淬火液浓度与冷速对照表
- 格式:xlsx
- 大小:15.88 KB
- 文档页数:1
高中频热处理用淬火液配方的选用内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.为获得合格的高中频热处理产品,除必须的设备条件和合理的工艺方法外,选好用好淬火冷却介质也是必不可少的。
一、高中频热处理用淬火冷却介质的过去和现状高中频加热后的淬火冷却,通常采用三种方式。
一是喷淋淬火,二是加热后的同时浸液淬火,三是埋油加热淬火。
喷淋淬火用得最多,既适用于表面连续加热淬火,也适用于同时淬火。
埋油加热淬火多用于淬透性好的合金结构钢件的连续淬火。
不管采用何种淬火冷却方式,所用淬火介质都应满足以下三方面的要求:1、能使工件获得要求的淬火态硬度和淬硬层深度、不淬裂和无超差的淬火变形;2、安全、清洁;3、介质的冷却特性稳定,以便获得长期稳定的淬火冷却效果。
自来水是清洁而又廉价的淬火介质。
它既适于喷淋淬火,也适于浸液淬火。
但是,工件冷却到较低温度时,自来水的冷却速度过快,使其只适于碳含量较低的碳素结构钢件的淬火冷却。
对于淬透性稍高的合金结构钢件和碳含量更高的碳素结构钢,如果使用自来水,淬裂危险会很大。
普通机械油的冷却速度不快,可用于淬透性较好的钢种。
专用快速淬火油具有远低于自来水,而又比普通机械油高得多的淬火冷却速度,适于大多数合金结构钢、碳素工具钢和截面小的碳素结构钢件的淬火冷却。
但是,淬火油易燃,不适于喷淋淬火之用,通常只用于高、中频同时加热后的浸液淬火冷却。
同时,为获得更深的淬火硬化层,淬火冷却介质应当具有更快的冷却速度。
即便是现代冷却速度最快的淬火油,做浸液淬火时,也达不到许多感应加热淬火件的冷却速度要求。
此外,在油中浸液淬火时也会有烟气,淬火后的工件还需要清洗。
在只有自来水和普通机油的年代,为了对一些碳含量较高和淬透性较好的钢种做感应加热连续淬火,人们开发了埋油加热淬火技术。
钢铁热处理讲座-钢之淬火-一、钢之淬火钢之淬火(quenching)系将钢加热至沃斯田体状态之适当温度,保持适当时间后急冷以阻止Ar1变态之发生而得到高硬度的麻田散体组织之操作。
一般系将加热之钢投入水或油中急冷,由于钢材是由表面开始冷却,内部的冷却速率比表面小,因此容易造成表面硬,而内部软的情形,淬火时钢的内部容易不容易淬硬的性质称为硬化能(hardenablility)。
零件心部也能淬硬时称为完全淬火,而心部不能淬硬者称为不完全淬火。
工业上使用之热处理零件,由于质量效应(mass effect)之故,淬火时容易成为不完全淬火的状态,硬化能大之钢水淬时容易发生淬裂或变形,必须以冷却速度小的油作油淬,这时心部就不容易硬化。
硬化能非常大之钢,即使在空气中冷却也容易硬化。
硬化能大的钢都是含有很多的合金元素。
因此钢淬火时之冷却方法便成为非常重要的问题,一不小心就会发生变形或龟裂,所以冷却方法除了直接投入淬火液之外,尚有各种改良的冷却方法。
如时间淬火(阶段淬火),恒温淬火(热浴淬火),麻回火、沃斯回火,以及喷射淬火,压住淬火、锻造淬火等特殊淬火方法。
二、淬火的种类、定义及目的(一)一般淬火(quenching)将钢加热至沃斯田体状态之适当温度(亚共析钢温度Ac3温度以上,共析钢及过共析钢Ac1温度以上)保持适当时间后,投入水、油等淬火液中急冷以阻止Ar1变态之发生,而得到高硬度之麻田散体组织之方法,称为淬火。
(二)时间淬火(time quenching)与一般淬火之加热条件一样,将钢加热至淬火温度,保持适当时间后,取出投入于水或油中急冷,经过适当时间后自淬火液中拉上来使钢在空气中缓慢冷却的操作,故又称为抬上淬火或分段淬火、二段淬火等。
主要目的在于防止发生变形或淬裂。
(三)恒温淬火(isothermal quenching)系钢加热至淬火温度后淬火于恒温的热浴(hot bath)中保持适当时间后,自浴中取出空冷之操作,称为恒温淬火或热浴淬火。
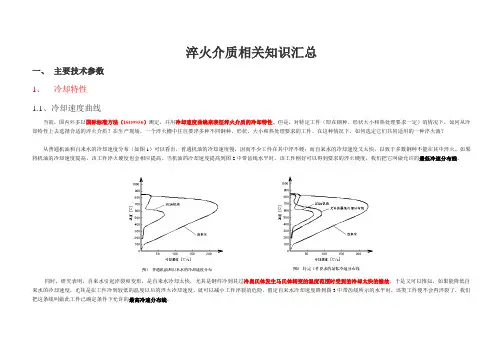
淬火介质相关知识汇总一、主要技术参数1、冷却特性1.1、冷却速度曲线当前,国内外多以国际标准方法(ISO9950)测定,并用冷却速度曲线来表征淬火介质的冷却特性。
但是,对特定工件(即在钢种、形状大小和热处理要求一定)的情况下,如何从冷却特性上去选择合适的淬火介质?在生产现场,一个淬火槽中往往要淬多种不同钢种、形状、大小和热处理要求的工件。
在这种情况下,如何选定它们共同适用的一种淬火液?从普通机油和自来水的冷却速度分布(如图1)可以看出,普通机油的冷却速度慢,因而不少工件在其中淬不硬;而自来水的冷却速度又太快,以致于多数钢种不能在其中淬火。
如果将机油的冷却速度提高,该工件淬火硬度也会相应提高,当机油的冷却速度提高到图2中带齿线水平时,该工件刚好可以得到要求的淬火硬度,我们把它叫做允许的最低冷速分布线。
同时,研究表明,自来水引起淬裂和变形,是自来水冷却太快,尤其是钢件冷到其过冷奥氏体发生马氏体转变的温度范围时受到的冷却太快的缘故。
于是又可以推知,如果能降低自来水的冷却速度,尤其是在工件冷到较低的温度以后的淬火冷却速度,就可以减小工件淬裂的危险。
假定自来水冷却速度降到图3中带齿线所示的水平时,该类工件便不会再淬裂了,我们把这条线叫做此工件已确定条件下允许的最高冷速分布线。
把图2和图3合在一起,可以得到该工件能同时获得前述三项淬火效果的淬火介质的冷却速度分布范围,如图4所示。
图中,只要所选的淬火介质的冷却速度分布曲线能全部落入这两条曲线之间的区域内,不管是快速淬火油还是水溶性淬火液,也不管这些淬火介质的冷却速度分布有何不同,上述工件在其中淬火都可以同时获得所希望的淬硬而又不裂的效果。
1.2淬火介质的冷却过程分三个阶段:蒸汽膜阶段、沸腾冷却阶段、对流冷却阶段(见下图所示)用符合ISO9950标准的ivf冷却特性测试仪测出的冷却特性曲线(如下图)有几个特征值对淬火油的淬硬能力有重要影响。
第一个是油蒸汽膜冷却阶段向沸腾冷却阶段转变的温度,即图中A点对应的温度,叫做(上)特征温度;第二个是出现最高冷却速度的温度,即图中B点对应的温度;第三个是最高冷却速度值,即B点对应的冷却速度值;第四个是对流开始温度,即C点对应的温度。
1.长时间使用淬火液后,表观浓度与初配时一致,但零件出现淬火
开裂。
原因:杂质、粉尘等的混入造成淬火液表观浓度偏高,实际浓度下降,实际冷却速度较快。
措施:a.定期检测淬火液浓度
b.随着使用时间延长,逐渐适当提高表观浓度,每使用一年,将溶液的表观浓度提高
1-2%。
2.溶液中出现异常泡沫
导致:a.冷却速度减慢,导致淬火硬度不均匀或硬度不足
b.使溶液与空气接触面积增大,促使其氧化变质
原因:循环管道漏气或搅拌过激烈带入大量空气
措施:a.排除循环系统漏气,或改善搅拌避免将液面上的空气带入溶液中。
同时保证抽液和回管口在液面下
300-800mm深度。
b.添加适量的消泡剂
3. 溶液发黑变臭
原因:溶液长期停产,或混入其它油品、杂质等污染物
措施:a.停产期间,定期向溶液中通入压缩空气,或对溶液进行循环和搅拌
b.添加适量杀菌剂
4. 零件淬火时,其表面会带走大量的聚合物,带耗大
措施:a.延长工件在淬火液中的停留时间,使其表面聚合物逐渐回溶
b.淬火后,用淬火液对零件进行喷淋或浸泡,使其表
面聚合物回溶到淬火液中
5. 工件出现淬火开裂怎么办?
措施:a.提高PAG淬火液的浓度/降低盐类淬火介质的浓度
b.提高淬火液温度
c.减小循环量和搅拌烈度
d.调整热处理工艺(降低淬火温度或预冷处理)
e.选择淬透性更低的钢种
6. 工件出现硬度不足、软点
措施:a.降低PAG溶液的浓度/提高盐类淬火介质的浓度
b.降低淬火温度
c.见大循环和搅拌
d.调整热处理工艺(提高淬火温度或延长保温时间)
e.选用淬透性更好的钢种。
PAG水基淬火液对42CrMo钢调质组织性能影响的研究郁俐;涂小龙;吴韬;陈云祥【摘要】利用光学显微镜观察组织,利用洛氏硬度计、万能试验机和冲击试验机进行力学性能测试,对不同规格的42CrMo钢在8%、10%和12%PAG水基淬火液中淬火再高温回火后,对组织性能的影响进行了研究.研究结果表明,42CrMo钢在8%、10%和12%PAG水基淬火液中淬火,直径在200 mm以内,表面硬度为51~54 HRC;590 ℃回火后,表面硬度为30~33 HRC;心部硬度分别为25.5~28.3、24~28和23~27 HRC;距表面30mm处为回火索氏体,心部为回火索氏体和铁素体,并随PAG水基淬火液浓度增加,心部铁素体量增加;距表面17.5 mm处,抗拉强度≥860 MPa,伸长率≥16.5%,断面收缩率≥63%,冲击吸收能量≥103 J.%OM is used to observe the microstructure.Rockwell hardness tester, universal material testing machine and impact tester are used to test the mechanical properties.The microstructure and properties of 42CrMo materials with different specifications in 8%, 10%, 12%PAG water-based quenching and high tempering are studied.The results show that 42CrMo materials in 8%, 10%, 12%PAG water-based quenching liquid quenching, the diameter of the material in diameter less than 200 mm, the surface hardness is 51-54 HRC;590 ℃ after tempering, the surface hardness is 30-33 HRC;the core hardness are 25.5-28.3, 24-28 and 23-27 HRC;at 30 mm from surface to tempered sorbite, the core to tempered sorbite and ferrite, and PAGwater-based quenching density increased, center of ferrite isincreased;from the surface of 17.5 mm, tensile strength is more than 860MPa, elongation of more than 16.5%, section shrinkage rate of more than 63%, the impact of more than 103 J.【期刊名称】《新技术新工艺》【年(卷),期】2017(000)004【总页数】6页(P6-11)【关键词】42CrMo;PAG水基淬火液;调质;组织;性能【作者】郁俐;涂小龙;吴韬;陈云祥【作者单位】杭州前进齿轮箱集团股份有限公司,浙江杭州 311203;杭州前进齿轮箱集团股份有限公司,浙江杭州 311203;浙江机电职业技术学院,浙江杭州 310053;浙江机电职业技术学院,浙江杭州 310053【正文语种】中文【中图分类】TG156.1;TG156.6矿物淬火油冷却速度较慢,适用范围广,至今仍是主要淬火介质,并广泛应用于合金钢淬火。
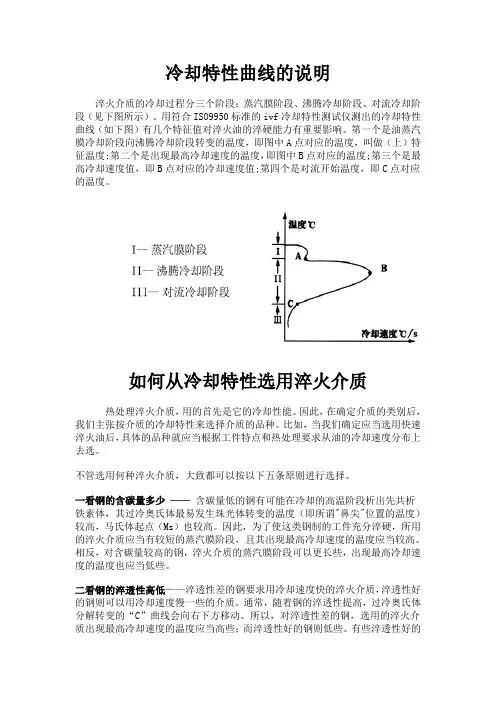
冷却特性曲线的说明淬火介质的冷却过程分三个阶段:蒸汽膜阶段、沸腾冷却阶段、对流冷却阶段(见下图所示)。
用符合ISO9950标准的ivf冷却特性测试仪测出的冷却特性曲线(如下图)有几个特征值对淬火油的淬硬能力有重要影响。
第一个是油蒸汽膜冷却阶段向沸腾冷却阶段转变的温度,即图中A点对应的温度,叫做(上)特征温度;第二个是出现最高冷却速度的温度,即图中B点对应的温度;第三个是最高冷却速度值,即B点对应的冷却速度值;第四个是对流开始温度,即C点对应的温度。
如何从冷却特性选用淬火介质热处理淬火介质,用的首先是它的冷却性能。
因此,在确定介质的类别后,我们主张按介质的冷却特性来选择介质的品种。
比如,当我们确定应当选用快速淬火油后,具体的品种就应当根据工件特点和热处理要求从油的冷却速度分布上去选。
不管选用何种淬火介质,大致都可以按以下五条原则进行选择。
一看钢的含碳量多少── 含碳量低的钢有可能在冷却的高温阶段析出先共析铁素体,其过冷奥氏体最易发生珠光体转变的温度(即所谓"鼻尖"位置的温度)较高,马氏体起点(Ms)也较高。
因此,为了使这类钢制的工件充分淬硬,所用的淬火介质应当有较短的蒸汽膜阶段,且其出现最高冷却速度的温度应当较高。
相反,对含碳量较高的钢,淬火介质的蒸汽膜阶段可以更长些,出现最高冷却速度的温度也应当低些。
二看钢的淬透性高低——淬透性差的钢要求用冷却速度快的淬火介质,淬透性好的钢则可以用冷却速度慢一些的介质。
通常,随着钢的淬透性提高,过冷奥氏体分解转变的“C”曲线会向右下方移动。
所以,对淬透性差的钢,选用的淬火介质出现最高冷却速度的温度应当高些;而淬透性好的钢则低些。
有些淬透性好的钢过冷奥氏体容易发生贝氏体转变,要避开其贝氏体转变,也要求有足够快的低温冷却速度。
三看工件的有效厚度大小——如果工件的表面一冷到Ms点,就立即大大减慢介质的冷却速度,则工件内部的热量向淬火介质散失的速度也就立即放慢,这必然使工件表面一定深度以内的过冷奥氏体冷不到Ms点就发生非马氏体转变,其结果,淬火后工件只有很薄的马氏体层。
淬火介质冷却曲线的判读和评价1995年5月1日,国际标准组织(ISO)颁布了淬火油冷却特性测定方法《Industrial quenching oils-determination of cooling characteristics-Nickel-alloy probe test method》(ISO9950)。
在1988年,我国颁布了2个标准,即GB9449《淬火介质冷却性能试验方法》(1995年调整为行业标准JB/T7 951)和SH/T0220《热处理油冷却性能测定法》。
目前这3个标准在国内都被采用。
JB/T7951来自法国淬火液体小组A*T*T*T*S*F*M联合委员会在1982年提出的《淬火油烈度-银探头试验方法》。
SH /T0220来自日本工业标准《热处理油》(JIS K 2242—80)。
70年代初开始淬火油的研制工作时采用的是仿日的探头,一直沿用至今。
国内大多数淬火介质生产厂和使用厂都采用此标准。
上述3个标准探头的相同点是①都是热电偶测试探头,而且都在探头几何中心。
②都是K型热电偶。
③探头形状都是圆柱形。
这3种探头的不同点是①ISO为12.5mm×60mmIncone1600镍基合金,JB和SH为银。
②JB 为6mm×48mm,SH为10mm×30mm。
③ISO是铠装热电偶,外径而JB、SH 为的偶丝。
2判读方法的概述冷却曲线判读的目的在于评价淬火介质的冷却能力。
要评价就要有一个做为基准的参照系统。
一般情况下,都是采用水和油。
这是因为水和油是最早采用的淬火介质。
而且一直到现在仍是最常用的淬火介质。
Grossmann的H值也是如此,即以水的H值为1,油的H值为0.25。
既使不是定量地评价,也仍然要以水和油的冷却能力为基础做出定性的评价。
第二条原则是冷却曲线与钢材连续冷却转变曲线的关系,即淬火介质冷却性能与所淬钢材的对应原则。
这条原则是说明冷却曲线对应连续冷却转变曲线的不同阶段所应具备的冷却性能。
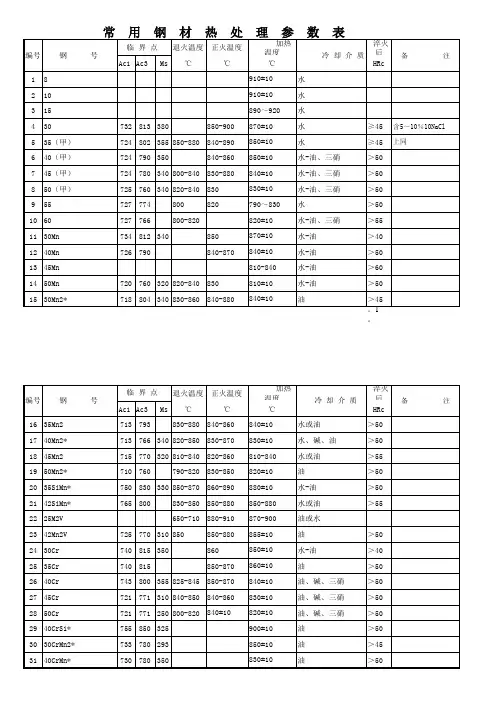
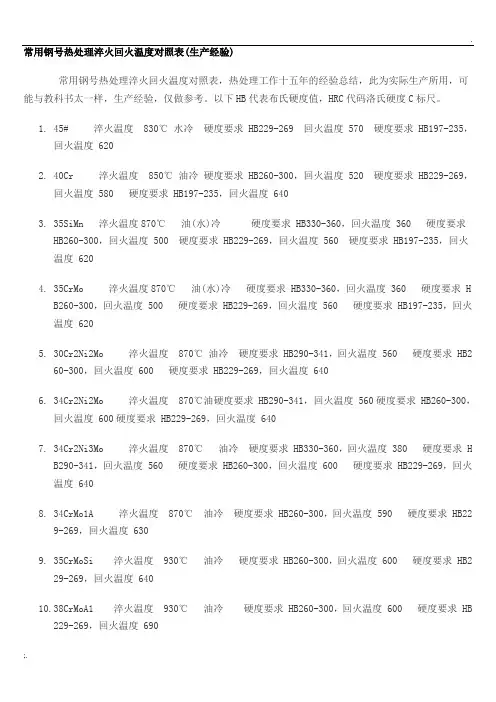
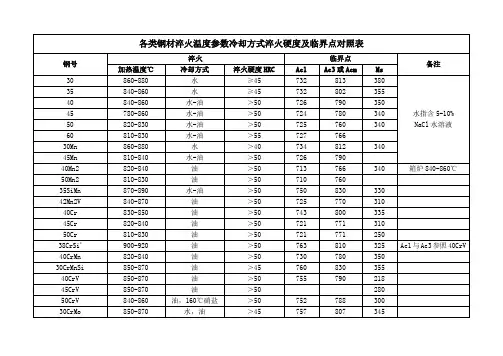
常用钢号热处理淬火回火温度对照表(生产经验)常用钢号热处理淬火回火温度对照表,热处理工作十五年的经验总结,此为实际生产所用,可能与教科书太一样,生产经验,仅做参考。
以下HB代表布氏硬度值,HRC代码洛氏硬度C标尺。
1.45# 淬火温度830℃ 水冷硬度要求 HB229-269 回火温度 570 硬度要求 HB197-235,回火温度 6202.40Cr 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 520 硬度要求 HB229-269,回火温度 580 硬度要求 HB197-235,回火温度 6403.35SiMn 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 6204.35CrMo 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求 HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 6205.30Cr2Ni2Mo 淬火温度870℃ 油冷硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 6406.34Cr2Ni2Mo 淬火温度870℃油硬度要求 HB290-341,回火温度 560硬度要求 HB260-300,回火温度 600硬度要求 HB229-269,回火温度 6407.34Cr2Ni3Mo 淬火温度870℃ 油冷硬度要求 HB330-360,回火温度 380 硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 6408.34CrMo1A 淬火温度870℃油冷硬度要求 HB260-300,回火温度 590 硬度要求 HB229-269,回火温度 6309.35CrMoSi 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 64010.38CrMoA1 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 69011.40CrMnMo860℃油硬度要求 HB330-360,回火温度 480硬度要求 HB290-341,回火温度 520硬度要求 HB260-300,回火温度 580硬度要求 HB229-269,回火温度 64012.40CrNiMo 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64013.40CrNi2MoA 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64014.45CrMnMo 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64015.42CrMo4 淬火温度860℃油硬度要求 HB260-300,回火温度 570硬度要求 HB229-269,回火温度 62016.42CrMo 淬火温度860℃ 油冷硬度要求 HB290-341,回火温度 450 硬度要求 HB260-300,回火温度 580,500(齿圈) 硬度要求 HB229-269,回火温度 620 硬度要求 HB197-235,回火温度 65017.40MnB 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 45018.50Mn 淬火温度830℃ 油(水)冷硬度要求 HB290-341,回火温度 480 硬度要求 HB260-300,回火温度 550 硬度要求 HB229-269,回火温度 60019.50SiMn 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 64020.5CrMnMo 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 620 硬度要求 HB229-269,回火温度 67021.5CrNiMo 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 620 硬度要求 HB229-269,回火温度 670-300,回火温度 560 硬度要求 HB229-269,回火温度 600 硬度要求 HB197-235,回火温度 67023.60CrMnMo 淬火温度850 油冷硬度要求 HB290-341,回火温度 590 硬度要求 HB260-300,回火温度 650 硬度要求 HB229-269,回火温度 67024.GCr15 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度71025.GCr9 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度 71026.GCr6 淬火温度840℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度 71027.Cr12MoV 淬火温度1100℃ 油冷硬度要求 HB229-269,回火温度 71528.15CrMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 58029.20CrMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60030.20CrNi 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60031.20CrMnMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60032.1Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB229-269,回火温度 680 硬度要求 HB197-235,回火温度 71033.2Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB229-269,回火温度 660 硬度要求 HB197-235,回火温度 69034.3Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 450 硬度要求 HB229-269,回火温度 660 硬度要求 HB197-235,回火温度 690-269,回火温度 660 硬度要求 HB197-235,回火温度 69036.50SiMnMoV 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 680 硬度要求 HB197-235,回火温度 70037.9Cr2Mo 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 630 硬度要求 HB229-269,回火温度 66038.37SiMn2MoV 淬火温度870℃ 油冷硬度要求 HB260-300,回火温度 66039.45MnMo 淬火温度870℃ 油冷硬度要求 HB197-235,回火温度 65040.3Cr2W8V 淬火温度1050℃ 油冷(HRC50-54) 600-65041.W18Cr4V 淬火温度1260℃ 油冷(HRC58-60) 560三次回火42.W9Cr4V2 淬火温度1260℃ 油冷(HRC58-60) 560三次回火。
淬火液的配比淬火油是一种工艺用油,用做淬火介质。
淬火油必须具备以下特性:特性介绍良好的冷却性能冷却性能是淬火介质重要的性能,它的好坏直接影响到淬火零件的质量,良好的冷却性能可保证淬火后的零件具有一定的硬度和合格的金相组织,可以防止零件变形和开裂。
高闪点和燃点淬火时,油的温度会瞬时升高,如果油的闪点和燃点较低,可能发生着火现象。
因此淬火油应具有较高的闪点和燃点。
通常闪点应比使用油温要高出60-80℃。
良好的热氧化安定性淬火油长期在高温和连续作业的苛刻条件下使用,要求油品具有良好的抗氧化、抗热分解和抗老化等性能,以保证油品的冷却性能和使用寿命。
低粘度油品的粘度与它的附着量、携带损失和冷却性能有一定的关系。
在保证油品冷却性能和闪点的前提下,油品的粘度应尽可能小,这样既可以减少携带损失,又便于工件清洗。
水份含量低油品中的过量水份会影响零件的热处理质量,造成零件软点、淬裂或变形,也可能造成油品飞溅,发生事故。
因此一般规定淬火油中的含水量不超过0.05%。
其他特性除了上述特性外,淬火油还应无毒、无味、易处理、对环境无污染,并使淬火后的工件表面光亮。
其他淬火介质连介绍你见过不会变质变臭的淬火介质吗,你见过月用越好用的淬火介质吗你见过集水与油优点于一身的淬火介质吗如果你现在还在使用落伍的油,pag的传统淬火介质,保守油烟和气味的困扰,如果你想用最小的成本做最好的产品,这是您的一个选择淬火液的成分以及其性能指标热处理常用盐浴(碱浴)成分盐(碱)的配比(按重量%) 熔化温度(℃) 使用温度(℃) 备注 100%BaCl2 960 1100-1350常用于高温盐浴 100%NaCl 808 850-1100高合金淬火加热 80%BaCl2+20%NaCl 635 750-1000 50%BaCl2+50%NaCl 640 750-900常用于中温盐浴 45%NaCl +55%KCl 660 720-1000 30%KCl+20%NaCl+50% BaCl2 560 580-880 常用于高速钢分记级冷却 21%NaCl+31%BaCl2+48%CaCl2 435 480-750用于低温盐浴回火、等温(冷却)用盐 100%NaNO3(另加2-4%NaOH) 317 325-600用于高速钢回火 100%KNO3 337 350-600钢的分级淬火 100%NaOH 322 350-500等温淬火 100%KOH 360 400-550 50%KNO3+50%NaNO2 140 150-550用于合金钢冷却 50%KNO3+50%NaNO3 218 260-550 80%KOH+20%NaOH(另加10-15%水) 130 150-300用于碳钢或合金钢淬火 80%KOH+14%NaNO2+6%H2O 140 150-250对于碳钢来说,盐水的硬度均匀,而且变形小一些。
上海德润宝特种润滑剂有限公司水基淬火液 FEROQUENCH 2000 具有类似于油淬火冷却特性的水溶性全合成淬火液 水基淬火液FEROQUENCH 2000在淬火时不会产生烟气污染,并避免了火灾的危害,能完全保证操作人员以及设备的安全。
不含矿物油、亚硝酸盐等任何对人体有害的物质。
德润宝(PETROFER)公司推出的水基淬火液FEROQUENCH 2000,是一种真正具有与淬火油冷却性能最相近的水基淬火液。
如附后冷却曲线所示,在同种条件下,10%或以上的FEROQUENCH 2000的冷却性能甚至优于某种快速淬火油(ISOMAX166)。
这是由于FEROQUENCH 2000淬火液的蒸汽膜阶段很短,能够使工件上不同部位几乎同时迅速进入沸腾冷却过程,并形成较高的淬火冷却速度;而在冷却过程的低温阶段(也即对流冷却阶段),冷却非常缓和,减小了马氏体转变组织应力,大大降低了工件淬火变形和开裂的危险。
如上,FEROQUENCH 2000淬火液大大拓宽了水基淬火介质的应用范围。
即使对那些淬透性很好的材料,比如高合金结构钢40CrNiMo、40CrMnMo 的大型铸、锻件,高强度钢管,乃至高碳、高锰的高速钢轨材料和一些高合金的模具钢像P20、H13、5CrNi (Mn)Mo 等,也可以在合适的浓度下进行热处理淬火冷却或控制冷却,替代容易产生火灾和烟气污染的矿物基淬火油。
值得注意的是,对某些高合金钢材料或本身容易淬裂的零件,最好在工件冷至液温之前提出,以进一步减少淬火应力,防止产生开裂。
此时工件上即使附有淬火液,也不会产生烟气和其他刺鼻味道。
在实际使用中,为了得到类似于油的淬火冷却速度,浓度范围一般为8-12%,大多在7-10%范围内使用。
浓度选择及其日常维护参见后述内容及相关使用指南。
P R O D U C T I N F O R M A T O N 主要物理性能: 外 观 黄色液体 目测 比 重(20℃)g/cm 3 1.04 DIN51 757运动粘度(40℃,cSt): 600 DIN51 562pH 值 (5%,25℃) 9.45 DIN51 369 液温控制: 与油相比,几乎所有水基淬火液的冷却特性受液温的影响要大得多。
槽液工作浓度的选定槽液中KHP淬火剂的浓度应依据工件用钢的淬透性(决定于含碳量和合金元素含量)高低、工件截面大小、结构复杂程度等因素选定。
下面按不同淬火工艺类型分别说明。
1、整体加热淬火工艺KHP-C主要用于低碳低合金结构钢的整体浸淬。
KHP-W主要用于碳素钢,低、中合金结构钢,工模具钢的整体浸淬,包括渗碳钢、氮化钢、碳氮共渗钢、弹簧钢、轴承钢等。
⑴根据工件钢种的成分,按表一所示的浓度区段,确定所选KHP-C或KHP-W的浓度范围。
如果是表中来列钢,则对比成分,参照确定。
表一常用钢种浓度选择参考表5% 10% 15% KHP-C5% 10% 15% 20% KHP-W35 45 T7 40Mn2 30SiMn 45Mn2 GCr1540 40Cr T8 42SiMn 40Mn2 60Si2Mn45 5R 40Cr 65Mn 42SiMo 40CrMo 42CrMo30Mn T7 50 50Cr 50Cr 30CrNiT8 35SiMn 30CrMo 30CrMo 45CrMoGCr9 65Mn 5CrNiMoGCr15渗碳淬火10 20 20CrMo 20CrMnMo15 15Cr 20CrMnMo 20CrMnTi20Cr使用说明:1、含碳量低、淬透性又不高的钢件,宜选用较低的浓度;反之,选用较高浓度。
2、未列入表内但含碳量与淬透性与某组相对应,可参考该组的浓度范围。
3、同一材料位于两个组劣种,则要根据工件的实际情况选择,要综合考虑工件尺寸、形状结构、技术要求等,从高一档的浓度中先试验。
⑵根据工件的截面大小,结构复杂程度以及包括槽液搅拌强度等冷却系统情况,并参照已有经验,确定一个初选浓度。
一般来说,如果工件截面较后,结构简单,搅拌强度较大,则初选浓度应该处于该浓度区段的低端;如果工件是调质淬火,初选浓度更应低些;如果工件截面较薄,结构复杂,搅拌强度偏小,则应该选定较高的初选浓度。
⑶按初选浓度配制淬火液进行生产试验,以最后确定槽液的工件浓度。
水溶性淬火液1、水:优点:汽化热高,传热系数较高,化学稳定性好,很便宜,使用方便。
缺点:冷却速度随水温的变化而发生明显变化。
650-550℃区间冷却速度小于300-200℃区间。
因在奥氏体不稳定区域冷却速度低,故会出现淬不硬现象。
淬火件在淬火时还会产生巨大的应力,造成开裂和变形。
蒸汽膜阶段长,易生气泡。
在淬火件的凹槽和孔内蒸汽不易逸出,造成冷却不均,因此易出现软点。
用途:只用于小截面、形状简单的碳素钢件错淬火,工作表面较光洁。
注意事项:使用时最好用搅拌或强制循环的方法,以提高冷却的均匀性,防止产生软点和变形。
水中不应混入灰尘、油类等杂质。
工作温度不应超过40℃。
2、无机水溶液:1)氯化钠(食盐)水溶液介质组成:NaCl浓度可用5%或10%。
优点:NaCl能附着于灼热的淬火件表面,剧烈爆炸成雾状(崩膜),使蒸汽膜破坏,蒸汽膜阶段大为缩短,从而明显提高水的冷却速度,冷却也比较均匀。
价格便宜,淬火件可达到较高硬度,而且硬度均匀。
缺点:冷却速度随溶液温度而变化,淬火后淬火件易生锈。
用途:用于淬透性低、不易开裂、对防止变形要求低的淬火件,例如碳素钢件(有效厚度30-100mm,采用盐水,油淬火),合金结构钢(40Cr,40CrMoV,有效厚度30-150mm;38CrMoAl有效厚度>80mm。
)注意事项:使用时溶液温度应控制在60℃以下,淬火后要清洗,并要进行防锈处理。
2)氢氧化钠水溶液:优点:冷却曲线与氯化钠溶液基本相同,NaOH可与淬火件表面的氧化皮相互作用,产生氢气,使氧化皮迅速剥落,使淬火件表面呈现光亮的银白色。
冷却能力大于氯化钠。
缺点:有腐蚀性,劳动条件较差,在使用中易吸收空气中的二氧化碳而使成分逐渐变化。
与前两者一样,冷却速度也随溶液温度而明显变化。
用途:用于碳素钢。
注意事项:要定期更换溶液。
3)饱和氯化钙水溶液:优点:在奥氏体不稳定区(650-550℃)时,有很高的冷却速度,在马氏体转变区,由于它的沸点比水高,对流的开始温度也较高,同时它的粘度比水大,传热性也较差,因此冷却速度较慢,从而减小淬火的应力,防止变形和开裂。
1、水:优点:汽化热高,传热系数较高,化学稳定性好,很便宜,使用方便。
缺点:冷却速度随水温的变化而发生明显变化。
650—550℃区间冷却速度小于300-200℃区间。
因在奥氏体不稳定区域冷却速度低,故会出现淬不硬现象。
淬火件在淬火时还会产生巨大的应力,造成开裂和变形。
蒸汽膜阶段长,易生气泡。
在淬火件的凹槽和孔内蒸汽不易逸出,造成冷却不均,因此易出现软点。
用途:只用于小截面、形状简单的碳素钢件错淬火,工作表面较光洁.注意事项:使用时最好用搅拌或强制循环的方法,以提高冷却的均匀性,防止产生软点和变形。
水中不应混入灰尘、油类等杂质。
工作温度不应超过40℃。
2、无机水溶液:1)氯化钠(食盐)水溶液:介质组成:NaCl浓度可用5%或10%.优点:NaCl能附着于灼热的淬火件表面,剧烈爆炸成雾状(崩膜),使蒸汽膜破坏,蒸汽膜阶段大为缩短,从而明显提高水的冷却速度,冷却也比较均匀。
价格便宜,淬火件可达到较高硬度,而且硬度均匀。
缺点:冷却速度随溶液温度而变化,淬火后淬火件易生锈。
用途:用于淬透性低、不易开裂、对防止变形要求低的淬火件,例如碳素钢件(有效厚度30—100mm,采用盐水,油淬火),合金结构钢(40Cr,40CrMoV,有效厚度30—150mm;38CrMoAl有效厚度>80mm。
)注意事项:使用时溶液温度应控制在60℃以下,淬火后要清洗,并要进行防锈处理。
2)氢氧化钠水溶液:优点:冷却曲线与氯化钠溶液基本相同,NaOH可与淬火件表面的氧化皮相互作用,产生氢气,使氧化皮迅速剥落,使淬火件表面呈现光亮的银白色.冷却能力大于氯化钠.缺点:有腐蚀性,劳动条件较差,在使用中易吸收空气中的二氧化碳而使成分逐渐变化。
与前两者一样,冷却速度也随溶液温度而明显变化。
用途:用于碳素钢。
注意事项:要定期更换溶液。
3)饱和氯化钙水溶液:优点:在奥氏体不稳定区(650—550℃)时,有很高的冷却速度,在马氏体转变区,由于它的沸点比水高,对流的开始温度也较高,同时它的粘度比水大,传热性也较差,因此冷却速度较慢,从而减小淬火的应力,防止变形和开裂。
淬火介质的冷却曲线、冷却性能及选用选择淬火介质,应当同时兼顾到对淬火介质冷却特性、稳定性、可操作性、经济性和环保等方面的要求。
在这些要求中,最重要的是淬火介质的冷却特性。
本文将以推理方式入手,通过分析讨论,提出一套从冷却特性选择淬火介质的可实用的原则方法。
钢件淬火冷却,希望的效果有三:1.获得高而且均匀的表面硬度和足够的淬硬深度;2.不淬裂;3.淬火变形小。
选好用好淬火介质是同时获得这三项效果的基本保证。
当前,国内外多以国际标准方法(ISO9950)测定,并用冷却速度曲线来表征淬火介质的冷却特性。
但是,对特定工件(即在钢种、形状大小和热处理要求一定)的情况下,如何从冷却特性上去选择合适的淬火介质?在生产现场,一个淬火槽中往往要淬多种不同钢种、形状、大小和热处理要求的工件。
在这种情况下,如何选定它们共同适用的一种淬火液?一般的热处理车间,为满足所有工件的热处理要求,应当配备几种淬火液?──关于这类实际生产需要解决的问题,至今研究很少。
有人[1、2]做过一些工作,但都提不出系统实用的原则方法。
本文以过去工作为[4、6]基础,从讨论实际生产中一些工件"油淬不硬而水淬又裂"入手,通过推理和实例分析,提出了对特定工件按冷却速度分布选择淬火介质的方法,并进而确定了能供多种工件淬火的一种淬火液的选择原则。
1 特定工件淬火的最低和最高冷却速度分布线从普通机油和自来水的冷却速度分布(如图1)可以看出,普通机油的冷却速度慢,因而不少工件在其中淬不硬;而自来水的冷却速度又太快,以致于多数钢种不能在其中淬火。
在图中,自来水和普通机油之间有一个宽广的"中间地带",只有普通机油和自来水的工厂,时常会遇到一些工件"油淬不硬而水淬又裂"的麻烦,原因就在这里。
可以推知,对于一种这样的工件,如果将机油的冷却速度提高,该工件淬火硬度也会相应提高。
我们假定,当机油的冷却速度提高到图2中带齿线水平时,该工件刚好可以得到要求的淬火硬度。
各种淬火液淬火冷却油的特性㈡锻件和型材在不同方向取向的强度降低标准:切向试样模向试样屈服强度(R p0.2)510抗拉强度(Rm )510延伸率(A )2535收缩率(Z )2035冲击韧性(Aku )2540允许较纵向试样降低(%)备注试样的机械性能㈢淬火冷却油的特性:牌号密度闪点(℃)燃点(℃)在20℃时的绝对粘度2号定子油0.876165 2.0-3.23号定子油0.881170 2.8-3.24—6号柴油180 3.5-4.0变压器油0.8691551820.218机油0.909207240 1.29汽缸油215㈣低温回火油的特性:名称在100℃的粘度(E°)含水量不超过(%)着火点不低于(℃)最高使用温度(℃)蒸气机汽缸油 5.5-7.50.53102606号汽缸油 4.5-6.0少量300250润滑油3.0-4.00.5240200㈤各种淬火液的特性:650-550¡æ320-200¡æ18¡æµÄË®60027028¡æµÄË®50027050¡æµÄË®10027074¡æµÄË®3020018¡æµÄ10%¿ÁÐÔÄÆË®ÈÜÒº120030018¡æµÄʳÑÎË®ÈÜÒº110030018¡æµÄ10%ËÕ´òË®ÈÜÒº80027018¡æµÄ10%ÁòËáË®ÈÜÒº750300ÕôÁóË®250200ÓÍË®Èé×´Òº70200¿óÎï»úÆ÷ÓÍ15030±äѹÆ÷ÓÍ12025Í°å6030Ìú°å3515´ã»ð¼ÁÔÚÏÂÁÐζȷ¶Î§ÄÚµÄÀäÈ´ËÙ¶È㈥盐浴炉用的加热剂:成份熔化温度(℃)使用温度(℃)100% BaCl29601000-1400 100% NaCl808850-1100 44%NaCl+56%KCl665700-870 28%NaCl+72%CaCl2500540-870 50%NaCl+50%KCl670700-1000 50%NaCl+50%K2CO3570600-870 50%CaCl2+50%BaCl2600650-900 20%NaCl+80%BaCl2685675-1000 30%KCl+20%NaCl+50%BaCl2560580-880。