耐-40℃低温冲击球墨铸铁的熔炼工艺
- 格式:pdf
- 大小:259.75 KB
- 文档页数:3

球墨铸铁熔炼工艺讲解未经球化和孕育的球墨铸铁原铁水质量对铸件组织、性能和铸造缺陷的形成都有重要影响。
优良的原铁水应该符合以下质量要求:1.常存元素和合金元素的质量分数符合要求。
2.铁水经过适当过热后,在合适温度出炉。
一般原铁水出炉温度不低于1420℃。
有些合金球墨铸铁熔点较高,需在更高温度出炉。
3.含有所需要的微量元素。
干扰石墨球化元素的质量分数在允许范围内。
4.炉料在熔炼过程中氧化轻微。
氧、氮、氢等气体含量适当。
5感应炉、冲天炉、电弧炉都能用来熔炼球墨铸铁原铁水。
本章介绍目前国内最常用的两种熔炉:感应炉和冲天炉。
一、感应炉熔炼上图(4—1)是感应炉炉体基本结构简图。
这种熔炉是使用耐火材料捣制的坩埚盛装炉料和铁水。
坩埚外围装有异形铜管或矩形铜管制成的螺旋形线圈。
当交流电通过感应线圈,由于交变磁场的作用,装入坩埚的炉料内产生很大的感应电流,使炉料加热、熔化并使铁水过热。
按照输入炉子的电流频率,感应熔炉分为工频炉(50HZ)、中频炉(150---8000HZ)和高频炉(大于10000HZ)。
按坩埚的耐火材料性质,炉子分为酸性炉、碱性炉和中性炉。
按炉子结构,有无芯感应炉和有芯感应炉。
我国自20世纪70年代以来广泛使用感应炉熔炼铸铁。
大型铸造厂(如汽车铸件铸造厂)多使用以大型感应炉为主体的双联熔炼。
感应炉炉料包括生铁、废钢、铸件回炉料、铁合金、切屑和增碳剂等。
铁水中非金属夹杂物含量少。
元素烧损率较低,铁水温度和成分易于调整和控制而达到均匀稳定。
有些铸造厂还采用废钢和增碳剂熔炼合成铸铁。
由于铁水温度、成分容易控制,合金元素损耗少,感应炉可以用来熔炼高合金铁水,如高铬铸铁、高镍奥氏体铸铁原铁水等。
铁水比较纯净,过热温度能达到1700℃以上,元素的熔损少于冲天炉,对环境污染较轻,劳动条件相对较好,而且可使用大量废钢作为炉料,因此感应炉用于熔炼各种球墨铸铁原铁水。
但是感应炉生产的原铁水与冲天炉铁水相比,石墨晶核和石墨球数较少,铁水的共晶过冷度较大,产生白口倾向较强。

试述低温球墨铸铁工艺的技术发布时间:2022-10-13T07:04:18.672Z 来源:《中国科技信息》2022年11期6月作者:孙海玉[导读] 本文对球墨铸铁的化学成分、配料、熔炼、孕育、浇注、热处理等工艺进行了研究。
孙海玉中车大连机车车辆有限公司辽宁大连 116022摘要:本文对球墨铸铁的化学成分、配料、熔炼、孕育、浇注、热处理等工艺进行了研究。
研究发现,在1530~1550℃下,采用900~920℃的高温热处理技术,通过合理的化学组成比例、添加少量镍元素,可有效地控制铁液在1530~1550℃、伸长率≥22%,该性能,低温.60℃时,抗拉强度≥425 MPa、冲击吸收功在12~14之间、伸长率≥22%,能够满足了轨道交通、风电、核电、南北极开发等领域高端装备制造业的需求。
关键词:低温;球墨铸铁工艺;工艺分析低温球墨铸工艺在轨道交通、海洋石油机械、船舶、风电、核电、南北极开发等行业中具有广阔的应用前景。
随着轨道交通、风电、核电等领域飞速进步,对球墨铸铁的低温性能提出了更高的要求。
莱州新忠耀机械有限公司研制的50℃球墨铸铁制品(牵引电机壳体,电机端盖,转子压板,轴箱,齿轮箱,轴承盖)荣获山东省科学技术进步二等奖,用于大哈高速铁路,京沪高速铁路,京津高速铁路,武广高速铁路,兰新高速铁路,同时在北京,上海,广州,杭州,苏州等多条地铁也多有使用,并大量装备于“和谐”、“复兴”级动车组。
近年来,先后为中车,西门子,庞巴迪,阿尔斯通,斯柯达,安杰达, IGW等国内外著名的轨道运输公司提供了70,000套的产品,并取得了较好的应用效果,被中国汽车工业协会授予中国低温铸铁生产基地,并被中车集团评为“优秀供应商”。
并且其公司内部标准严格程度高于整个行业的平均水平,从而使产品质量得到进一步的增强。
莱州新忠耀机械有限公司还将 QT400.18 AL (60℃)材料用于中车312 A工程,并在中国-俄罗斯、莫斯科-喀山等线路工程中进行使用。
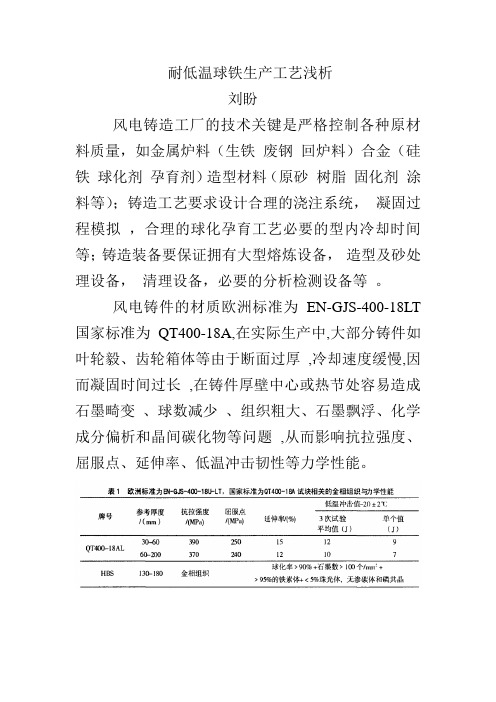
耐低温球铁生产工艺浅析刘盼风电铸造工厂的技术关键是严格控制各种原材料质量,如金属炉料(生铁废钢回炉料)合金(硅铁球化剂孕育剂)造型材料(原砂树脂固化剂涂料等);铸造工艺要求设计合理的浇注系统,凝固过程模拟,合理的球化孕育工艺必要的型内冷却时间等;铸造装备要保证拥有大型熔炼设备,造型及砂处理设备,清理设备,必要的分析检测设备等。
风电铸件的材质欧洲标准为EN-GJS-400-18LT 国家标准为QT400-18A,在实际生产中,大部分铸件如叶轮毅、齿轮箱体等由于断面过厚,冷却速度缓慢,因而凝固时间过长,在铸件厚壁中心或热节处容易造成石墨畸变、球数减少、组织粗大、石墨飘浮、化学成分偏析和晶间碳化物等问题,从而影响抗拉强度、屈服点、延伸率、低温冲击韧性等力学性能。
注:控制难点是低温冲击性能,EN-GJS-350-22LT球墨铸铁-40℃的冲击吸收功A KV要求达到12 J,单个试样最低值应>9J; EN-GJS-400-18LT球墨铸铁-20℃的冲击吸收功A KV要求达到12J, 单个试样最低值应>9J.要使球墨铸铁达到上述性能,必须进行以下两个方面的研究:(1)化学成分的确定化学成分决定了球墨铸铁的基体组织和铁素体中合金元素的固溶量, 不同的基体组织及其固溶度决定了不同的力学性能, 常见的球墨铸铁基体组织为铁素体.珠光体和奥氏体奥氏体具有良好的塑性和韧性,特别是低温冲击韧度。
但奥氏体球墨铸铁需要加入大量的合金元素,制造成本高,珠光体球墨铸铁具有高的强度和良好的塑性和韧性,但其无法达到EN-GJS-350-22LT和EN-GJS-400-18LT球墨铸铁的塑性和韧性要求。
铁素体基体本身具有优良的塑性和韧性,但铁素体球墨铸铁由于有其他元素的存在使铁素体基体得到固溶强化,所以铁素体基体球墨铸铁的塑性和韧性取决于铁素体基体中合金元素的固溶量,因此有必要对球墨铸铁的化学成分进行系统研究,确保得到稳定的强度和塑性以及低温冲击韧度要求全部合格。
球墨铸铁焊接方式有几种__球墨铸铁熔炼技巧有什么用在北方寒冷地区的球墨铸铁件要求有足够好的低温冲击韧性。
比如,用在寒冷地区的风力发电机的铸件,要求在-40℃下运转20年至30年不损坏,所用的球墨铸铁件须符合耐低温高韧性球墨铸铁件标准。
这就得体现球墨铸铁熔炼技巧了,有好的熔炼技巧才能满足我们的需求,今天我们就来讲一讲球墨铸铁焊接方式有几种以及墨铸铁熔炼技巧有什么,请看~球墨铸铁熔炼技巧:一、熔炼球墨铸铁时控制化学成分试验表明,球墨铸铁中Si的含量对其韧性影响很大。
当ω(Si)为0.8时,室温的冲击功较低,但-20℃时的冲击功高;而ω(Si)为1.8时,-40℃时的冲击功高;ω(Si)为2.1时,常温的冲击功高。
P以及P与Si的配比对低温韧性的影响也很大。
当ω(Si)为2.6,ω(P)从0.02提高到0.05时,-40℃时的冲击功从120J降至10J左右。
锰是促进珠光体形成的元素,而且呈正偏析,导致球墨铸铁后凝固部位铁素体量减少,故应限制。
武汉职业技术学院的研究小组建议:ω(C)=3.5~3.8,一般取中值,厚壁取下限;ω(Si)=1.8~2.2;ω(Mn)<0.2;ω(P)越低越好。
控制Cr,V,Sn,Ti,W,Mo等促进珠光体形成元素的含量,越低越好。
这些元素多从废钢中来,故对废钢应严加管理。
二、选用合适的球化剂和孕育剂球化剂宜选用Mg6RE2中镁低稀土球化剂。
若原铁液硅高,可选用不含Si的球化剂,如国外多用Ni-Mg。
球化剂的MgO/Mg≤0.1,以免出现夹杂物降低冲击韧性。
孕育剂,以采用含Ba硅铁为宜。
虽然加Bi,Sb可增加球数,提高球墨铸铁塑性,但长时间回炉料的累积,会增加干扰元素(如Al,Ti,Pb,As,Sn,Zr,T e,Bi,B等)的总量。
球墨铸铁工艺的优化:球化处理温度控制在1450℃左右为宜,采用二次冲入法,先出鉄液三分之二,球化后再冲三分之一。
浇注温度以1350℃左右为宜。

耐低温冲击球墨铸铁的生产技术要点和常温球墨铸铁相比,耐低温冲击球墨铸铁的生产还是有一定的难度,应该说有一定的技术含量。
对球化剂、孕育剂、生铁、废钢等原附材料,球铁成分、过程控制及检测诸多方面都提出了全新的要求。
1 生产条件采用0.5T 中频感应电炉熔炼铁液,呋喃冷硬树脂砂造型,主要生产如图一所示箱体铸件,牌号要求为 GJS-350-22-LT,铸件单重为 117kg。
2 生产过程主要炉料为低碳、低锰废钢和回炉料,采用增碳剂,增硅剂调整铁液成份,控制原铁液及铸件化学成份到表 1 要求范围。
升温至1510℃~1530℃,进行球化和孕育处理分析与探讨如何获得较高低温冲击韧性的球墨铸铁件呢?冲击韧性反映材料断裂时吸收的能量,也反映快速形变条件下,材料抵抗裂纹萌生、发展和断裂的能力。
低温冲击韧性是一个材料的韧性指标,也就是说具有较高低温冲击韧性的球墨铸铁件在-20℃或-40℃时具有较高冲击韧性,脆--韧性能转变温度较低,能够较好的克服冷脆。
因此,如下的一些措施都能有效的提高球墨铸铁的低温冲击韧性指标4.1 提高球墨铸铁材质的铁素体含量研究表明不同温度下不同基体组织对低温冲击韧性有较大的影响,塑性较高的铁素体球铁能获得较高的冲击韧性指标4.1.1 化学成份降低促进或稳定珠光体形成元素如:Mn、V、Zr、Nb、Ti、Cr、Mo、W、Cu、Pb、Sb 等元素,其中值得一提的两个元素,一个是锰,它对球墨铸铁的冲击韧性和脆性转变温度都有特别不利的影响,每提高 0.1% 的锰含量,球铁的脆性转变温度提高10℃~12℃,所以,尽量选择低锰生铁和废钢作为原材料;另一个元素是 Cu,他虽然是中性元素,提高珠光体含量的作用不明显,但是,随着含 Cu 量的增加,球墨铸铁的脆性转变温度升高,并且冲击韧度也下降。
适量提高铁素体形成元素,如:C、Si、Ca、Ba、Al、Bi 等元素,其中值得一提的是 Si 元素,众所周知,Si 是强烈促进石墨化元素,有利于提高铁素体含量,但 Si 量增加,冲击韧性明显下降,Si 含量每提高 01.%脆性转变温度就提高5.5℃~6℃,含 Si 量在 4%左右的球墨铸铁,虽具有全部的铁素体基体,但脆性很大,就是常温下也难于在有冲击载荷的条件下使用,因此,具有低温冲击性能要求的球铁中 Si 含量一般控制在 1.6~2.0%。
文章摘要:2试验结果及分析用以上方法生产的铁素体球铁.冲击性能良好.能够满足低温使用的需要。
部分试样的化学成分及力学性能见表1。
可见,所生产的球铁性能稳定,冲击韧度值较高,硬度适中。
合理的球化及孕育处理确保了石墨的大小和形态,适当的热处理方案能够保证得到100%的铁素体基体,从而改善了球铁的冲击性能。
镍元素的加入.显著改善了表1试样的化学成分、力学性能试样化学成分(质量分数,%)/J·cm。
硬度金相组织编号CSiMnSPNi常温低温(-40~C)下降比率(%)HB球化级别石墨大小(级)铁素体量(%l3l321.940.200.0250.07l24.6921.598.7l35l~2lloo23.691.760.160.0230.06924.4523.165-3Il6l~2l~2l0033-331.640.150.0250.06824.5822.986.5Il7lll0043.671.500.Il0.0290.05 l0.7727.2727.020.9l20ll~2l00注:所用冲击试样为U型缺Vl试样球铁的冲击韧度,尤其是低温冲击韧度。
3结论(1)低温用铁素体球铁的化学成分(质量分数,%)为:3.3~3.7C,1.5~2.0Si,Mn≤0.2,S≤0.03,P≤0.07。
将硅含量控制在2.0%以下.严格控制Mn、S、P的含量是非常必要的。
(2)加入少量的Ni可以显著提高冲击韧度,尤其是低温冲击韧度。
(3)球化剂粒度在6~12trim之间,孕育剂块度在3~8mill之间,可以保证良好的球化及孕育效果。
(4)适当的热处理工艺是获得低温用铁素体球铁的重要途径。
经两阶段退火后,基体中的铁素体量达到100%,从而确保材料低温下的使用安全性。
-20℃低温铸态无Ni球铁铸造兆瓦级风电机组部件方法[摘要] 本发明涉及一种-20℃低温铸态无Ni球铁铸造兆瓦级风电机组部件方法,它是以国产生铁为原料,经熔炼、球化、孕育制得低温铸态无Ni球铁,再经铸造得梁、箱体类薄壁件,所述低温铸态无Ni球铁的成分配方是:C 3.6%~3.9%,Si 1.7%~3%,Mn 0.1%~0.4%,不加Ni,Mg的残余含量 0.045%~0.07%,剩余的是铁和杂质,杂质中P<0.04%,S<0.02%;上述含量低温铸态无Ni球铁的成分是通过添加球化剂、孕育剂及采用二次孕育方法获得;球化后铸造工艺为:在1300℃~1380℃将球化后的液态混合物浇铸到铸型中,并使其在铸型中缓慢冷却到300℃以下,从铸型中清出。
铸态下具有-40℃冲击韧性的QT500-7AL齿轮箱熔炼工艺研究李泽;王晓颖;郭振峰;洪宇【摘要】HXD3C型交流传动电力机车是我国铁路线上主力机型之一,其关键的走行部分驱动装置齿轮箱体铸件的材质由QTS00-7升级为QT500-7AL,要求具有-40℃低温冲击.通过合理的化学成分设计及铁水球化孕育处理工艺研制成功铸态下具有-40℃冲击韧性的QT500-7AL齿轮箱,其抗拉强度可达500~530MPa,伸长率可达10%~20%,-40℃冲击值可达7~9J.%The HXD3C AC drive electric locomotive is one of the main models on the railway line in China.The material of key walking parts for the driving gear box body castings have been upgraded from QT500-7 to QT500-7AL,which has been required to stand a low temperature shock of-40℃.The QT500-7AL gearbox with impact toughness of-40℃ under as-cast condition has been successfully developed through reasonable chemical composition design and hot metal ball inoculation treatment process.Its tensile strength can reach 500-530MPa and its elongation can reach 10%~20%,while the impact value of-40℃ can be up to 7~9J.【期刊名称】《中国铸造装备与技术》【年(卷),期】2018(053)003【总页数】5页(P63-67)【关键词】铸态;低温冲击;QT500-7AL;齿轮箱【作者】李泽;王晓颖;郭振峰;洪宇【作者单位】中车大连机车车辆有限公司,辽宁大连116021;中车大连机车车辆有限公司,辽宁大连116021;中车大连机车车辆有限公司,辽宁大连116021;中车大连机车车辆有限公司,辽宁大连116021【正文语种】中文【中图分类】TG243近几年,随着我国轨道交通业的快速发展,各类电力机车在行驶地域上也随之扩大,我国地域辽阔,纬度跨度很大,北方寒冷地区冬季的极端温度可达到-40℃以下,同时由于机车运行速度的不断升级,基于安全考虑,对电力机车用球墨铸铁件的力学性能(特别是低温冲击韧性)的要求亦越来越高。