空调控制柜质量控制流转卡
- 格式:docx
- 大小:11.99 KB
- 文档页数:5

控制柜过程质量控制卡生产日期:年月日屏号:项目:型号:合同号:设计员安装配线调试派工期安装计划交工期配线计划交工期调试计划交工期安装实际交工期配线实际交工期调试实际交工期序号工序项目自检操作者&日期专检检查员&日期1 外观检查1、屏(柜、箱)眉内容与图纸一致。
2、屏(柜、箱)体表面及内部无明显磕碰、划伤,无掉漆、污垢和锈迹。
3、各个面板之间安装位置均匀,无明显缝隙。
4、门开关灵活、顺畅,锁具灵活、方便。
5、屏柜元件完整不缺。
6、接地符合工艺要求。
2 工序项目自检操作者&日期专检检查员&日期安装检查1、安装工作开始前对上道工序进行检查。
2、元件的外观完好无损。
3、元件的布置合理。
4、屏内元件操作和调整灵活;5、爬电距离和电气间隙符合工艺标准要求。
6、正确使用紧固件,螺栓紧固预紧力符合要求。
7、元器件标签粘贴位置统一,整齐、美观,标签横平竖直,没有残缺和歪斜现象出现;8、本次工作完成时,现场内外已经清洁完毕。
3 工序项目自检操作者&日期专检检查员&日期配线检查1、配线工作开始前对上道工序进行检查。
2、设计更改有更改通知单,无随意改图现象。
3、布线符合工艺要求,布线整体协调,且横平竖直。
4、导线无掉线、掉线鼻的现象,连接牢固可靠,拉脱力符合要求,手测无松动现象。
5、导线线束转弯处有圆弧过渡,圆弧半径不小于线束半径的两倍;6、接地线颜色、规格和压接符合图纸和工艺要求,两端连接牢固。
7、每根导线的中间禁止有接头,导线线芯应无断损,导线的绝缘层无磨损、划伤。
8、号牌连接整齐,号牌的文字字体大小一致便于观看,号牌,穿线方向符合规定,无手写号牌现象。
9、配线完毕,操作者应查线并记录查线过程问题。
10、本次工作完成时,现场内外已经清洁完毕。
4 调试项目结果调试员&日期调试过程问题记录4.1 互检调试工作开始前对上道工序进行检查。
4.2 卫生检查现场整齐、清洁。

10KV电缆终端头制作作业质量控制卡一、总则2.本质量控制卡的主要目的是为了确保10KV电缆终端头制作作业的质量符合规范和要求;3.本质量控制卡适用于所有参与10KV电缆终端头制作作业的人员。
二、质量控制要求1.操作人员必须熟悉并严格遵守相关制作作业规范和要求;2.确保使用的工具、设备和材料符合要求,且处于良好工作状态;3.定期检查和维护设备及工具,确保其正常运行;4.操作人员必须经过培训并持证上岗,了解操作规范和安全操作要求;5.严格按照工艺流程操作,不得随意修改或省略任何工序;6.操作人员必须佩戴所需的个人防护用品,如手套、护眼镜等;7.严格执行质量控制检查流程,保证制作作业质量。
三、质量控制过程1.准备工作-确保操作区域整洁有序,安全无隐患;-检查工具和设备是否完好并符合使用要求;-核对材料清单,确认材料的质量和数量。
2.终端头制作作业-操作人员根据工艺流程和规范进行制作作业;-操作人员应仔细测量和校验尺寸,确保终端头的尺寸符合要求;-操作人员应正确进行电缆绝缘剥皮、绞线和固定接头等作业;-操作人员应严格控制工作环境的清洁,防止灰尘和杂质进入终端头内部。
3.质量控制检查-检查终端头尺寸是否符合规范要求;-检查绞线和固定接头是否牢固可靠;-检查电缆绝缘是否完好,无任何裂纹或破损;-使用微量追踪剂进行绝缘电阻测试,确保绝缘电阻符合标准要求。
4.总结和记录-操作人员应及时记录所有制作作业的关键数据和检测结果;-制作作业结束后,进行总结和评估,分析出现的问题和不足之处,并提出改进意见;-建立并保留相关质量记录,以备今后参考和追溯。
四、质量控制责任1.管理人员负责制定并执行质量控制措施;2.操作人员负责遵守操作规范和要求,并确保制作作业质量;4.所有参与制作作业的人员都有责任及时报告质量问题,并积极参与问题解决和改进。
五、附录1.相关规范和要求-10KV电缆终端头制作技术规范;-安全操作规程;-设备和工具的使用说明书;-相关材料的质量要求。

输变电工程(线路专业)质量控制记录卡项目名称:路径复测耐张段:工程编号:施工单位检查人:监理单位检查人:日期:日期:检查方式: S:旁站 P:巡视控制类型:H:停工待检 W:见证无标注为抽查检查结果:□:未检查■:检查不合格:检查合格:不需检查输变电工程(线路专业)质量控制记录卡项目名称:普通基础分坑和开挖 桩号: 工程编号:施工单位检查人: 监理单位检查人: 日期: 日期:检查方式: S :旁站 P :巡视 控制类型:H :停工待检 W :见证 无标注为抽查 检查结果 :□:未检查 ■:检查不合格:检查合格:不需检查输变电工程(线路专业)质量控制记录卡施工单位检查人: 监理单位检查人: 日期: 日期:检查方式: S :旁站 P :巡视 控制类型:H :停工待检 W :见证 无标注为抽查 检查结果 :□:未检查 ■:检查不合格:检查合格:不需检查输变电工程(线路专业)质量控制记录卡项目名称:掏挖、岩石基础分坑和开挖 桩号: 工程编号:施工单位检查人: 监理单位检查人: 日期: 日期:检查方式: S :旁站 P :巡视 控制类型:H :停工待检 W :见证 无标注为抽查 检查结果 :□:未检查 ■:检查不合格:检查合格:不需检查输变电工程(线路专业)质量控制记录卡施工单位检查人: 监理单位检查人: 日期: 日期:检查方式: S :旁站 P :巡视 控制类型:H :停工待检 W :见证 检查结果 :□:未检查 ■:检查不合格:检查合格:不需检查输变电工程(线路专业)质量控制记录卡施工单位检查人: 监理单位检查人: 日期: 日期:检查方式: S :旁站 P :巡视 控制类型:H :停工待检 W :见证 检查结果 :□:未检查 ■:检查不合格:检查合格:不需检查输变电工程(线路专业)质量控制记录卡施工单位检查人: 监理单位检查人: 日期: 日期:检查方式: S :旁站 P :巡视 控制类型:H :停工待检 W :见证 无标注为抽查 检查结果 :□:未检查 ■:检查不合格:检查合格:不需检查输变电工程(线路专业)质量控制记录卡施工单位检查人: 监理单位检查人: 日期: 日期:检查方式: S :旁站 P :巡视 控制类型:H :停工待检 W :见证 无标注为抽查 检查结果 :□:未检查 ■:检查不合格:检查合格:不需检查输变电工程(线路专业)质量控制记录卡项目名称:岩石、掏挖基础 桩号: 工程编号:施工单位检查人: 监理单位检查人: 日期: 日期:检查方式: S :旁站 P :巡视 控制类型:H :停工待检 W :见证检查结果 :□:未检查■:检查不合格:检查合格:不需检查输变电工程(线路专业)质量控制记录卡施工单位检查人: 监理单位检查人: 日期: 日期:检查方式: S :旁站 P :巡视 控制类型:H :停工待检 W :见证检查结果 :□:未检查■:检查不合格:检查合格:不需检查输变电工程(线路专业)质量控制记录卡施工单位检查人: 监理单位检查人: 日期: 日期:检查方式: S :旁站 P :巡视 控制类型:H :停工待检 W :见证 无标注为抽查 检查结果 :□:未检查 ■:检查不合格:检查合格:不需检查输变电工程(线路专业)质量控制记录卡施工单位检查人: 监理单位检查人: 日期: 日期:检查方式: S :旁站 P :巡视 控制类型:H :停工待检 W :见证 无标注为抽查 检查结果 :□:未检查 ■:检查不合格:检查合格:不需检查输变电工程(线路专业)质量控制记录卡施工单位检查人: 监理单位检查人: 日期: 日期:检查方式: S :旁站 P :巡视 控制类型:H :停工待检 W :见证 无标注为抽查 检查结果 :□:未检查 ■:检查不合格:检查合格:不需检查输变电工程(线路专业)质量控制记录卡项目名称:砼杆组立 桩号: 工程编号:施工单位检查人: 监理单位检查人: 日期: 日期:检查方式: S :旁站 P :巡视 控制类型:H :停工待检 W :见证 无标注为抽查 检查结果 :□:未检查 ■:检查不合格:检查合格:不需检查输变电工程(线路专业)质量控制记录卡施工单位检查人: 监理单位检查人: 日期: 日期:检查方式: S :旁站 P :巡视 控制类型:H :停工待检 W :见证 无标注为抽查 检查结果 :□:未检查 ■:检查不合格:检查合格:不需检查输变电工程(线路专业)质量控制记录卡施工单位检查人: 监理单位检查人: 日期: 日期:检查方式: S :旁站 P :巡视 控制类型:H :停工待检 W :见证 检查结果 :□:未检查 ■:检查不合格:检查合格:不需检查输变电工程(线路专业)质量控制记录卡项目名称:紧线 桩号: 工程编号:施工单位检查人: 监理单位检查人: 日期: 日期:检查方式: S :旁站 P :巡视 控制类型:H :停工待检 W :见证 无标注为抽查 检查结果 :□:未检查 ■:检查不合格:检查合格:不需检查输变电工程(线路专业)质量控制记录卡施工单位检查人: 监理单位检查人: 日期: 日期:检查方式: S :旁站 P :巡视 控制类型:H :停工待检 W :见证 无标注为抽查 检查结果 :□:未检查 ■:检查不合格:检查合格:不需检查输变电工程(线路专业)质量控制记录卡项目名称:接地装置 桩号: 工程编号:施工单位检查人: 监理单位检查人: 日期: 日期:检查方式: S :旁站 P :巡视 控制类型:H :停工待检 W :见证 无标注为抽查 检查结果 :□:未检查 ■:检查不合格:检查合格:不需检查输变电工程(线路专业)质量控制记录卡项目名称:线路防护措施 位置: 工程编号:施工单位检查人: 监理单位检查人: 日期: 日期:检查方式: S :旁站 P :巡视 控制类型:H :停工待检 W :见证 无标注为抽查 检查结果 :□:未检查 ■:检查不合格:检查合格:不需检查。


1 。
原材料进场前必须进行检验,监理单位应按规定进行平行检验或者见证检测。
2。
原材料应分区、分类存放,遮盖、防护措施应得当,规格、型号及检验状态等应 原材料有明确标识。
3.原材料存放场地应硬化,并有完善的防排水措施。
1.模板及支(拱)架应经过检算,具有足够的强度、刚度和稳定性(强度安全系数不小 于 1.3,稳定系数不小于 1 。
5);模板及支(拱)架必须安置于符合设计的可靠基低 上,并有足够的支承面积和防、排水或者防冻措施。
2。
模板紧固螺栓使用前应经检查(验),不合格的螺栓、螺母严禁使用;紧固螺栓安装 数量应符合批准的施工方案,安装时螺母应拧紧、上牢。
3。
模板及支(拱)架拆除时混凝土强度应达到设计要求,拆除顺序应符合批准的施工 方案。
1。
钢筋进场时必须对其质量指标进行全面检查和按批抽取试件做屈服强度、抗拉强度、伸长率和冷弯试验,其质量应符合现行国家标准. 2.焊工必须有相应的特种作业操作证,并应在规定的范围内进行焊接操作。
3。
钢筋接头的型式、搭接长度、焊接弯折角度应符合设计和验标要求。
1。
配合比的选定应经过审批,强度、耐久性等指标必须齐全并符合要求,碱含量不得超标。
2。
更换料源时应重新选定配合比。
1。
原材料称量偏差及拌合时间应符合要求。
2.拌制前应严格测定砂、石含水率,及时调整施工配合比.混凝土运输过程应采取措施,防止混凝土发生离析、漏浆、沁水及坍落度损失。
1。
混凝土入模温度应符合要求.2.混凝土自由倾落高度超过 2m 时应采用串筒进行浇筑;浇筑应连续、分层进行,振捣密实,不得随意留置施工缝。
3。
施工缝的留设位置、凿毛处理应符合设计要求。
4。
混凝土试件的留置数量和检验方法应符合设计和验标的要求。
1.混凝土浇筑后应即将覆盖、包裹,防止表面水分蒸发并及时洒水保湿养护.2.混凝土养护措施、期限必须符合要求;在完成养护期限后,尽可能进一步适当延长潮湿养护时间。
1.冬期混凝土施工应制定专项施工方案和技术措施,对人员进行培训和技术交底. 2。

25G\25T 型空调控制柜及空调机组 1.1 空调控制柜空调控制柜是客车空调系统的控制中心,它按设定的程序准确地控制着空调系统的正常工作,完成通风、制暖、制冷的手动或自动运行。
整个电路可完成空调系统的供电、控制及保护作用,柜门上的指示灯显示出工况或故障现象等。
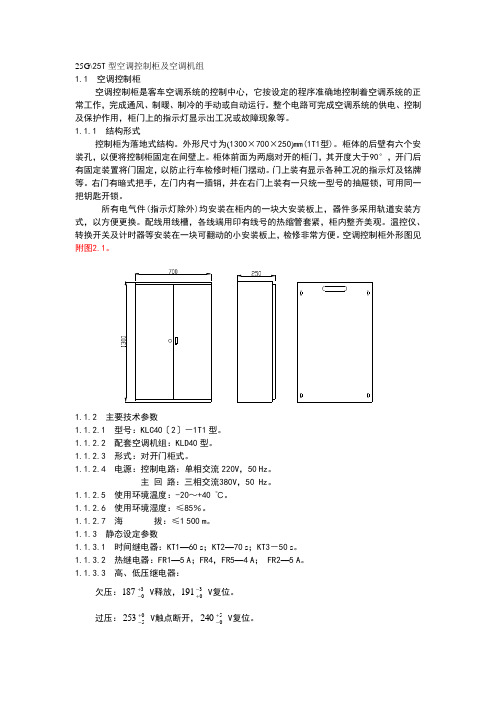
1.1.1 结构形式控制柜为落地式结构。
外形尺寸为(1300×700×250)mm(1T1型)。
柜体的后壁有六个安装孔,以便将控制柜固定在间壁上。
柜体前面为两扇对开的柜门,其开度大于90°,开门后有固定装置将门固定,以防止行车检修时柜门摆动。
门上装有显示各种工况的指示灯及铭牌等。
右门有暗式把手,左门内有一插销,并在右门上装有一只统一型号的抽屉锁,可用同一把钥匙开锁。
所有电气件(指示灯除外)均安装在柜内的一块大安装板上,器件多采用轨道安装方式,以方便更换。
配线用线槽,各线端用印有线号的热缩管套紧,柜内整齐美观。
温控仪、转换开关及计时器等安装在一块可翻动的小安装板上,检修非常方便。
空调控制柜外形图见附图2.1。
1.1.2 主要技术参数1.1.2.1 型号:KLC40〔2〕-1T1型。
1.1.2.2 配套空调机组:KLD40型。
1.1.2.3 形式:对开门柜式。
1.1.2.4 电源:控制电路:单相交流220V ,50 Hz 。
主 回 路:三相交流380V ,50 Hz 。
1.1.2.5 使用环境温度:-20~+40 ℃。
1.1.2.6 使用环境湿度:≤85%。
1.1.2.7 海 拔:≤1 500 m 。
1.1.3 静态设定参数1.1.3.1 时间继电器:KT1—60 s ;KT2—70 s ;KT3-50 s 。
1.1.3.2 热继电器:FR1—5 A ;FR4,FR5—4 A ; FR2—5 A 。
1.1.3.3 高、低压继电器:欠压:30187+- V 释放,30191-+ V 复位。
过压:05253+- V 触点断开,50240+- V 复位。

质量控制卡什么是质量控制卡?质量控制卡(Quality Control Chart)是一种图表,用于监测和控制质量控制过程。
质量控制卡通常显示一组数据点的平均值和范围,用于检测质量控制过程是否处于可接受范围内。
质量控制卡可以帮助制造商或服务提供商确定生产或服务提供过程中可能出现的问题,并采取纠正措施。
通过使用质量控制卡,企业可以更好地追踪其工艺的质量指标,提高产品或服务的质量,从而满足客户的需求。
质量控制卡的类型质量控制卡有多种类型,最常见的包括以下几种。
控制图控制图显示过程平均值和过程范围的变化情况。
通过对比这些指标的实际值和理论值,可以检测出生产或服务过程中的偏差,并及时采取纠正措施。
直方图直方图以柱状图的形式显示数据的分布情况。
直方图可以帮助企业了解生产或服务过程中数据的分布模式,进一步分析和改进生产或服务过程。
散点图散点图显示两个变量之间的关系,可以帮助企业确定生产或服务过程中的相关因素,并采取相应的控制措施。
如何制作控制图制作控制图的步骤如下:步骤一:收集数据首先要收集相应的数据,以便制作控制图。
数据应当有统一的单位,并且要确保数据的准确性和可靠性。
步骤二:计算平均值和范围计算每个样本的平均值和范围,并将其绘制到相应的控制图中。
平均值和范围可以表示生产或服务过程中的稳定性和一致性。
步骤三:绘制控制线在控制图上绘制平均值线和范围线。
平均值线表示过程平均值的中心线,范围线表示过程范围的上下控制限。
控制线可以帮助企业确定生产或服务过程中是否存在异常。
步骤四:监控过程根据控制图的变化情况,对生产或服务过程进行监控,并适时采取措施。
如果控制图的数据点超出控制线,说明生产或服务过程存在问题,需要进一步分析原因,并采取相应的纠正措施。
质量控制卡是生产或服务过程中质量控制的有效工具。
不同类型的控制图可以帮助企业确定生产或服务过程中的偏差,并采取控制措施。
制作控制图的过程也是一次不断改进和优化的过程,可以帮助企业提高产品或服务的质量,赢得客户的信任和支持。

直流变频空调多联机系统的施工安装技术及质量控制研究发布时间:2021-06-01T12:42:13.343Z 来源:《基层建设》2021年第3期作者:徐长幸[导读] 摘要:本文先简要介绍了多联机空调系统安装工程的实例,并分析了施工的准备阶段,对施工人员进行考察指导,明确施工流程。
大金空调技术(中国)有限公司摘要:本文先简要介绍了多联机空调系统安装工程的实例,并分析了施工的准备阶段,对施工人员进行考察指导,明确施工流程。
重点分析了空调系统的安装技术,以室外机和冷媒管安装为主。
最后一节中,强调了施工中对于室外机散热不良、冷凝水管保温被破坏等问题的控制,进而保证安装工程质量。
关键词:直流变频空调;多联机系统;施工安装技术;质量控制前言多联机空调系统被广泛应用于建筑项目的施工中,作为一套创新型的空调系统,具有节能、运行可靠等优势。
但在对其施工时,不仅要掌握系统的安装技术,突出其各方面的优势,还需对施工现场进行控制,以此改善存在的不足,保证安装质量,促进空调系统良好运行。
1工程概况本文中的安装工程位于江苏省常州市,其施工对象是一个高层住宅群,共有9栋,每栋建筑的楼层不相等,但都在24-28层左右。
该建筑群共占面积247600m2,多联机空调系统安装的占地面积为74500m2,共计1178户。
在该项目中,所使用的是VRV空调设备,总工程造价1000万。
2施工质量管理2.1施工准备阶段施工准备阶段是保证安装工程顺利施工的关键,也是需项目管理人员需重视的施工环节,在进行多联机空调系统安装与控制时,会投入大量的资金,如果在施工过程中或空调投入使用后出现问题,则会增加成本,造成不必要的经济损失。
为了保证的施工流程以及施工工艺符合相关标准,且满足用户的安装需求,不仅需要良好的施工技术做支撑,还要提高管理人员以及现场作业人员的综合素养和工作责任心,而项目的总负责人更需具备管理能力,拟定工程质量的管理方法。
2.2人员考察指导在开展施工前,需对以往工程中存在的问题进行分析,同时施工单位的负责人要从多方面考察该施工项目中的管理人员素质以及施工人员的专业技能,找出其不足,进而针对性的展开培训与指导。

定值控制系统名词解释嘿,朋友!今天咱来聊聊定值控制系统这个听起来有点专业,但其实没那么难理解的名词。
你想想啊,咱们生活中是不是经常会遇到一些需要保持固定状态的情况?比如说,你设定了空调的温度为 25 度,不管外面的天气怎么变化,这空调就得努力保持室内温度就是 25 度,这其实就是一种简单的定值控制。
定值控制系统呢,就像是一个特别固执的卫士,坚决要把某个被控制的量死死地钉在一个特定的值上。
比如说,工业生产中的压力控制,一定要让压力稳稳地保持在设定的数值,多一点不行,少一点也不行。
这就好比你去参加一场考试,规定的及格分数是 60 分,那这个 60分就是定值。
老师判卷的时候,不管你答得再好,超过 60 分也不会给你额外加分;你答得再差,低于 60 分那就是不及格。
定值控制系统就是这么严格,只认准那个设定好的值。
再比如说,咱们家里用的电热水器,你设定了水温是 45 度,那热水器就得努力让水温一直保持在 45 度左右,热了就少加热,凉了就多加热。
这不就和定值控制系统一个道理嘛!还有啊,一些化工厂里的化学反应,需要特定的温度、压力条件才能顺利进行。
这时候定值控制系统就派上用场了,它能确保反应条件一直符合要求,保证生产顺利进行。
想象一下,如果没有定值控制系统,那得多乱套呀!生产出来的东西质量参差不齐,家里的电器也都不好使,这日子还怎么过?所以说,定值控制系统在咱们的生活和生产中可太重要啦!它就像一个默默无闻的幕后英雄,虽然咱们平时不太注意到它,但它一直在那里坚守岗位,保证着一切有条不紊地运行。
总之,定值控制系统就是这样一个坚定地守护着设定值的“卫士”,让各种过程稳定、可靠,为我们的生活和工作提供保障。
你说,它是不是很厉害?。


空调机组控制箱操作说明Operating Instructions for Control Cabinet of Air Conditioning Unit根据贵方所提要求,控制柜设制冷机手动启停按钮;1#空调、电加热、风阀手动启停按钮;2#空调、电加热、风阀手动启停按钮;1#空调机组手动/自动转换开关;制冷停止/自动转换开关;制制热停止/自动转换开关;通风停止/自动转换开关;自动启动、停止按钮。
In accordance with requirements proposed by your party, the control cabinet is equipped as follows: manual “ON/OFF” button of the refrigerator; 1# air conditioner, electric heating, manual “ON/OFF”button of the air damper; manual/ automatic switch of 2# air conditioner, electric heating, manual “ON/OFF”button of the air damper; 1# air conditioning unit; refrigeration/stop /automatic switch; heating/ stop /automatic switch; ventilation /stop /automatic switch; automatic ON/ OFF button.机组所具备的功能:1、空调机组设手动/自动转换开关,手动时由控制柜面板启停按钮启动相应的设备。
2、面板设有制冷、制热、通风转换开关,控制箱处于制冷状态时开启水泵、制冷机、空调机组;当处于制热状态时开启电加热、空调机组;当处于通风状态时开启空调机组。
空调控制柜质量控制流转卡
1. 引言
空调控制柜是现代空调系统中一种重要的设备,用于控制空调设备
的工作方式和温度调节。
为了确保空调控制柜的质量和可靠性,以及
保证产品符合标准和规范,质量控制流转卡应用于空调控制柜的生产
和质量管理过程中。
本文档将介绍空调控制柜质量控制流转卡的概念、内容和使用方法,旨在帮助生产和质量管理人员更好地了解和使用质量控制流转卡来提
升空调控制柜的质量和可靠性。
2. 质量控制流转卡的定义
质量控制流转卡是一种记录和跟踪产品质量控制过程的工具,用于
确保产品符合规定的质量标准和规范。
它包含了一系列的质量控制检
查项和相应的操作步骤,记录了每个检查项的结果和相关的质量数据。
质量控制流转卡通常在产品制造过程中随产品流转,由质量控制人
员根据标准和规范执行相应的检查和记录操作,并将流转卡上的相关
信息填写完整。
3. 质量控制流转卡的内容
质量控制流转卡的内容可以根据具体的空调控制柜生产和质量管理
需求进行定制,但通常包括以下几个主要部分:
3.1 产品信息
在质量控制流转卡的顶部,通常会包含一些关键的产品信息,例如
空调控制柜型号、生产日期、质检人员、流转卡编号等。
这些信息有
助于追踪和识别每个空调控制柜的质量控制记录。
3.2 质量控制检查项
质量控制检查项是质量控制流转卡的核心内容,它列出了需要执行
的质量控制检查任务。
这些检查项将根据空调控制柜的要求进行定制,
包括电气安全性检查、功能测试、外观检查等等。
每个检查项应该具有明确的要求和操作步骤。
3.3 检查结果记录和数据
质量控制流转卡中,每个检查项都应该有相应的检查结果记录和数据。
质量控制人员需要根据实际的检查情况,将检查结果填写到流转卡上,并记录相应的质量数据。
这些数据可以用于后续的质量分析和改进过程。
3.4 签名和审批
质量控制流转卡最后一部分是签名和审批部分,负责审查和确认空调控制柜的质量控制过程是否符合要求。
这通常涉及质检主管或质量管理人员的签字和批准。
4. 质量控制流转卡的使用方法
质量控制流转卡的使用方法可以简单概括为以下几个步骤:
在空调控制柜开始制造前,质量控制人员需要准备好相应的质量控制流转卡,并填写相关的产品信息。
4.2 执行质量控制检查
生产人员根据质量控制流转卡上的检查项和操作步骤,执行相应的质量控制检查任务。
必要时,可以使用相应的测试设备和工具来完成检查。
4.3 记录检查结果和数据
质量控制人员根据实际的检查情况,将检查结果和相关的质量数据记录到流转卡上。
确保记录准确、完整。
4.4 签名和审批
质检主管或质量管理人员对流转卡上的检查结果和数据进行审查,并签字批准。
质量控制流转卡随空调控制柜流转到下一个生产环节或质量管理环节。
当空调控制柜生产完成后,流转卡应存档作为产品质量控制的一部分。
5. 结论
通过引入质量控制流转卡,空调控制柜的生产和质量管理过程可以更加规范和可靠。
质量控制流转卡记录了质量控制检查和结果,使得生产和质量管理人员能够更好地追踪和监控产品质量,并进行必要的改进和调整。
在空调控制柜生产过程中广泛应用质量控制流转卡,有助于提升产品质量和满足客户需求。