@SPC基础知识之三 控制图
- 格式:ppt
- 大小:8.51 MB
- 文档页数:127
SPC管制图培训内容一. 管制图的定义管制图是用统计方法将搜集的资料计算出两管制界限, 也就是制程能力的表达.二. 管制图的作用1.决定制造工程所可能达到的目标或标准, 也就是我们在设计过程中对新产品标准的制订.2.被用为达到目标的工具. 即在制造过程中判断制程的能力.3.可藉此判断是否已达到目标, 即可用于检验的依据.4.可用于对不合格原因的分析, 藉以达到解决非机遇因素问题的工具.三. 管制图的种类(一). 依数据的性质分类1.计量值管制图定义: 计量值管制图是管制图所依据的数据, 都属于由量具实际量测而得, 如长度, 重量, 成份等特性均为连续性.A.平均值与全距管制图(X-R Chart)B.平均值与标准偏差管制图(X-σChart)C.中位值与全距管制图(X-R Chart)D.个别值与移动全距管制图(X-Rm Chart)2.计数值管制图定义: 计数值管制图是管制图依据的数据都属于以单位计数者.A.不良率管制图(P Chart)B.不良数管制图(Pn Chart)C.缺点数管制图(C Chart)D.单位缺点数管制图(二). 依管制图的用途分类1.管制用管制图此管制图用作控制制程的品质, 如有某些点处于管制界限外, 则应立即采取如下措施A.追查不正常原因B.迅速消除此项原因C.并研究采取防止此项原因重复发生的措施.2.解析用管制图此管制图的作用是A.制程解析用B.制程能力研究用C.制程管制的准备用四. 管制图的原理(一)质量变异的原因是由机遇与非机遇性因素引起的.(二)如果制程中只有机遇性因素的变异存在,则成品将形成一个很稳定的分布, 称为常态分配.(三)由于机遇性因素的变异存在,所以所抽取的样本X值小于u-3σ或大于u+3σ的概率为0.27%, 其概率的计算公式为式中e=2.718……下表是X值在不同的数值范围内的概率五. 关键的计算公式:标准偏差的计算:STDEV=六.规格的制订1.设计人员制订规格的要求: 所订规格较实际严, 因为A. 设计人员没有时间及数据, 为安全起见, 将规格订严;B. 设计者了解蓝图内之规格与实际需要有差别, 为配合实际需要, 需将规格订严.2.设计人员制订规格的方法:A.根据写在物品或零件上面的规格订的B.根据制程能力制订C.制造出来的产品与现有规格比较, 以便了解所定规格是否合理,再决定要不要修正规格, 如要, 则修正.。



广州今朝科技有限公司SPC基础知识一SPC术语录1.控制图:SPC的核心工具。
一种标绘着根据相继抽取的样本或子组的某一统计量的值、并画有控制限的图,用于评估或检查一个过程是否处于控制状态之下。
画在坐标系中,横轴表示时间或样本号,纵轴表示数值大小,将采集到的数据以点的形式表示在图中。
2.运行图:一种代表过程特性的简单图形,上面描有一些从过程中收集到的统计数据(通常是单值)和一条中心线(通常是测量值的中位数),可用来进行链分析。
3.排列图:一种用于解决问题的简单工具,按照对成本或变差的影响程度对各种潜在的有问题区域或变差源进行排序。
一般情况下,大多数的成本(或变差)是由于少量原因造成的,所以解决问题的精力最好是首先集中在少量关键的原因上,而暂时忽视多数不重要的原因。
4.散点图(相关图):把两个变量标在横轴与纵轴上,按照一一对应测量值点描绘成的图。
5.计量值:当质量特性值可以取给定范围内的任何一个可能的数值时,这样的质量特性值称为计量值。
6.计数值:当质量特性值只能取一组特定的数值,而不能取这些数值之间的数值时,称之为计数值。
7.过程:过程是指将输入转换成输出的一系列活8.9.10.628052366666611.动的总和。
12.样本:取自总体中的一个或多个个体,用于提供关于总体的信息,并作为可能做出对总体(或产生总体的过程)的某种判定的基础(引自GB3358-82)。
样本中所包含的样本单位数,称为样本大小。
13.样本容量(子组大小):在抽检中抽出来的样本单位数。
14.不良品:指整件物品作为一个整体考虑而未满人意或不能接受。
一件不良品可能具有若干相同的或不相同的缺陷。
15.不良率控制图:即P图,用于控制对象的不合格率。
16.不良品数控制图:即Pn图,是一种计数值控制图,用于控制对象为不合格品数的场合。
)17.采集规划:采集规划指从某过程中选择质量特征值进行数据采集的一种工具。
18.单位缺陷数(U)控制图:是一种计数值控制图,它通过周期性抽取样本以统计单位产品的缺陷率并在控制图上绘制点来监控过程变化,样本的检测结果为平均每个样品包含的缺陷数。
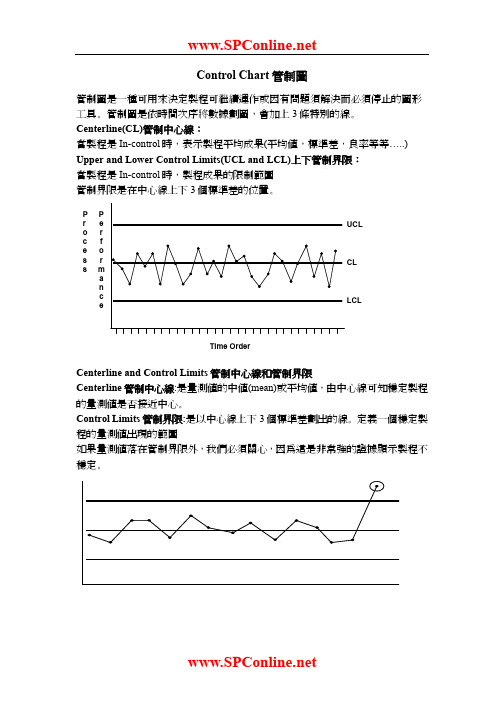
Control Chart管制圖管制圖是一種可用來決定製程可繼續運作或因有問題須解決而必須停止的圖形工具。
管制圖是依時間次序將數據劃圖,會加上3條特別的線。
Centerline(CL)管制中心線:當製程是In-control時,表示製程平均成果(平均值,標準差,良率等等…..) Upper and Lower Control Limits(UCL and LCL)上下管制界限:當製程是In-control時,製程成果的限制範圍管制界限是在中心線上下3個標準差的位置。
Centerline and Control Limits管制中心線和管制界限Centerline管制中心線:是量測值的中值(mean)或平均值,由中心線可知穩定製程的量測值是否接近中心。
Control Limits管制界限:是以中心線上下3個標準差劃出的線。
定義一個穩定製程的量測值出現的範圍規格界限和管制界限的差別Specification(Spec) Limits(規格界限):(1) 根據客戶需求而定義。
(2) 定義一個產品參數的可接受範圍。
(3) 定義何種為可接受產品,何種為不可接受產品。
(4) 用來決定製程的性能。
Control limits(控制界限):(1) 根據實際製程性能的資料計算而來的。
(2) 描述一個穩定製程的性能自然範圍。
(3) 描述自然製程偏差值的量。
(4) 用來決定製程穩定度。
Control Chart Development Procedure(管制圖建立程序):1. 最初的數據收集(Initial data collection)至少收集30個數據,目的是收集足夠數據正確的描述長期變異和檢查參數的穩定性。
PDC所收集的數據亦可用做此用途,但PDC的樣本數頻率須和PCS所使用的相同。
另外,所有新data必須被收集,如同量測計劃中所要求的。
2.管制界限計算(Control Limit Calculation )數據會用做計算管制界限,然後長期使用在管制圖上。