铝合金门窗实测实量PPT
- 格式:ppt
- 大小:854.00 KB
- 文档页数:7
附件6:公司铝合金门窗工程质量实测实量操作指引1、目的1.1规范工程质量实测实量过程中的程序、取样方法、测量操作、数据处理等具体步骤和要求。
1.2提供工程质量实测实量的操作方法,尽可能消除人为操作引起的偏差。
1.3强调工程一次成型质量,以实测实量达标率反映工程一次成型质量水平。
1.4以查促改,加强过程不断改进,持续提升工程质量。
2、实施原则2.1 施工单位须对其施工工程质量负责,根据工程进度实时对施工范围的所有工程质量进行100%实测实量,得出施工单位当月质量达标率,同时将检查、整改情况填写《铝合金工程质量实测实量检查表》实时贴在铝合金表面。
2.2 工程部责任工程师检查比例须符合集团制度要求,工程部须对施工单位检查质量达标率的准确性和真实性负责。
2.3 工程部项目经理须对实测数据进行不低于10%的复测,工程部经理须对实测数据进行不低于2%的复测。
2.4 工程技术部须对工程部实测数据进行抽查复测(当抽到因遇卸料平台影响,房间无法复测时,检查相邻户相同功能房间代替),并对工程部所得出的质量达标率的准确性和真实性进行考核。
2.5 每道工序完成后,施工单位须即时进行检查;工程部须在5日内进行检查。
2.6 各工序工程质量未进行实测实量(或检查、验收),不得提前隐蔽,进行下道工序。
3、取样原则与计算宗旨3.1 取样原则3.1.1 工程部对工程质量进行检查复测时,须以户为单位,对各测量点进行编号,并报工程技术部备案。
3.1.2 现场实测实量时,须按编号进行记录、存档,不合格点在现场实体上按规定进行填写。
3.1.3 测量数据须真实、有效。
3.2 计算说明3.2.1 检查表以户为单位,统计每户的质量达标率,汇总平均计算该施工单位当月质量达标率。
3.2.2 铝合金安装工程分为框体安装阶段和玻璃安装阶段,仅检查4.1-4.12项的阶段为铝合金框体安装阶段;开始检查4.13-4.18项的阶段为铝合金玻璃安装阶段。
铝合金玻璃安装阶段质量达标率通过《附件7:公司铝合金门窗工程质量实测实量评分表》现场实测得出,铝合金框体安装阶段的质量达标率在现场实测得出后还需要乘以0.95的系数。
附件6:公司铝合金门窗工程质量实测实量操作指引1、目的1.1规范工程质量实测实量过程中的程序、取样方法、测量操作、数据处理等具体步骤和要求。
1.2提供工程质量实测实量的操作方法,尽可能消除人为操作引起的偏差。
1.3强调工程一次成型质量,以实测实量达标率反映工程一次成型质量水平。
1.4以查促改,加强过程不断改进,持续提升工程质量。
2、实施原则2.1 施工单位须对其施工工程质量负责,根据工程进度实时对施工范围的所有工程质量进行100%实测实量,得出施工单位当月质量达标率,同时将检查、整改情况填写《铝合金工程质量实测实量检查表》实时贴在铝合金表面。
2.2 工程部责任工程师检查比例须符合集团制度要求,工程部须对施工单位检查质量达标率的准确性和真实性负责。
2.3 工程部项目经理须对实测数据进行不低于10%的复测,工程部经理须对实测数据进行不低于2%的复测。
2.4 工程技术部须对工程部实测数据进行抽查复测(当抽到因遇卸料平台影响,房间无法复测时,检查相邻户相同功能房间代替),并对工程部所得出的质量达标率的准确性和真实性进行考核。
2.5 每道工序完成后,施工单位须即时进行检查;工程部须在5日内进行检查。
2.6 各工序工程质量未进行实测实量(或检查、验收),不得提前隐蔽,进行下道工序。
3、取样原则与计算宗旨3.1 取样原则3.1.1 工程部对工程质量进行检查复测时,须以户为单位,对各测量点进行编号,并报工程技术部备案。
3.1.2 现场实测实量时,须按编号进行记录、存档,不合格点在现场实体上按规定进行填写。
3.1.3 测量数据须真实、有效。
3.2 计算说明3.2.1 检查表以户为单位,统计每户的质量达标率,汇总平均计算该施工单位当月质量达标率。
3.2.2 铝合金安装工程分为框体安装阶段和玻璃安装阶段,仅检查4.1-4.12项的阶段为铝合金框体安装阶段;开始检查4.13-4.18项的阶段为铝合金玻璃安装阶段。
铝合金玻璃安装阶段质量达标率通过《附件7:公司铝合金门窗工程质量实测实量评分表》现场实测得出,铝合金框体安装阶段的质量达标率在现场实测得出后还需要乘以0.95的系数。

铝合金门窗实测实量施工组织设计(案)工程名称:xxxxxxxxxxxxxxxxxxxxxxxxxxx总承包单位:xxxxxxxxxxxxxxxxxxxxxxxxxxx (公章)编制人:年月日审核人:年月日审批人:年月日(企业技术负责人)目录第一章、编制依据第二章、工程概况第三章、实测实量人员架构第四章、准备措施第五章、实测实量具体检查容和检查法第六章、铝合金门窗已测数据的分析第七章、对应的整改措施第八章、实测实量预防措施第九章、实测实量质量保证措施第十章、实测实量安全保证措施第十一章、实测实量档案的管理第一章编制依据1、《建筑装饰装修工程质量验收规》GB502102、华南保利实测实量操作指引3、本工程经审批的设计施工图纸4、《铝合金窗》GB/T8479-20035、《铝合金门》GB/T8478-20036、《建筑外门的风压变形性能分级及其检测法》GB13685-19927、《建筑外窗抗风压性能分级级检测法》GB/T7106-20028、《建筑外窗气密性能分级及检测法》GB/T7107-20029、《建筑外窗水密性能分级及检测法》GB/T7108-200210、《建筑外窗保温性能分级及检测法》BG/T8484-200211、《建筑外窗采光性能分级及检测法》GB/T11976-200212、《铝合金门窗型材粉末静电喷涂涂层技术条件》GB/T3190-200813、《铝及铝合金加工产品的化学成分》GB/T3190-200814《铝合金建筑型材》GB/T5237-2008第二章工程概况工程名称:xxxxxxxxxxxxxxxxxxxxxxxxxxxxxx工程地点:xxxxxxxxxxxxxxxxxxxxxxxxxxxxxx建设单位:xxxxxxxxxxxxxxxxxxxxxxxxxxxxxx设计单位:xxxxxxxxxxxxxxxxxxxxxxxxxxxxxx监理单位:xxxxxxxxxxxxxxxxxxxxxxxxxxxxxx结构类型:xxxxxxxxxxxxxxxxxxxxxxxxxxxxxx层数:18/26层第三章实测实量人员架构第四章准备措施一、实测实量机具准备二、实测实量整改主要机械设备准备第五章实测实量具体检查容和检查法一、门窗固定片数量(1)指标说明:指门窗固定片数量是否满足要求,反映门窗安装质量。
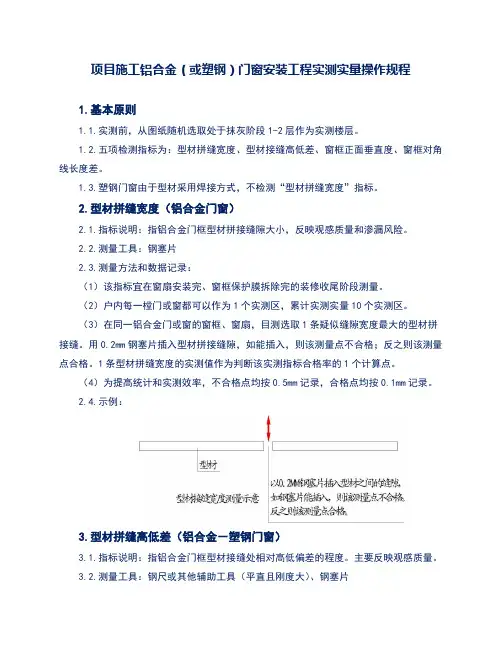
项目施工铝合金(或塑钢)门窗安装工程实测实量操作规程1.基本原则1.1.实测前,从图纸随机选取处于抹灰阶段1-2层作为实测楼层。
1.2.五项检测指标为:型材拼缝宽度、型材接缝高低差、窗框正面垂直度、窗框对角线长度差。
1.3.塑钢门窗由于型材采用焊接方式,不检测“型材拼缝宽度”指标。
2.型材拼缝宽度(铝合金门窗)2.1.指标说明:指铝合金门框型材拼接缝隙大小,反映观感质量和渗漏风险。
2.2.测量工具:钢塞片2.3.测量方法和数据记录:(1)该指标宜在窗扇安装完、窗框保护膜拆除完的装修收尾阶段测量。
(2)户内每一樘门或窗都可以作为1个实测区,累计实测实量10个实测区。
(3)在同一铝合金门或窗的窗框、窗扇,目测选取1条疑似缝隙宽度最大的型材拼接缝。
用0.2mm钢塞片插入型材拼接缝隙,如能插入,则该测量点不合格;反之则该测量点合格。
1条型材拼缝宽度的实测值作为判断该实测指标合格率的1个计算点。
(4)为提高统计和实测效率,不合格点均按0.5mm记录,合格点均按0.1mm记录。
2.4.示例:3.型材拼缝高低差(铝合金-塑钢门窗)3.1.指标说明:指铝合金门框型材接缝处相对高低偏差的程度。
主要反映观感质量。
3.2.测量工具:钢尺或其他辅助工具(平直且刚度大)、钢塞片3.3.测量方法和数据记录:(1)该指标宜在窗扇安装完、窗框保护膜拆除完的装修收尾阶段测量。
(2)户内每一樘门或窗都可以作为1个实测区,累计实测实量10个实测区。
(3)同一铝合金门或窗,在其窗框、窗扇部位,目测选取1条疑似高低差最大的型材拼接缝,用钢尺或其他辅助工具紧靠相邻两个拼接型材并跨过接缝,以0.3mm钢塞片插入钢尺与型材之间的缝隙。
如能插入,则该测量点不合格;反之则该测量点合格。
1条接缝高低差的实测值作为该实测指标合格率的1个计算点。
(4)为数据统计方便和提高实测效率,不合格点均按0.5mm记录,合格点均按0.2mm记录。
3.4.示例:4.铝合金门或窗框正面垂直度(铝合金-塑钢门窗)4.1.指标说明:反映铝合金(或塑钢)门窗框垂直程度。
铝合金(或塑钢)门窗安装工程实测实量1、基本原则实测前,同一标段内根据各楼栋进度,从图纸随机选取处于抹灰阶段1-2套房作为实测套房。
户数最多的房型为必选。
所选2套房中的五项检测指标为:型材拼缝宽度、型材接缝高低差、窗框正面垂直度、窗框对角线长度差。
塑钢门窗由于型材采用焊接方式,不检测“型材拼缝宽度”指标。
2、实测实量范围型材拼缝宽度、型材拼缝高低差、铝合金门或窗框正面垂直度、门窗框固定、边框收口与塞缝。
3、型材拼缝宽度(铝合金门窗)指标说明:指铝合金门框型材拼接缝隙大小,反映观感质量和渗漏风险。
合格标准:≤0.3mm测量工具:钢塞片测量方法和数据记录:(1)该指标宜在窗扇安装完、窗框保护膜拆除完的装修收尾阶段测量。
(2)户内每一樘门或窗都可以作为1个实测区,累计实测实量5个实测区。
(3)在同一铝合金门或窗的窗框、窗扇,目测选取1条疑似缝隙宽度最大的型材拼接缝。
用0.2mm钢塞片插入型材拼接缝隙,如能插入,则该测量点不合格;反之则该测量点合格。
1条型材拼缝宽度的实测值作为判断该实测指标合格率的1个计算点。
(4)为提高统计和实测效率,不合格点均按0.5mm记录,合格点均按0.1mm记录。
(5)所选2套房中接缝高低差的实测区不能满足5个时,需增加实测套房数。
示例:型材拼缝宽度测量示意图4、型材拼缝高低差(铝合金-塑钢门窗)指标说明:指铝合金门框型材接缝处相对高低偏差的程度。
主要反映观感质量。
合格标准:≤0.3mm测量工具:钢尺或其他辅助工具(平直且刚度大)、钢塞片测量方法和数据记录:(1)该指标宜在窗扇安装完、窗框保护膜拆除完的装修收尾阶段测量。
(2)户内每一樘门或窗都可以作为1个实测区,累计实测实量5个实测区。
(3)同一铝合金门或窗,在其窗框、窗扇部位,目测选取1条疑似高低差最大的型材拼接缝,用钢尺或其他辅助工具紧靠相邻两个拼接型材并跨过接缝,以0.3mm钢塞片插入钢尺与型材之间的缝隙。
如能插入,则该测量点不合格;反之则该测量点合格。