注塑生产现场管理课件
- 格式:ppt
- 大小:8.62 MB
- 文档页数:6

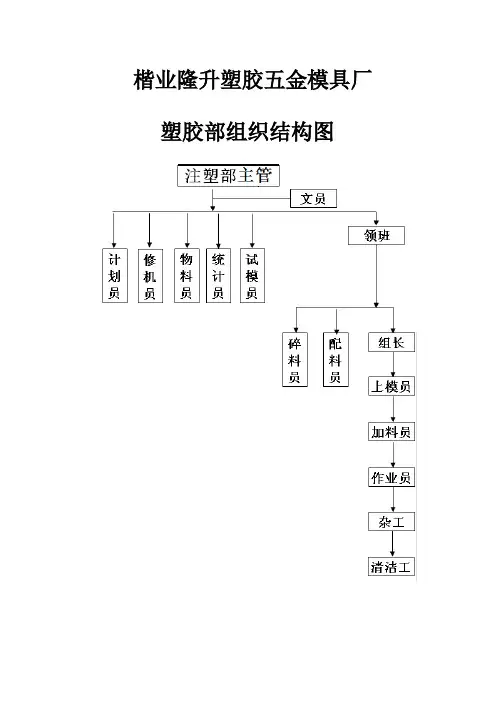
楷业隆升塑胶五金模具厂塑胶部组织结构图组织管理:二.配料房的管理1.制订配料房的管理制度和配料工作指引;2.配料房内的原料、色粉、混料机要分区域摆放;3.原料(含水口料)要分类摆放,并要标识好;4.色粉应放在色粉架上,并要标识好(色粉名称、色粉编号);5.混料机要编号/标识,并做好混料机的使用、清洁、保养工作;6.配备清理混料机的用品(气枪、火水、碎布);7.配好的料需用封袋机封口或扎好,并贴上标识纸(注明:原料、色粉编号、使用机台、配料日期、产品名称/代号、配料员等;8.配料看板、配料通知单的使用,并做好配料记录工作;9.白色/浅色料需用专用混料机配料,并保持环境清洁;10.对配料人员进行业务知识、岗位职责及管理制度的培训工作;三.碎料房的管理1.制订碎料房的管理制度和碎料工作指引.2.碎料房内的水口料需分类/分区摆放.3.碎料机之间需用隔板隔开,以防碎料飞溅出来造成干扰.4.碎好的料袋后需及时封口,并贴上标识纸(注明:原料名称、颜色、色粉编号、碎料日期及碎料员等.5.碎料机需编号/标识,并做好碎料机的使用、润滑、保养工作.6.定期检查/紧固碎料机刀片的固定螺丝.7.透明/白色/浅色水口料需固定机台粉碎(最好分开碎料料房).8.更换不同料的水口料粉碎时,需彻底清理碎料机及刀片,并保持环境清洁.9.做好碎料员的劳动保护(佩戴耳塞、口罩、眼罩)及安全生产管理工作.10.做好碎料员的业务培训、岗位职责培训及管理制度的培训工作.四.注塑车间的现场管理1.搞好注塑车间的规划及区域划分工作,合理规定机台、周边设备、原料、模具、包材、合格品、不良品、水口料及工用具的摆放区域,并标识清楚.2.注塑机的工作状态需挂“状态牌”.3.注塑车间生产现场的“5S”管理工作.4.“急件”生产需规定出单班产量,并挂急件牌.5.烘料桶画出“加料线”,规定加料时间。
6.做好原料的使用、机位水口料的控制及对水口料中废品量的检查工作.7.做好生产过程中的巡机检查工作,加大各项规章制度的执行力度(适时走动管理).8.合理安排机位人手,加强现场劳动纪律的检查/监督工作.9.做好注塑部吃饭时间的人手安排及交接班工作.10.做好机器/模具的清洁、润滑、保养及异常问题的处理工作.11.产品质量及生产数量的跟进与异常处理.12.胶件后加工方法、包装方式的检查与控制.13.做好安全生产的检查及安全隐患的消除工作.14.做好机位样板、工艺卡、作业指导及相关资料的检查、回收、清理工作.15.加强各类报表、看板内容填写状况的检查与监督.五.原料/色粉/水口料的管理1.原料/色粉/水口料的包装、标识与分类.2.原料/色粉/水口料的领用记录.3.拆包的原料/色粉/水口料需及时封袋.4.塑料性能、材料鉴别方法的培训。
注塑生产现场管理手册生产现场管理手册_图文导读:就爱阅读网友为您分享以下“生产现场管理手册_图文”的资讯,希望对您有所帮助,感谢您对92to 的支持!目视管理的标准化。
阶段七:彻底实施完成上述六个阶段,表示已经有能力可以做自主保全了。
接下来就是要彻底踏实地依照规定实施。
主要活动内容要配合公司方针、目标展开,确实实施、分析并进行设备改善。
以上七个阶段可以归纳为:第一至第三个阶段是要完成设备清扫为中心的活动、设备基本条件(清扫、给油、上紧螺丝)的彻底整理、整顿、设备劣化的防止。
第四与第五阶段是从制订总点检科目、修正标准、防止设备的劣化活动开始、再朝劣化测定活动发展,最后是要做到有效的维持管理。
第六阶段是为前五个阶段做综合的整理、整顿、建立标准化的维持管理。
第七阶段就是名实相符地以基层活动为主,推行自主保全运动,也为全员生产保全活动建立基础。
GQAL 8.6 故障时故意的障碍常的现象,不加以改善。
而实际上,再设备故障时间的损失中,机能退化型的故障远大于停止型的故障,而且干扰生产安定的程度也较大。
故障是怎样发生的?若照字面上解释,“故障”就是人们故意引起的障碍。
许多人可能会反驳说,我们连保护它都来不及了,怎么还会破坏它呢?或者说,设备故障对我们有什么好处,干嘛要故意去造成障碍呢?这些反驳的意见笔者完全接受,但是,仔细想一下,设备是作业员操纵的,当然不会使设备自己弄坏的。
既然不是设备自己弄坏的,那么当然是人弄坏的。
所以,故障的发生都是人为因素塑造成的。
比方说,汽车没有汽油而抛锚了,那么是驾驶者的错误作引起的,而不是汽车自己所造成的。
设备里有一个螺丝松动了,没有点检,最后终于掉下来而造成停机。
这也是人为的错误造成的,而不是设备自己造成的。
造成故障的原因可分成技术及管理两方面。
技术面的往后再谈。
在此,闲谈管理面上的问题。
首先是现场运转的部门,“我们是负责操作的,你们负责保全”的分离意识过于强烈,不关心保全的工作。
注塑生产管理教程注塑加工是一门知识面广,技术性和实践性很强的行业。
注塑生产过程中需使用塑胶原料、色粉、水口料、模具、注塑机、周边设备、工装夹具、喷剂、各种辅料及包装材料等,这些给注塑车间的管理带来了很大的工作量和一定的难度,与其它行业或部门相比,对注塑车间各级管理人员的要求更高。
注塑生产需要24小时连续运作,一般为两面三刀班或三班制工作方式,注塑车间的工作间的工作岗位多、分工复杂,对不同岗位人员的技能要求亦不同。
要想使注塑车间的生产运作顺利,需要对每个环节和各个岗位所涉及的人员、物料、设备、工具等进行管理,主要包括:原料房、碎料房、配料房、生产现场、后加工区、工具房、半成品区、办公室等区域的运作与协调管理工作。
对注塑部建立一套“优质、高效、低耗”的运作管理体系,是每一位注塑生产管理工作者努力达到的目标,能实现这一目标是我们注塑管理者最大的慰。
在实际注塑管理工作中,由于工作方法和观念方面的原因,很多注塑管理者每天忙于处理各种问题,“跟着问题后面跑”,干得非常辛苦,而且问题越来越多,工作越来越累,压力越来越大…本教材是专为学习“注塑车间管理”知识的人员编写的,内容主要包括注塑部合理的组织架构、注塑部生产运作流程、原料/色粉的管理、注塑机/周边设备的管理、注塑模具的管理、注塑生产计划的管理、注塑生产现场的管理、碎料房/混料房的管理、工装夹具的管理、看板管理、量化管理、工具/辅料的管理、胶件品质管理、注塑安全生产管理、注塑部主要管理制度及各岗位人员工作职责等实用知识,供大家在实际工作中借鉴和运用,触类旁通。
本教材突出实用性、系统性、专业性和全面性,传授注塑车间管理的经验、方法与技巧,“学以致用、立竿见影”,能快速提升学习者管理注塑车间的能力和水平,少走弯路、减少问题的性生,减轻工作压力,让工作更有成效。
注塑车间管理的概述注塑加工是24小时连续性运作,涉及到塑胶原料、注塑模具、注塑机、周边设备、工装夹具、喷剂、色粉、包装材料及辅助物料等,且岗位多、人员分工复杂,怎样让注塑车间的生产运作顺畅,实现“优质、高效、低耗”?是每位注塑管理者所期望达到的目标,注塑车间管理得好坏,直接影响到注塑生产效率、不良率、料耗、机位人手、交期及生产成本的高低。