数控车床零件图
- 格式:doc
- 大小:389.50 KB
- 文档页数:3
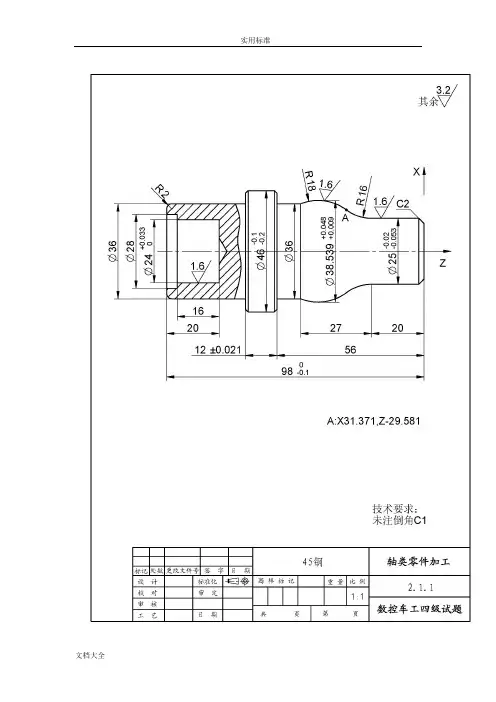
《数控车工》(四级)答题卷试题代码:1.1.1-1.1.8试题名称:轴类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片《数控车工》(四级)答题卷试题代码:1.2.1-1.2.8试题名称:盘类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片试题单试题代码:1.1.1试题名称:轴类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
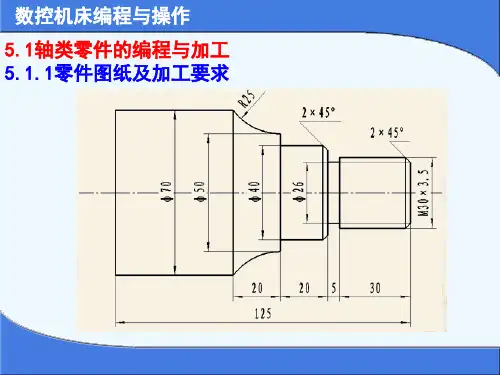
(3)零件图纸(图号1.1.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
(3)螺纹底径按螺纹手册规定编程。
(4)螺纹左旋、右旋以虚拟仿真机床为准。
(5)每次装夹加工只允许有一个主程序。
(6)第一次装夹加工主程序名为O0001(FANUC)或P1(PA),第二次装夹加工主程序名为O0002(FANUC)或P2(PA)。
注:盘符路径由鉴定站所在鉴定时指定。
试题单试题代码:1.2.1试题名称:盘类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.2.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
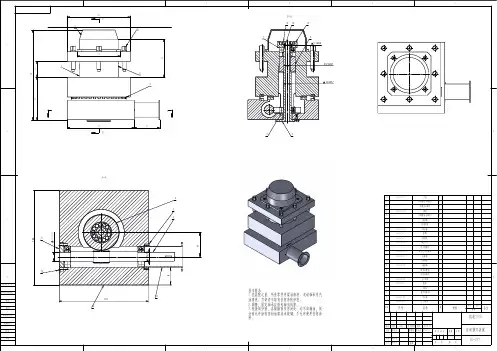
模块五数控车床典型零件加工实例本课题主要选取了两个实例,一个是模具数控车加工实例,一个是中级数控车床操作工应会试题。
学习目标知识目标:●了解数控车床典型零件的加工过程了解中级数控车床操作工应掌握的基本技能能力目标:●正确运用数控系统的指令代码,编制一般零件的车削加工程序。
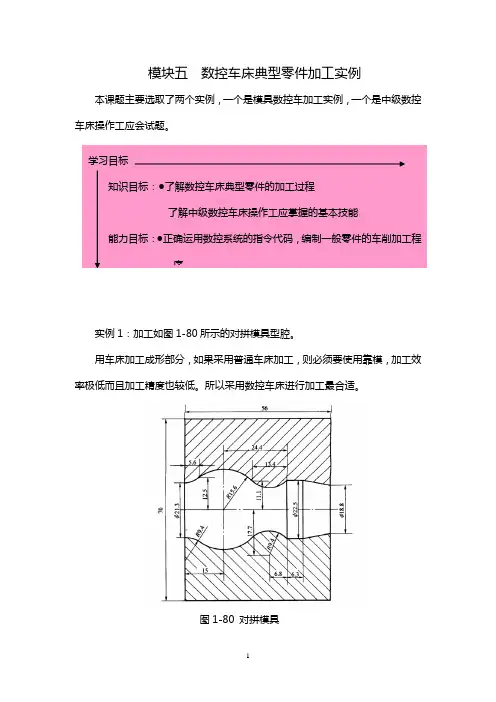
实例1:加工如图1-80所示的对拼模具型腔。
用车床加工成形部分,如果采用普通车床加工,则必须要使用靠模,加工效率极低而且加工精度也较低。
所以采用数控车床进行加工最合适。
图1-80 对拼模具1.加工准备1)将两拼块分别加工成形。
2)在两拼块上装导钉,一端与下模板过渡配合,另一端与上模板间隙配合。
3)两拼块合装后外形尺寸磨正,对合平面磨平并保证两拼块厚度一致。
4)在花盘上搭角铁,将下模板固定在角铁上,拼合上模板并压紧,用千分表校正后固定角铁,安装示意图如图1-81所示。
图1-81 安装示意图2.所需刀具本工件需要通过钻孔、粗车、精车三个工步加工,钻孔时采用在尾架上装夹φ16mm的钻头手动进给,而粗车和精车则采用自动运行的办法。
粗车时用55°的内孔车刀,刀具号为T01,刀补号为01;精车时用35°的内孔车刀,刀具号为T02,刀补为02。
3.编写加工程序N10 M03 S500N20 T0101N30 G00 X0 Z3.0N40 G01 Z-30.0 F0.5N60 G01 Z-57.0N70 G00 X0N80 G00 Z-31.6N90 G01 X24.4 F0.2N100 G01 Z-50.4N110 G00 X0N120 Z3.0N130 G01 X18.3 Z3.0 F0.3N140 Z0N150 X22.0 Z-10.1N160 W-6.3N170 G02 X21.7 W-13.4 I6.45 J-6.8 N180 G03 X24.5 Z-50.4 I-11.1 J-11.0 N190 GO2 X20.8 Z-56.0 I7.55 J-5.6 N200 G01 X0N210 G00 Z200.0N220 G00 X200.0 T0100N230 T0202N240 G00 Z3.0N250 G01 X18.8 Z3.0 F0.3N260 Z0N280 W-6.3N290 G02 X22.2 W-13.4 I6.45 J-6.8N300 G03 X25.0 Z-50.4 I-11.1 J-11N310 G02 X21.3 Z-56.0 I7.55 J-5.6N320 G01 Z-58.0N330 G00 X0N340 G00 Z100.0N350 G00 X200.0 T0200N360 M05N370 M304.加工过程1)在尾架上装φ16mm的钻头,手动进给钻穿工件。
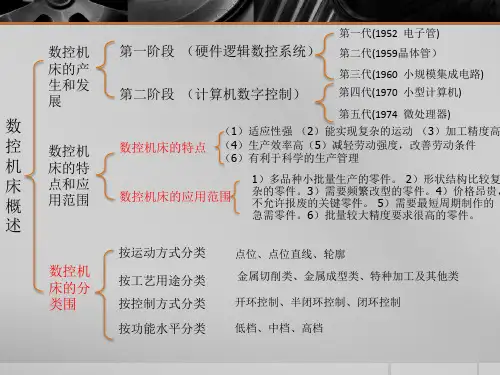
第2章数控机床的典型结构与部件2.1 数控机床的结构特点及要求2.1.1数控机床的结构特点由于数控机床的控制方式和使用特点,使数控机床与普通机床在机械传动和结构上有显著的不同,其特点有:(1)采用高性能的无级变速主轴及伺服传动系统,机械传动结构大为简化,传动链缩短。
(2)采用刚度和抗振性较好的机床新结构,如动静压轴承的主轴部件、钢板焊接结构的支承件等。
(3)采用在效率、刚度、精度等各方面较优良的传动元件,如滚珠丝杠螺母副、静压蜗杆副以及塑料滑动导轨、滚动导轨、静压导轨等。
(4)采用多主轴、多刀架结构以及刀具与工件的自动夹紧装置、自动换刀装置和自动排屑、自动润滑冷却装置等,以改善劳动条件、提高生产率。
(5)采取减小机床热变形的措施,保证机床的精度稳定,获得可靠的加工质量。
2.1.2数控机床的结构要求及措施1.提高机床的静、动刚度在数控机床加工过程中,加工精度除了取决于数控系统,还取决于数控机床本身的精度。
而由机床床身、导轨工作台、刀架和主轴箱的几何精度和变形所产生的误差取决于它们的结构刚度,并且这些误差在加工过程不能进行人为的调整和补偿。
因此,必须把移动件的重量和切削力引起的弹性变形控制在最小限度之内,以保证加工精度和表面质量。
为了提高机床的静刚度,在机床结构上常采用以下措施。
1)为提高机床主轴的刚度,常采用三支承结构,并且选用刚性好的双列短圆柱滚子轴承和角接触向心推力轴承,以减小主轴的径向和轴向变形。
2)为提高机床整体的刚度,常采用筋板结构。
表2-1给出了方形截面立柱在加筋前后的静刚度比值。
从表中可以看出,加筋板后相对弯曲刚度和扭转刚度均提高。
表2-1 方形截面立柱加筋前后的静刚度比值加筋形式相对质量相对弯曲刚度相对扭曲刚度1 1 11.24 1.17 1.381.34 1.21 8.861.63 1.32 17.73)在大型数控机床中,移动载荷对机床边形有较大的影响。
常采用液压平衡和重快平衡来减少构件的变形,如图2-1所示,利用重块有效地减小主轴箱左右移动对横梁变形的影响。