磁极磨头,对其磁场进行仿真分析并验证。
在试验中使用黏结法制备的金刚石磁性磨料,比较不同加工间隙下聚氨酯弹性磁极磨头与普通磁极磨头的研磨加工性能,探索主轴转速、进给速度和磨料粒度对钛合金表面粗糙度的影响规律。
结果表明:在工艺参数相同的情况下,聚氨酯弹性磁极磨头的加工性能优于普通磁极磨头的;使用聚氨酯弹性磁极磨头,在主轴转速为800 r/min ,加工间隙为2.0 mm ,进给速度为5 mm/min ,磨料粒径范围为62~90 μm 时,磁力研磨加工效果最优,经过12 min 的研磨加工,TC4钛合金的表面粗糙度R a 从最初的0.350 μm 降至0.039 μm ,表面粗糙度改善率达到89%。
试验结果验证了聚氨酯弹性层的弹性及仿形特性对TC4钛合金加工表面质量的提升作用。
关键词 磁力研磨;钛合金;微观形貌;表面粗糙度中图分类号 TG58;TG74 文献标志码 A 文章编号 1006-852X(2023)02-0257-08DOI 码 10.13394/ki.jgszz.2022.0101收稿日期 2022-06-30 修回日期 2022-08-24与传统金属材料相比,钛合金具有比强度高、耐热耐腐蚀、生物相容性好等优点,已被广泛应用于航空航天、海洋工程、军事和医疗等领域[1-3]。
但是,钛合金的弹性模量低,导热性较差[4],使用传统方法磨削加工钛合金的过程中易出现工件烧伤和刀具磨损现象,难以获得高精度表面。