MotoSimEG-VRC安川机器人虚拟调试 第四节 摆焊
- 格式:pdf
- 大小:312.78 KB
- 文档页数:3
安川MOTOMAN机器人资料教程+motosimEG离线软件◆安川MOTOMAN机器人robot motosimEG离线编程仿真软件+资料教程◆安川机器人使用手册 [打开]├┈MA1400安川机器人使用手册.pdf├┈安川机器人NX100使用说明书.pdf├┈安川机器人原理篇.pdf├┈安川机器人选型手册(全).pdf◆安川机器人相关培训 [打开]├┈安川机器人2.pdf├┈安川机器人NX100操教程1.pdf├┈安川机器人中文培训资料(内部资料).pdf├┈安川机器人培训(二).pdf├┈安川机器人培训4.pdf├┈安川机器人培训教程.pdf├┈安川机器人培训第一课.pdf├┈安川机器人培训第三课.pdf├┈安川机器人培训第二课.pdf├┈安川机器人操作及编程简易教程.pdf├┈安川焊接机器人焊接系统构建焊接功能设置气体保护焊培训.pdf├┈安川首钢机器人介绍_2012.pdf◆安川资料1 [打开]├┈RE-CHO-A104.8.pdf├┈RE-CKI-A442.1.pdf├┈RE-CKI-A444.1.pdf├┈RE-CSO-A028.5.pdf├┈RE-CSO-A030.6.pdf├┈RE-CSO-A031.4.pdf├┈RE-CSO-A032.6.pdf├┈RE-CSO-A033.4.pdf├┈RE-CSO-A036.4.pdf├┈RE-CTO-A211.9.pdf├┈安川伺服电机V中文说明书1-7.pdf├┈安川伺服电机使用说明.pdf├┈安川伺服电机说明书.pdf├┈安川机器人仿真软件的使用说明书.pdf├┈操作要领通用篇.pdf├┈机器人示教说明书.pdf◆安川资料2 [打开]◆DX100资料教程 [打开]├┈DX100使用说明书.1.pdf├┈DX100操作要领书伺服点焊用途.pdf├┈DX100操作要领书伺服焊钳-E.0.pdf├┈DX100操作要领书弧焊-E.0.pdf├┈DX100操作要领书弧焊用途.pdf├┈DX100操作要领书气动点焊用途.pdf├┈DX100操作要领书气动焊钳-E.0.pdf├┈DX100操作要领书通用-搬运用途-E.0.pdf├┈DX100操作要领书通用.搬运用途.pdf├┈DX100机器人使用说明书-E.1.pdf├┈DX100维护要领书-E.1.pdf├┈DX100维护要领书.pdf├┈00099.MTS├┈dx100机器人培训1.pdf├┈dX100机器人培训2.pdf├┈MA1900使用说明书-印刷版.pdf├┈多功能用途机器人(中文)MOTOMAN-MH & HP_CN.pdf ├┈安川首钢机器人介绍_2012.pdf├┈安川首钢机器人介绍片2012-3.wmv├┈机器人操作培训资料.ppt├┈机器人综合样本(中文)MOTOMAN-SERIES_CN.pdf ├┈热锻搬运.wmv├┈轮毂搬运(安川首钢机器人).avi大小1.59G字节.。


MotoSimEG-VRC安川机器人虚拟调试第七节喷涂
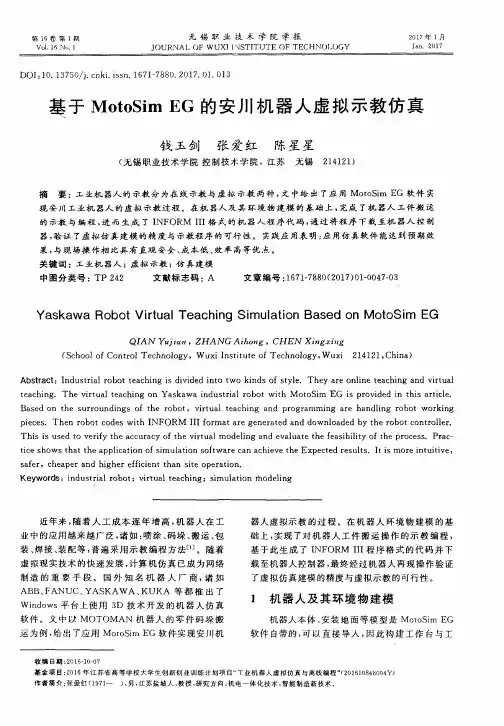
1、首先,第一步新建喷涂机器人系统,如图本例中选用MPX2600机器人;
2、第二步将设计好的系统布局、机器人底座、喷枪、产品以及周边设备导入(用其他软件另存hsf格式,注意每个产品单独导入当然其他格式的文件也可以导入,hsf格式为仿真软件常用格式),本例中所示产品和喷枪为仿真软件中绘制而成,仅示意;
3、第三步根据实际所选喷枪规格型号设置喷涂参数以及TCP点(参见下图),所需喷涂的产品最好每次机器人运行的时候选择一件,如果产品选多的话电脑运行会比较卡,机器人运行动作会不流畅,就像播放幻灯片一样(电脑配置高的可以尝试多选),具体配置见下图;
4、第四步新建机器人程式,编写示教机器人路径(本例中机器人走了一个十字),示教完成后,在喷涂添开始行加喷涂开始指令SPYON,结束行添加结束指令SPYOF;
5、试运行,完成,保存、退出。
安川机器人伺服浮动设置
MotoSimEG-VRC安川机器人虚拟调试第一节伺服浮动设定
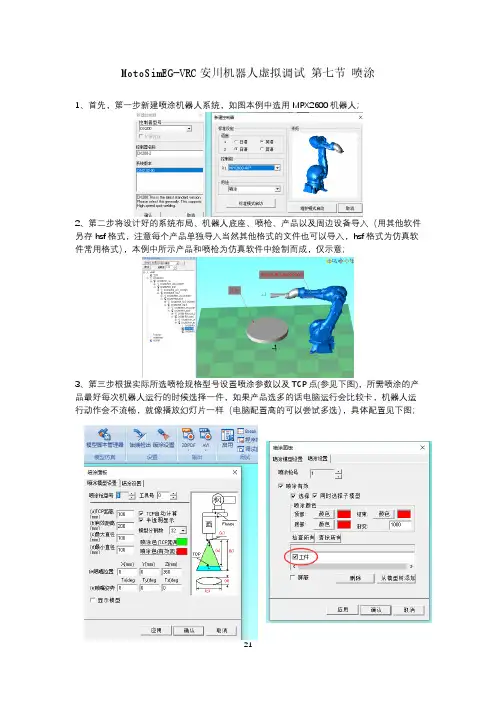
安川机器人伺服浮动有两种形式关节伺服浮动和直线伺服浮动,使用需注意以下事项:○1、此功能需谨慎使用,若设定/使用出现错误,机器人可能有暴走的危险;
○2、设定/使用过程中必须与机器人保持安全距离。
1、开启FD参数:FD034由0改为3 ;
2、在安全模式下,进行机器人重心/负重测量;
3、在操作面板上选择机器人—伺服浮动设定:关节/直线伺服浮动;
4、直线伺服浮动设定:
A.若工具姿态控制打开,则工具(焊枪)姿态不会随机器人的浮动而改变;
B.选择需要浮动的方向,设定受力大小(下图中选择X方向,受
力1kgf);
C.如图所示,当创建程式并启动后,若给机器人施加大于1kgf的力,则机器人会沿X向移到,焊枪的姿态保持不变;
5、关节伺服浮动设定:选择需要浮动的关节,设定转矩大小(百分比最小值30);
6、编辑程式:创建程式、添加浮动指令FLOATON LFL#(1),FL 表示关节浮动、LFL表示直线浮动,如图TIMER表示浮动指令50s后自动关闭(FLOATON伺服浮动开始指令、FLOATOF伺服浮动结束指令)。
7、the end。
MotoSimEG-VRC安川机器人虚拟调试第八节碰撞检测
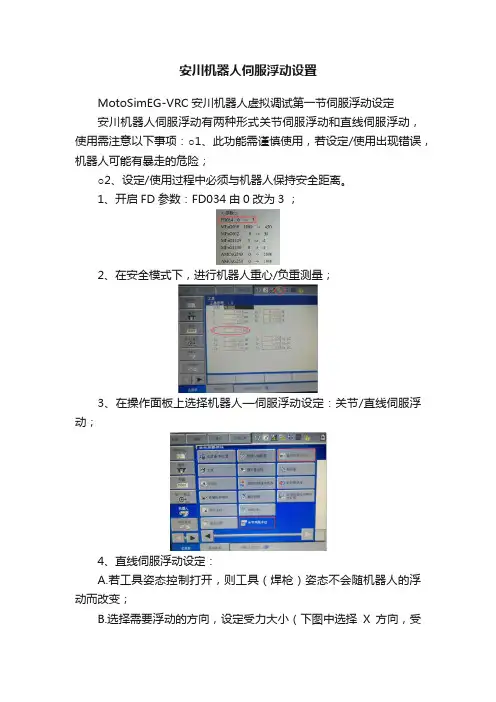
1、新建机器人系统,本例以点焊为例,导入夹具、焊钳等,按布局确定好位置;
2、点击干涉检查设置按钮,弹出干涉设置对话框,按下图所示步骤点击模型组、添加、输入模型组名称、从左侧模型树选中需要添加的模型、点击从模型树添加,所选中的模型将显示在模型列表,点击OK,完成添加,重复以上步骤添加需要检测干涉的模型。
从干涉模型组对话框里可以看到已经添加成功的模型,所用模型添加完成后点击关闭,完成模型添加步骤;
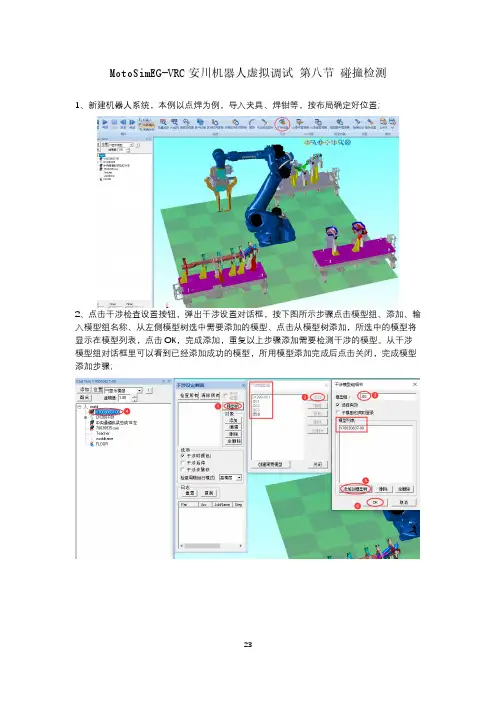
3、完成上述步骤后,点击干涉设定对话框里面的添加按钮,弹出干涉定义对话框,输入名称,属性一栏设置机器人为主要,夹具设置为从属,同理设置焊钳为主要,夹具为从属,完成;
4、在干涉设定对话框里面先将刚刚设置好的干涉组打勾,然后将干涉检测打勾,系统将进行干涉检查,将干涉后停止项打勾后,在程序运行过程中若发生干涉碰撞,机器人将停止动作,并显示红色。
创建程式,运行测试干涉效果,或者人为将焊钳移到和夹具干涉位置,查看效果;
5、焊钳的上下电极帽需和焊钳分开单独导入,干涉设置过程中电极帽和工件不定义干涉,因为焊接过程中电极帽和工件肯定是接触的,保存,退出。
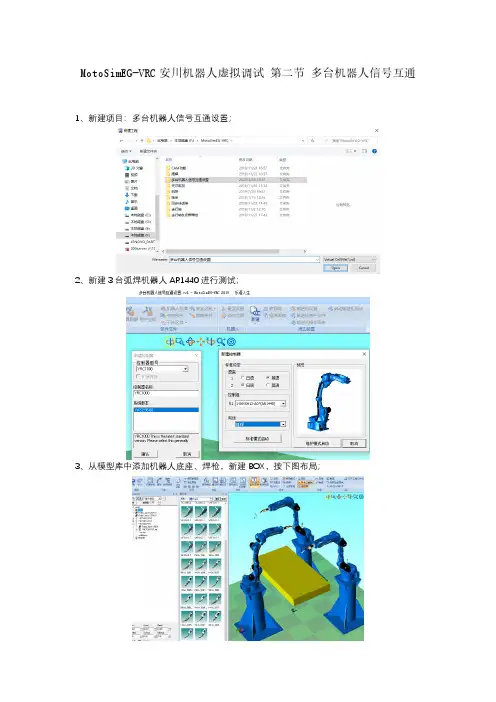
MotoSimEG-VRC安川机器人虚拟调试第二节多台机器人信号互通1、新建项目:多台机器人信号互通设置;
2、新建3台弧焊机器人AR1440进行测试;
3、从模型库中添加机器人底座、焊枪,新建BOX,按下图布局;
4、设置机器人工作原点;
5、新建程序,示教焊接路径;
6、接下来我们设置I/O信号,点击I/O连接管理器命令,打开I/O链接对话框,添加;
7、如下图,设置R2输入信号和R1输出信号的关系,确定;
8、重复上一步,设置R3输入信号,完成后如下图,关闭;
9、接下来在程序中添加I/O信号指令,使机器人1焊接完成后,另外两台机器人再开始焊接,首先在R1 程序末添加指令PULSE OT#(1)T=5,即R1输出信号OT1,5秒后信号自动关闭;
10、在R2和R3程序开头添加指令WAIT IN#(1)=ON,等待信号输入;
11、完成后点击播放按钮,可以看到R1焊接完成回到原点后R2和R3才开始焊接,图中焊道以红色显示,为了便于观察将焊道调的比较粗;
12、完成,保存,退出;。
安川MOTOMAN焊接机器人编程焊接机器人程序编辑一、创建焊接程序[焊缝的示教]。
1、打开控制柜上的电源开关在“ON”状态。
2、将运作模式调到“TEACH”→“示教模式下”1.进入程序编辑状态:1.1.先在主菜单上选择[程序]一览并打开;1.2.在[程序]的主菜单中选择[新建程序]1.3.显示新建程序画面后按[选择]键1.4.显示字符画面后输入程序名现以“TEST”为新建程序名举例说明;1.5.把光标移到字母“T”、“E”“S”、“T”上按[选择]键选中各个字母;1.6.按[回车]键进行登录;1.7.把光标移到“执行”上并确认后,程序“TEST”被登录,并且屏幕画面上显示该程序的初始状态“NOPCEOO”、“ENDCOOL”1.8.编辑机器人要走的轨迹(以机器人焊接直线焊缝为例);2.把机器人移动到离安全位置,周边环境便于作业的位置,输入程序(001);2.1. 握住安全电源开关,接通伺服电源机器人进入可动作状态;2.2.用轴操作键将机器人移动到开始位置(开始位置电影摄制在安全病史和作业准备位置);2.3.按[插补方式]键,把插补方式定为关节插补,输入缓冲显示行中显示关节插补命令,‘MOVJ“→”“MOVJ,,VJ=0.78”2.4.光标放在“00000”处,按[选择]键;2.5.把光标移动到右边的速度“VJ=**”上,按[转换]键+光标“上下”键,设定再现速度,若设定速度为50%时,则画面显示“→MOUVJ VJ=50%”,也可以把光标移到右边的速度,‘VJ=***'上按[选择]键后,可以直接在画面上输入要设定的速度,然后按[回车]键确认。
2.6.按[回车]键,输入程序点(即行号0001)3.决定机器人的作业姿态(作业开始位置的附近)3.1.用轴操作键,使机器人姿态成为作业姿态,然后移到相应的位置;3.2.按[回车]键,输入程序点2(0002);3.3.保持程序点2的姿态不变,移向作业开始位置;3.3.1.保持程序点2的姿态不便,按[坐标]键,设定机器人坐标为直角坐标系,用轴操作键把机器人移到作业开始的位置(在移动前可以按手动速度[高][低]键选择焊枪在示教中移动的速度);3.3.2.光标在行号0002处按[选择]键3.3.3.把光标移动到右边的速度,VJ=***上按[转换]+光标”上下键,设定再现速度,直到设定的速度为所需速度(也可用光标移到速度VJ=***上,按[选择]键后,输入需要的速度值,按[回车]键确认即可);3.3.4.按[回车]键,输入程序点3(行号0003);3.3.4.1.把光标移动到“0003”上,按[引弧]键+[回车]键,输入“引弧”指令(行0004)(“引弧”为“ARCON”)3.3.4.2.把光标移动到行号0003上按[引弧]键,在缓冲显示区显示出“ARCON’”指令以及引弧时的条件;3.3.4.3.对引弧指令中的附加引弧条件根据焊接工件的实际情况进行修改;3.3.4.4.按[回车]键输入“引弧”指令(行号0004);3.3.4.5.指定作业点位置(作业结束位置)3.3.4.6.用轴操作键把机器人移到焊接作业结束位置从作业开始位置到结束位置不必精确沿焊缝运动,为防止不碰撞工件移动轨迹可远离工件;3.3.4.7.按[插补方式]键,插补方式设定为直线插补(MOVL)亦可把光标放在“MOVJ”上,按[选择]键,然后按[转换]+光标上下键可以调整选择插补方式,然后按[回车]键;3.3.4.8.光标在行号0004上按[选择]键;3.3.4.9.把光标移到右边速度“V=***”上,按[转换]+光标上下键设定速度;3.3.4.10.按[回车]键,输入程序点4(行号0005);3.4.按[收弧]键输入(收弧命令为“ARCOF”)3.4.1.把光标移到行号0005上,按[收弧]键,再缓冲显示区显示出‘ARCOF’”指令以收弧时的条件3.4.2.对收弧指令的附加项收弧条件根据焊接工件的实际情况进行修改;3.4.3.按[回车]键输入收弧指令(行0006);3.5.把机器人移到不碰撞工件和夹具的位置;3.5.1.按手动速度[高]键,设定为高速(手动速度[高]键只是显示示教时的速度,再现中以定义的速度运行);3.5.2.用轴操作键把机器人移到不碰撞夹具的位置;3.5.3.按[插补方式]键,设定插补方式为关节插补(MOVJ);3.5.4.光标在行号0006上,按[选择]键→MOVJ VJ=15;3.5.5.把光标移到右边的速度VJ=15上,按[转换]+上下键,设定速度(也可按[选择]键后,直接输入要设定的速度,再按[回车]键登录速度;3.5.6.按[回车]键,输入程序点(行0007)3.6.把机器人移到开始位置上;3.6.1把光标返回到0001上,按[前进]键把机器人移动到程序点1上;3.6.2.再把光标移到行号0007上,按[回车]键,输入程序点8(行0008)二、确认所设定的程序中的轨迹操作;1、把光标移到程序点0001上;2、按手动速度[高][低]键设定速度键;3、按[前进]键,通过机器人动作确认各程序点,每按一次[前进]键机器人移动到一个程序点;4、亦可把光标移到程序点行0001上,按[连锁]+[试运行]键,机器人连续再现所有程序点,一个循环后停止运作;三、在焊接中,往往有时设定好的程序有许多与实际生产不适合,所以需要进行修该程序(包括又插入程序点、删除程序点、修改程序点的位置数据等);1、插入程序点;1.1.把程序内容打开(以在程序点3、4、之间插入为列);1.2.按[前进]键,把机器人移动到程序点3上;1.3.用轴操作键把机器人移到想插入位置;1.4.按[插入]键;1.5.按[回车]键完成程序点插入,所插入程序点行号为(0004),2、删除程序点(以3、4位列);2.1.按[前进]键,把机器人移到要删除的程序点3上;2.2.按[删除]键;2.3.按[回车]键,程序点3被删除;3、修改程序点的位置数据(以程序点3位列);3.1.把光标移到程序点3上;3.2.按[前进]键,使机器人回到程序点3上;3.3.用轴操作键把机器人移到修改后的位置;3.4.按[修改]键;3.5.按[回车]键,程序点的位置数据被修改;4、设定焊接条件:(ARCON ARCOF ARCOF);4.1.先打开程序内容;4.2.把光标移到要进行焊接作业的程序点的前一个行号上;4.3.按[引弧]键或[命令一览]键中选择程序[作业]中选择ARCON命令,缓冲显示区有ARCON指令及附加条件;4.4.按[回车]键‘引弧“命令自动在程序中生成;4.5.设定引弧条件的方式有三种(一、把各种条件作为附加项进行设定的方法,二、使用引弧文件的方法ASF#(X),三、不带附加项)5.用附加项设定焊接条件的方法;5.1.在命令区选择ARCON指令,(缓冲区显示ARCON指令);5.2.按[选择]键(显示详细编辑画面,选择“未使用”;5.3.选择“未使用”(显示选择对话框);5.4.选择“AC=**(在ARCON命令的附加项中已设定引弧条件时,显示详细编辑画面);5.5.输入焊接条件(设定每个焊接条件);5.6.按[回车]键(设定的内容显示在输入缓冲区中);5.7.按[回车]键设定的内容登录到程序中;5.8.不想登录设定的程序时,按[清除]键,回到程序内容画面;6.使用引弧条件文件;6.1.在命令区选择ARCON命令,(输入缓冲行显示ARCON命令);6.2.按[选择]键,(显示详细编辑画面);6.3.选择“未使用‘(显示选择对话框);6.4.选择ASF#() (显示详细编辑画面);6.5.设定文件号(指定文件号1~64把光标移到文件号上,按[选择]键→用数值输入文件号按[回车]键;6.6.按[回车]键,(设定的内容显示在输入行中);6.7.按[回车]键,(设定的内容登录到程序中);6.8.不想登录设定的文件内容时,按[清除]键,回到程序内容画面;7.没有附加项的方法;7.1.选择命令区ARCON命令(输入缓冲行显示ARCON的命令);7.2.按[选择]键(显示详细编辑画面);7.3.选择ASF#() (显示选择对话框);7.4.选择‘未使用“;7.5.选择[回车]键,设定的内容在输入缓冲行中;7.6.按[回车]键,设定的内容登录到程序中;7.7.不想登录设定的内容时,按[清除]键,回到程序内容画面;四、分别设定焊接条件(电流、电压命令);1.登录AECSET命令;1.1.把光标移到地址区;1.2.按[命令一览]键(显示命令一览对话框);1.3.选择“作业”;1.4.选择ARCSET命令(输入缓冲显示ARCSET命令);1.5.按[选择]键(显示详细编辑画面);1.6.设定焊接条件(把光标移动到设定的项目上,按[选择]键,用数值键输入焊接条件,再按[回车]键,追加附加项时,在选择对话框中选择“未使用”删除附加项时也同样把光标移到想删除的附加项上,按[选择]键选择“未使用”;1.7.按[回车]键(所设定的内容显示在缓冲区行);1.8.按[回车]键(设定的内容被输入到程序中,当不想登录设定的内容时,按[清除]键,回到程序内容画面);2.设定熄弧条件(填弧坑处理);1.按[熄弧]键,输入熄弧命令(利用[命令一览]键进行AECOF命令登录时,选择命令中的“作业”;2.登录ARCOF方法;2.1.按[熄弧]键2.2.按[回车]键;2.3.设定熄弧条件(ARCOF有三种方法;一、把各种条件作为附加项进行设定;二、使用熄弧条件方法;三、不带附加项);3.各条件设定为附加项的方法;3.1.选择命令区的ARCOF命令(输入缓冲区显示ARCOF命令);3.2.按[选择]键(显示详细编辑画面);3.3.选择“未使用”(显示选择对话框);3.4.选择“AC=”;3.5.输入焊接收弧条件(设定各个焊接条件);3.6.按[回车]键(输入缓冲区行显示设定的条件);3.7.按[回车]键(设定的内容被登录到程序中);3.8.不想登录设定的内容时,按[清除]键,回到程序内容画面;4.使用熄弧条件方法;4.1.选择命令区的ARCOF命令(输入缓冲行显示ARCOF命令);4.2.按[选择]键(显示详细的编辑画面);4.3.选择“未使用”(显示选择对话框);4.4.选择“AEF#();4.5.设定文件号(1~12把光标移到文件号上,按[选择]键确定用数值键输入文件号,按[回车]键;4.6.按[回车]键(设定的内容显示在输入缓冲行中);4.7.按[回车]键(设定的内容被输入到程序中);4.8.不想登录设定的内容时,按[清除]键,回到程序内容画面);五、不带附加项的内容;1.选择命令区的ARCOF命令(输入缓冲行显示ARCOF命令);2.按[选择]键(显示详细编辑画面);3.选择AEF#()或AC=*** (显示选择对话框);4.选择‘未使用’;5.按[回车]键(输入缓冲行显示设定的内容);6.按[回车]键(设定的内容被输入到程序中);7.不想登录设定的内容时,按[清除]键,回到程序内容画面;8.确认动作(检查运行);把所设定的程序轨迹进行一次模拟实验,在再现模式中,调出‘检查运行’一行进行轨迹确认;9.在程序的再现画面按[区域]键;10.选择[实用]工具栏;11.选择设定的特殊运行户(显示特殊运行画面);12.选择‘检车运行’(每次按[选择]键有效、无效、交替交换;13.选择‘有效’字样;14.打开[伺服电源]键;15.把光标移到程序点1上按下[START]键,机器人自行检查;16.焊接条件的微调;六、焊接条件的微调;1、进行焊接利用已经调整好的程序;2、从焊缝外观进行焊接条件的微调(根据焊缝成型情况对焊接电流、电压等进行调整);七、生产;1、把运作模式设定在‘再现’模式;2、选择主菜单的[程序]一行中子菜单[选择程序]并打开;3、把光标移到要选择用于焊接的程序中;4、进行程序轨迹检查运行;5、当检查完后,把光标移到‘0001’上,运作模式设定为‘再现模式’按下‘START’进行焊接。
MotoSimEG-VRC安川机器人虚拟调试第八节碰撞检测
1、新建机器人系统,本例以点焊为例,导入夹具、焊钳等,按布局确定好位置;
2、点击干涉检查设置按钮,弹出干涉设置对话框,按下图所示步骤点击模型组、添加、输入模型组名称、从左侧模型树选中需要添加的模型、点击从模型树添加,所选中的模型将显示在模型列表,点击OK,完成添加,重复以上步骤添加需要检测干涉的模型。
从干涉模型组对话框里可以看到已经添加成功的模型,所用模型添加完成后点击关闭,完成模型添加步骤;
3、完成上述步骤后,点击干涉设定对话框里面的添加按钮,弹出干涉定义对话框,输入名称,属性一栏设置机器人为主要,夹具设置为从属,同理设置焊钳为主要,夹具为从属,完成;
4、在干涉设定对话框里面先将刚刚设置好的干涉组打勾,然后将干涉检测打勾,系统将进行干涉检查,将干涉后停止项打勾后,在程序运行过程中若发生干涉碰撞,机器人将停止动作,并显示红色。
创建程式,运行测试干涉效果,或者人为将焊钳移到和夹具干涉位置,查看效果;
5、焊钳的上下电极帽需和焊钳分开单独导入,干涉设置过程中电极帽和工件不定义干涉,因为焊接过程中电极帽和工件肯定是接触的,保存,退出。
安川机器人仿真软件MotoSimEG_VRC2020安装教程
1.双击MotoSimEG_VRC2020软件
2.右击setup.exe。
3.点击以管理员身份运行。
4.点击Install安装。
5.点击NEXT下一步。
6.勾选我同意。
7.点击NEXT下一步。
8.点击complete完整安装。
9.点击NEXT下一步。
10.点击change更改路径(如果不修改安装路径直接点击NEXT 下一步安装即可)。
11.修改安装路径把c盘改为D盘。
12.点击确定。
13.点击Install安装。
14.点击NEXT下一步。
15.勾选我同意。
16.点击NEXT下一步。
17.点击complete完整安装。
18.点击NEXT下一步。
19.点击Install安装。
20.点击Finish完成。
21.右键破解文件Motolok.dll。
22.点击复制。
23.点击复制和替换。
24.打开汉化文件。
25.复制汉化文件中的MotoSimEG_VRC.exe。
26.把汉化文件中的MotoSimEG_VRC.exe粘贴到安装的路径下面
(复制和替换)。
2.2.3 坐标类型有下列坐标类型用于操作机械手●关节坐标机械手的每一根轴相互独立运动。
●直角坐标与机械手的位置无关,它平行于X轴,Y轴,Z轴中的任意一轴运动。
●用户坐标机械手平行于用户坐标轴运动。
在任何一坐标系中,在固定的工具中心点(TCP: tool center point)的位置,只可能改变手腕方向。
这就叫做TCP固定功能。
3.1 机械手的运动通常用两种坐标来操作机械人:关节坐标和直角坐标。
按示教盒上的坐标轴操作键,操作机械手的每一根轴。
3.1.1 关节坐标3.1.2 直角坐标3.1.3 运动指令和步骤机械手使用作业指令来实现运动和执行再现,这些指令叫做运动指令。
目的位置,插补方法,运行速度等等信息都记录在运动指令中。
叫做运动指令的原因是,主体指令都是以“MOV”开始。
“MOV”是一种用于XRC 系统中的“INFORM Ⅱ”语言。
比如:MOVJ VJ=50.00MOVL V=1122 PL=1从一条运动指令到下一条运动指令为一步。
步骤1为001,步骤2为002,步骤3为003,等等。
步骤1的位置即为记录有步骤号001(S: 001)的运动指令处的位置。
例如:参照下面的作业的内容,当执行再现时,机械手由步骤1向步骤2运动,运动速度记录在步骤2的运动指令中。
在机械手到了步骤2之后,机械手执行TIMER指令,再执行DOUT指令,然后继续执行步骤3。
3.2 示教3.2.1 示教前的准备工作示教前应做下面准备工作:●按下再现面板上的[REMOTE]按钮,使灯灭●按下[TEACH] 按钮(在面板上),设置示教模式●按下[TEACH LOCK]键(在示教盒上),锁住示教模式(示教锁,确保安全)●输入作业名称1)确保再现面板上的[REMOTE]按钮没有点亮了,如点亮了,按下[REMOTE]按钮关掉,这样再现面板就可以操作了。
灯亮——遥控操作灯灭——本地面板操作2)在再现面板上,按下[TEACH]按钮进入示教模式。
MotoSimEG-VRC安川机器人虚拟调试第四节摆焊1、新建机器人,选择所需的机器人型号,放置到合适的位置;
2、从模型库中插入焊枪模型,也可自己导入模型,支持多种格式;
3、新建机器人程式;
4、设置摆焊类型(三种形式:单一、三角、L),和焊接参数;
5、编写机器人程式,添加焊接指令;
6、焊接轨迹设置,可以设置焊接轨迹的形状、颜色、透明度、大小等,显示焊接轨迹后可以很直观的看到摆焊的样式,下图中显示了三种样式的轨迹(轨迹显示是否精确细腻和设置的参数有关);
7、试运行程序,完成。