《剥离力测试》作业指导书
- 格式:doc
- 大小:24.50 KB
- 文档页数:2
剥离强度作业指导书CJ/T 189-20071.适用性要求:本试验规程用于完善GB/T 189-2007《钢丝网骨架塑料(聚乙烯)复合管材及管件》标准中“剥离强度”的试验测试方法。
使试验人员正确进行剥离强度试验,确保被检验样品具有充分的代表性及真实性,试验结果可靠准确。
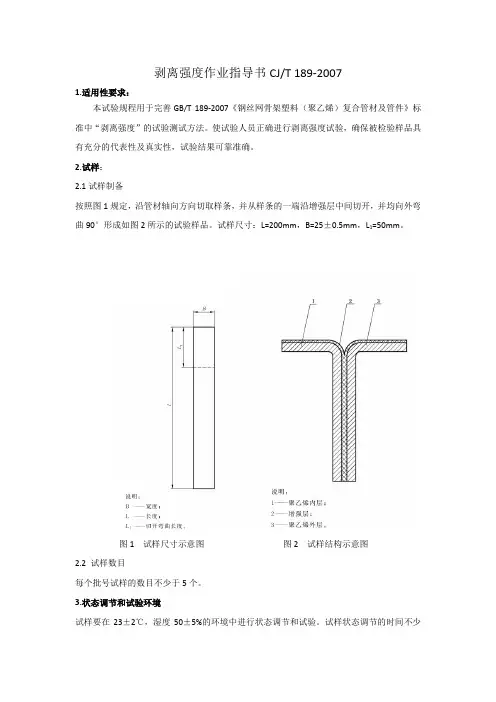
2.试样:2.1试样制备按照图1规定,沿管材轴向方向切取样条,并从样条的一端沿增强层中间切开,并均向外弯曲90°形成如图2所示的试验样品。
试样尺寸:L=200mm,B=25±0.5mm,L1=50mm。
图1 试样尺寸示意图图2 试样结构示意图2.2 试样数目每个批号试样的数目不少于5个。
3.状态调节和试验环境试样要在23±2℃,湿度50±5%的环境中进行状态调节和试验。
试样状态调节的时间不少于2h。
4.试验器具及用品:游标卡尺:0-300mm;万能试验机:力值至少5000N,0.5级。
5.试验步骤将试样切开端分别按图3所示对称地夹在上下夹持器中。
夹持部位不能滑移,以保证所施加的拉力均匀地分布在试样的宽度上。
开动试验机,使上下夹持器以100mm/min的速率分离。
试样剥离长度至少要有125mm,记录装置同时绘出剥离负荷曲线。
图36.实验结果处理对于每个试样,从剥离力和剥离长度的关系曲线上测定平均剥离力,以N为单位。
计算剥离力的剥离长度至少要100mm。
单不包括最初的25mm,可以用画一条估计的等高线(见图4),或用侧面积法来得到平均剥离力。
如果需要更准确的结果,还可以使用其他适当方法。
图4 典型的剥离力曲线记录在至少100mm剥离长度内的剥离力的最大值和最小值,计算相应的剥离强度值。
计算所有试验试样的平均剥离强度、最小剥离强度和最大剥离强度。
注:如试样未剥离开就发生断裂,则取试样断裂时的最大力值计算其剥离强度值。
7.记录内容记录内容应包括以下部分:a)委托单号;b)样品名称及规格型号;c)试样的剥离长度和厚度;d)试样是否剥离开的情况说明以及剥离力的最大值、最小值及算术平均值;e)夹具分离的速率f)每个试样的剥离强度的最大值、最小值及算术平均值;g)环境温湿度;h)状态调节情况;i)任何可能影响试验结果的与操作规程不符的情况。
设 备
页 码
版 本
1编 号保养
版本
编制日期01审核
日期批准日期
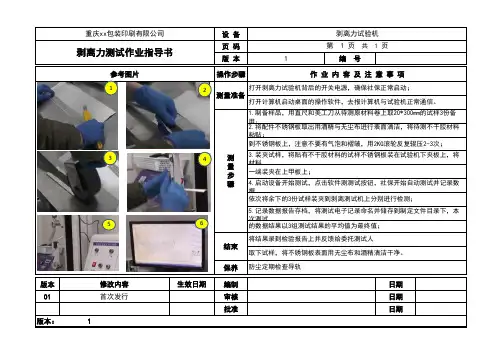
防尘定期检查导轨版本: 1 修改内容生效日期首次发行重庆xx包装印刷有限公司剥离力试验机剥离力测试作业指导书第 1 页 共 1 页测量准备打开剥离力试验机背后的开关电源,确保社保正常启动;打开计算机启动桌面的操作软件,去报计算机与试验机正常通信。
测
量
步
骤 1.制备样品,用直尺和美工刀从待测原材料卷上取20*300mm的试样3份备用;2.将配件不锈钢板取出用酒精与无尘布进行表面清洁,将待测不干胶材料粘贴;
到不锈钢板上,注意不要有气泡和褶皱,用2KG滚轮反复辊压2-3次;
3.装夹试样,将贴有不干胶材料的试样不锈钢板装在试验机下夹板上,将材料一端装夹在上甲板上;
4.启动设备开始测试,点击软件测测试按钮,社保开始自动测试并记录数
据
依次将余下的3份试样装夹到剥离测试机上分别进行检测;
参考图片操作步骤
作 业 内 容 及 注 意 事 项结束
5.记录数据报告存档,将测试电子记录命名并储存到制定文件目录下,本次测试
的数据结果以3组测试结果的平均值为最终值;
将结果录到检验报告上并反馈给委托测试人取下试样,将不锈钢板表面用无尘布和酒精清洁干净。
1 2 3 4 5 6。
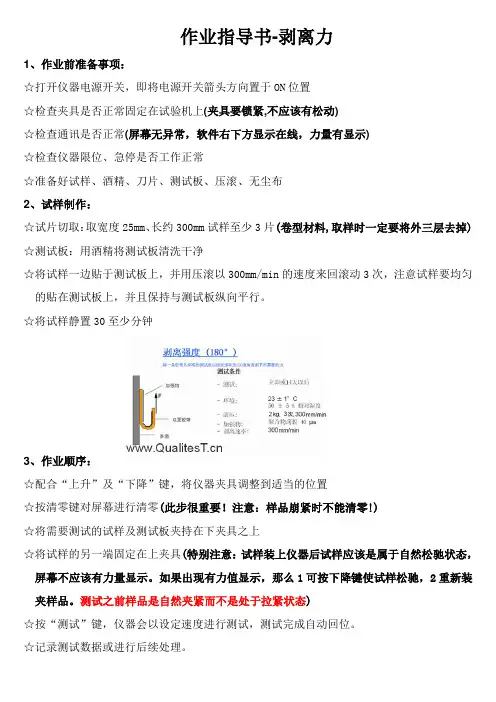
作业指导书-剥离力1、作业前准备事项:☆打开仪器电源开关,即将电源开关箭头方向置于ON位置☆检查夹具是否正常固定在试验机上(夹具要锁紧,不应该有松动)☆检查通讯是否正常(屏幕无异常,软件右下方显示在线,力量有显示)☆检查仪器限位、急停是否工作正常☆准备好试样、酒精、刀片、测试板、压滚、无尘布2、试样制作:☆试片切取:取宽度25mm、长约300mm试样至少3片(卷型材料,取样时一定要将外三层去掉)☆测试板:用酒精将测试板清洗干净☆将试样一边贴于测试板上,并用压滚以300mm/min的速度来回滚动3次,注意试样要均匀的贴在测试板上,并且保持与测试板纵向平行。
☆将试样静置30至少分钟3、作业顺序:☆配合“上升”及“下降”键,将仪器夹具调整到适当的位置☆按清零键对屏幕进行清零(此步很重要!注意:样品崩紧时不能清零!)☆将需要测试的试样及测试板夹持在下夹具之上☆将试样的另一端固定在上夹具(特别注意:试样装上仪器后试样应该是属于自然松驰状态,屏幕不应该有力量显示。
如果出现有力值显示,那么1可按下降键使试样松驰,2重新装夹样品。
测试之前样品是自然夹紧而不是处于拉紧状态)☆按“测试”键,仪器会以设定速度进行测试,测试完成自动回位。
☆记录测试数据或进行后续处理。
4、影响剥离力测试结果的因素:☆夹具松动试验自动停止的原理是力值的突变,夹具松动会使力量突跳,造成测试停止。
☆样品需要测试的样条直接贴在测试板上,绝对不可以用手触模、碰触其它物体或者是第二次粘贴,所取样条也应该是在材料中间,而不是长时间暴露在空气之中的部分。
☆酒精劣质酒精会在测试板上形成一层油脂(可观察到),贴合后会使剥离力大大降低。
☆零位按下测试键之前屏幕显示应该为零(自重力忽略),试样应处于松驰状态而不是拉紧状态。
☆静置时间做好的试样静置30分钟后才具有稳定性,时间不够测试结果会偏小。
☆取值方式剥离力标准的取值方式为试样进入正常剥离后均匀的剥离区间。
☆其它温湿度、测试板、贴合效果、仪器精度、材料本身。
剥离力测试标准说明书一、引言。
剥离力测试是指在特定条件下,对材料或产品进行剥离试验,以确定其剥离强度和剥离性能。
本标准说明书旨在为剥离力测试提供详细的操作规范和标准要求,以保证测试结果的准确性和可靠性。
二、适用范围。
本标准适用于各种材料和产品的剥离力测试,包括但不限于粘接剂、涂层材料、纸张、薄膜、胶带等。
三、仪器设备。
1. 剥离力测试机,应选择符合国家标准要求的剥离力测试机,确保其精度和稳定性。
2. 夹具,根据被测材料的特点选择合适的夹具,确保夹具与被测材料之间的粘合牢固。
3. 计算机及数据采集系统,用于记录和分析测试数据,确保数据的准确性和可追溯性。
四、试验条件。
1. 温度,剥离力测试应在标准温度条件下进行,确保测试结果的可比性。
2. 湿度,根据被测材料的特性确定试验湿度,确保测试条件与实际使用环境相符。
3. 速度,剥离力测试的剥离速度应符合国家标准规定,以确保测试结果的可靠性。
五、操作步骤。
1. 样品准备,将被测材料按照标准尺寸切割,并在必要时进行表面处理。
2. 夹具安装,根据被测材料的特点选择合适的夹具,并将夹具安装到剥离力测试机上。
3. 参数设置,根据被测材料的特性和试验要求,设置剥离力测试机的参数,包括剥离速度、试验温度、试验湿度等。
4. 样品安装,将样品固定在夹具上,并确保样品与夹具之间的粘合牢固。
5. 开始测试,启动剥离力测试机,进行剥离力测试,并记录测试数据。
6. 数据分析,将测试数据导入计算机及数据采集系统进行分析,得出剥离力测试结果。
六、结果评定。
根据剥离力测试的结果,对被测材料的剥离强度和剥离性能进行评定,以指导产品的设计和生产。
七、注意事项。
1. 操作人员应严格按照操作规程进行操作,确保测试过程的准确性和稳定性。
2. 测试样品的准备和安装应符合标准要求,以确保测试结果的可靠性和可重复性。
3. 测试数据的记录和分析应严格按照标准要求进行,确保数据的准确性和可追溯性。
八、总结。
剥离机作业指导书
剥离就是将PU膜与PET膜分开,它是生产流程中的一道工序,包括工作准备、工作过程及工作结束。
1 工作准备
1.1 清洁机器并检查机器各部件是否完好及电、气供应是否正常。
1.2 检查材料是否符合生产要求,分别穿过各条传动轴卷在前收轴和后收轴上。
2.3 启动机器,调节好张力,监控生产过程,发现任何的质量异常时都需要在问题处打上标识。
2.4 剥离开的每一只PU膜都要填写好《跟踪单》并附上。
2.5 剥离好的PU膜放到规定的支架上,装满后拉进干燥室进行干燥处理;剥离完的PET膜重新包装好并将原《跟踪单》返放于纸芯内,放到指定位置或返送上一工序。
3 工作结束
3.1 整理生产物品,清洁生产现场。
3.2 关机,并关闭电、气开关。
文件名称文件编号页次引用标准编制日期使用范围
版本使用仪器/工具
编制使用物料
核对批准生效日期NO 12
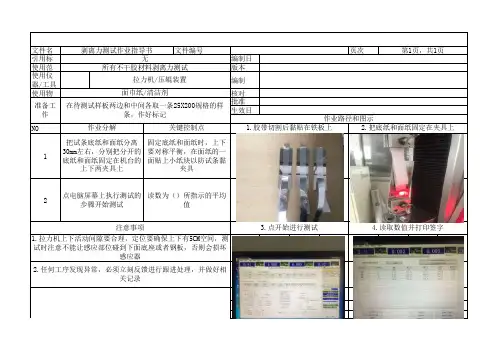
在待测试样板两边和中间各取一条25X200规格的样条,作好标记 3.点开始进行测试 4.读取数值并打印签字
1.拉力机上下活动间隙要合理,定位要确保上下有5CM空间,测
试时注意不能让感应部位碰到下面底座或者钢板,否则会损坏
感应器
2.任何工序发现异常,必须立刻反馈进行跟进处理,并做好相关记录
准备工作
把试条底纸和面纸分离30mm左右,分别把分开的底纸和面纸固定在机台的上下两夹具上固定底纸和面纸时,上下要对称平衡,在面纸的一
面贴上小纸块以防试条黏
夹具
点电脑屏幕上执行测试的步骤开始测试
读数为()所指示的平均值注意事项作业路径和图示作业分解关键控制点 1.胶带切割后黏贴在铁板上 2.把底纸和面纸固定在夹具上
所有不干胶材料剥离力测试拉力机/压辊装置面巾纸/清洁剂剥离力测试作业指导书第1页,共1页无。
1.目的为了让实验室的操作者能规范的使用仪器,保持测试数据的准确性。
2.范围本测试方法适用于单、双面压敏胶粘带与不锈钢板180°剥离强度的测定,也适应于其它材料,如PVC、ABS、PE等。
3.引用标准《压敏胶粘带180°剥离强度试验方法》 GB/T 2792-19984.定义剥离强度 peel strength在规定的剥离条件下,使胶接试样分离时单位宽度所能承受的载荷。
用k N/m 表示。
5.测试时机5.1 每个供应商每月纸类和非纸类各随机抽测1次;5.2 客户对粘性有特殊要求的;5.3 材料出现粘性异常的。
6.试验装置6.1 压辊6.1.1 压辊是用橡胶包覆的直径(不包含橡胶层)约70mm,宽度约45mm的钢轮。
6.1.2 包覆橡胶硬度(邵尔A型)为80°±5°,厚度约6mm。
6.1.3 压辊的质量为2000g±50g。
6.2 试验机本试验机采用卧式结构,用高精度齿轮减速电子调速电动机拖动负载夹头,加载性能平稳。
整机由拖动电机、主机壳、微电脑控制器、微型打印机等组成,测力单元采用高精度力值传感器和以单片机为中央处理器的数字控制系统构成。
6.3 试样6.3.1 胶粘带胶粘带宽度为20mm±1mm和25mm±1mm两种,长度约为200mm。
6.3.2 试验板试验板长度为125mm±1mm,宽度为50 mm±1mm,厚度为1.5 mm-2.0 mm。
6.4 清洗剂和擦拭材料清洗剂为乙醇、汽油、异丙醇、甲苯、环已烷等适用的试剂或没有残留物的工业级以上的溶剂。
擦拭材料为无尘布、无纺布、脱脂纱布、漂布等擦拭时没有短纤维掉落或拉断的柔软的织物,并且不含于上述溶剂的物质。
7.试验条件7.1 除非另有规定,实验室的温度为18℃-27℃,相对湿度为45%R.H-65%R.H;7.2 试样裁取后,连同试验板在实验室环境下放置2H后,方可进行正式测试。

目錄Table of Content目錄Table of Content (1)※修訂履歷History of Document※ (2)1.目的Purpose (3)3.名詞定義Terms Definition (3)4.權責Authority & Duty (3)5.作業流程Operation Flow (3)6.作業內容Operation Description (5)7.參考資料Concerned Documents (12)8.表單Form (12)※修訂履歷History of Document※1.目的Purpose為確保操作者正確使用儀器、延長儀器的使用壽命及精度,特製訂本作業指導書.2.範圍Scope使用國際GB/T 2792-1998測試標準,適用於單、雙面、膠粘帶等材料與不銹鋼板成90°/180°剝離測試,也適用於與其他材料,如PVC、ABS、PE等。
3.名詞定義Terms Definition3.1剝離力: 指物體對另一個表面能的附著力,剝離力越大,物體越難以從另一個物體的表面分離。
3.2 測試鋼板:GB/T 3280-1992不銹鋼冷軋鋼板4.權責Authority & Duty4.1品管部:IQC負責對原材料及承認樣品的粘著性能依本規範進行測試。
5.作業流程Operation Flow6.作業內容Operation Description6.1 開機6.1.1 首先啟動電源,打開測試機、電腦主机、显示屏及打印机。
(電壓:220V)6.2 试验室温度6.2.1 测试前应将试样片(卷),试验板在温度为20-26℃,相对湿度为50-70%RH的条件下放置2小时以上。
6.2.1试验中溫度为20-26℃,相对湿度为50-70%RH。
6.3试样6.3.1在制備試樣前先將材料外层去掉3~5圈,试样宽度为20mm±1mm、25mm±1mm两种(具体依取样材料的规格书为准),长度约为300mm。
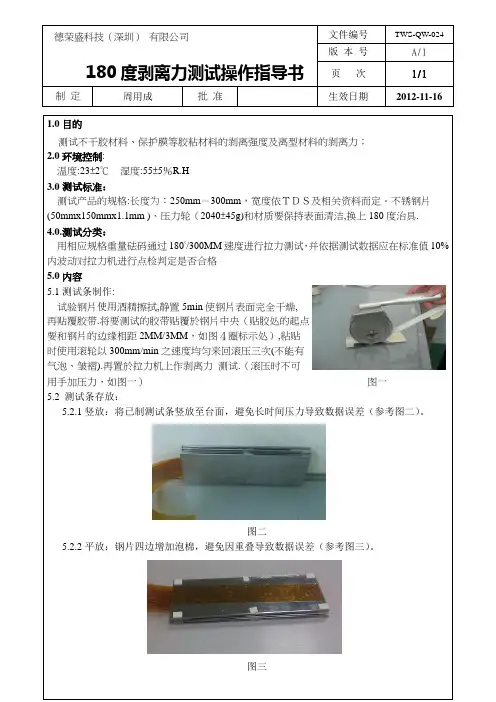
德荣盛科技(深圳)有限公司180度剥离力测试操作指导书文件编号TWS-QW-024版本号A/1页次1/1制定周用成批准生效日期2012-11-161.0目的测试不干胶材料、保护膜等胶粘材料的剥离强度及离型材料的剥离力;2.0环境控制:温度:23±2℃湿度:55±5%R.H3.0测试标准:测试产品的规格:长度为:250mm-300mm,宽度依TDS及相关资料而定。
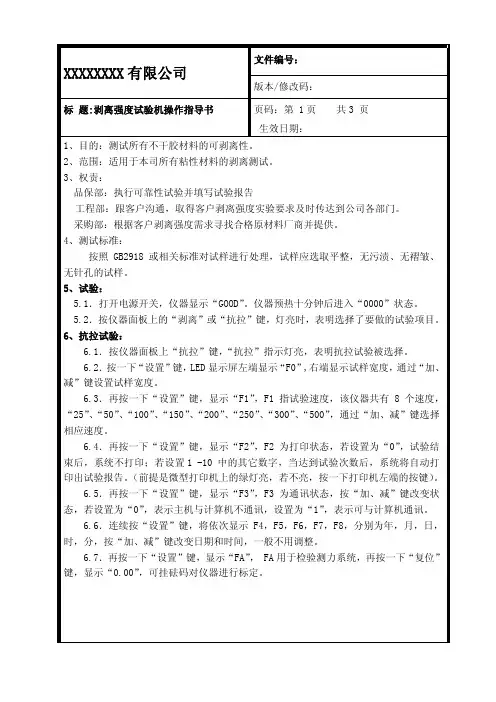
不锈钢片(50mmx150mmx1.1mm )、压力轮(2040±45g)和材质要保持表面清洁,换上180度治具.4.0.测试分类:用相应规格重量砝码通过180°/300MM速度进行拉力测试,并依据测试数据应在标准值10%内波动对拉力机进行点检判定是否合格5.0内容5.1测试条制作:试验钢片使用酒精擦拭,静置5min使钢片表面完全干燥,再贴覆胶带.将要测试的胶带贴覆於钢片中央(贴胶处的起点要和钢片的边缘相距2MM/3MM,如图4圈标示处),粘贴时使用滚轮以300mm/min之速度均匀来回滚压三次(不能有气泡、皱褶).再置於拉力机上作剥离力测试.(滚压时不可用手加压力,如图一)图一5.2 测试条存放:5.2.1竖放:将已制测试条竖放至台面,避免长时间压力导致数据误差(参考图二)。
图二5.2.2平放:钢片四边增加泡棉,避免因重叠导致数据误差(参考图三)。
图三德荣盛科技(深圳)有限公司剥离力测试操作指导书文件编号TWS-QW-024版本号A/0页次2 / 2制定周用成批准生效日期2012-11-165.3放置时间:贴覆完以后,放置实验环境下待10到20mi或者72H(具体时间依TDS及相关资料),5.4测试操作5.4.1使用待测试剥离力材料放置於检测仪器上,将覆贴胶的钢片固定在180度剥离力的治具上,再把胶夹紧在拉力机上位活动夹上进行测试.(如图四)图四5.4.2首先把软件上面的力值、变形、拉直项归零.之后把速度调到300mm/min.进行测试,右图显示是胶的力值变化趋势.(测试片需测试5-10条,取测试数据的平均值作为测量值,如图五)图五5.5 测定值的判定依TDS及相关资料提供的剥离力参考值的范围作标准,在其范围内为OK,否则为NG,若提供的值没有范围只作参考时,我们以参考值为规格值,测定值大于或等于规格值的80%为OK,否则判为NG,NG的值我们仅供客户作参考.供客户是否选用此批胶.5.6设备点检及校验5.6.1每天对设备进行一次点检,用不同重量砝码对机台进行点检,并将实际数据记录至点检记录表中,点检合格后方可进行使用。
XXXXXXXX有限公司版本/修改码:标题:剥离强度试验机操作指导书页码:第1页共3页生效日期:1、目的:测试所有不干胶材料的可剥离性。
2、范围:适用于本司所有粘性材料的剥离测试。
3、权责:品保部:执行可靠性试验并填写试验报告工程部:跟客户沟通,取得客户剥离强度实验要求及时传达到公司各部门。
采购部:根据客户剥离强度需求寻找合格原材料厂商并提供。
4、测试标准:按照GB2918或相关标准对试样进行处理,试样应选取平整,无污渍、无褶皱、无针孔的试样。
5、试验:5.1.打开电源开关,仪器显示“GOOD”。
仪器预热十分钟后进入“0000”状态。
5.2.按仪器面板上的“剥离”或“抗拉”键,灯亮时,表明选择了要做的试验项目。
6、抗拉试验:6.1.按仪器面板上“抗拉”键,“抗拉”指示灯亮,表明抗拉试验被选择。
6.2.按一下“设置”键,LED显示屏左端显示“F0”,右端显示试样宽度,通过“加、减”键设置试样宽度。
6.3.再按一下“设置”键,显示“F1”,F1指试验速度,该仪器共有8个速度,“25”、“50”、“100”、“150”、“200”、“250”、“300”、“500”,通过“加、减”键选择相应速度。
6.4.再按一下“设置”键,显示“F2”,F2为打印状态,若设置为“0”,试验结束后,系统不打印;若设置1-10中的其它数字,当达到试验次数后,系统将自动打印出试验报告。
(前提是微型打印机上的绿灯亮,若不亮,按一下打印机左端的按键)。
6.5.再按一下“设置”键,显示“F3”,F3为通讯状态,按“加、减”键改变状态,若设置为“0”,表示主机与计算机不通讯,设置为“1”,表示可与计算机通讯。
6.6.连续按“设置”键,将依次显示F4,F5,F6,F7,F8,分别为年,月,日,时,分,按“加、减”键改变日期和时间,一般不用调整。
6.7.再按一下“设置”键,显示“FA”,FA用于检验测力系统,再按一下“复位”键,显示“0.00”,可挂砝码对仪器进行标定。
主题:剥离力测试仪操作指引
第 A/0 版
第1页 共2页
编写
日期
审批
日期
1.0 目的:
为了明确剥离力测试仪的测试方法及产品的安装方法,确保载带产品剥离力能满足相关规定和客户要求。
2.0 适用范围:
所有自粘/热熔载带产品
3.0 测量方法: 3.1测量频率:
每日早、中、晚三次对载带包装进行剥离力测试及更换产品时做测试。
3.2测试参数:
剥离角度:165度;剥离长度:300mm;剥离速度:300mm/分钟。
3.3测量步骤:
3.3.1打开电脑双击桌面“testpower ” 图标后进入拉力测试系统画面(图一)
;
图一
3.3.2拉力机台电源开关和拉力计同时接通电源(图二),将被测载带的上盖及下载带分别固定夹紧(图三)
图二 图三
上盖
载带
主题:剥离力测试仪操作指引第A/0 版第2页共2页
3.3.3点击测试画面左上角的“资料设定”弹出“样品资料”(图四),点击所需测试的样品型号,(图五)
图四图五
3.3.4点击测试画面中“测试”标志开始运行测试,测试结束数据自动保存(图六)
图六
3.3.5将测试结果记录于《剥离力测试记录表》。
3.3.6测试完成按“退出”键,退出拉力测试系统。
4.0 剥离力规格:10~100gf , 如有其它技术要求则以其它文件为准。
5.0注意事项:
1.测试前检查各连接是否正常
2.每日对检测仪器表面进行清洁。
3.禁止非专业人员使用。
剥离机作业指导书嗨,各位小伙伴!今天咱们来聊聊剥离机这个神奇的家伙,以及怎么跟它好好“打交道”。
先来说说这剥离机是干啥的吧。
想象一下,有一堆材料,它们就像紧紧黏在一起的好朋友,死活不愿意分开。
这时候剥离机就出马啦,它的任务就是把这些材料干净利落地分开,让它们“各奔东西”。
在操作剥离机之前,咱们得先做好准备工作。
就像运动员上场前要热身一样,咱们也不能马虎。
首先,得确保工作区域干净整洁,没有那些乱七八糟的杂物来捣乱。
然后,检查一下剥离机的各个部件,看看有没有松动的螺丝啊,磨损的零件啥的。
这就好比出门前检查一下自己的鞋子有没有系好鞋带,不然跑起来可要摔跤的哟!我记得有一次,小王急匆匆地就开始操作剥离机,结果忘了检查,机器运行的时候发出了一阵奇怪的响声,把大家都吓了一跳。
还好及时发现,不然可就出大问题啦!所以啊,检查这一步千万不能省。
接下来,就是正式操作啦。
打开电源,这时候剥离机要开始“大展身手”了。
注意调整好速度和力度,可别一下子太猛,不然材料可能会被“伤”到。
就像我们吃饭,得细嚼慢咽,不能狼吞虎咽,不然容易噎着。
在操作过程中,眼睛可别离开机器。
要时刻盯着材料的分离情况,要是发现有不对劲的地方,赶紧按下停止按钮。
比如说,有一次材料卡住了,机器还在拼命运转,幸好小李眼疾手快,及时停了下来,才避免了一场小“灾难”。
操作完成后,先别急着欢呼庆祝。
要关闭电源,清理机器上残留的材料。
这就像我们做完作业要收拾好书包一样,养成好习惯。
而且,还要给机器来个简单的保养,给关键部位加点润滑油,让它能一直保持良好的状态。
总之,操作剥离机可不是一件简单的事儿,需要我们细心、耐心,按照步骤来。
只有这样,才能让剥离机乖乖听话,为我们好好工作。
希望大家都能成为剥离机的“好主人”,让工作顺顺利利的!。
3.2.2贴合完成后使用辊轮以300mm/min的速度在测试样本上来回辊压三次(不许有气泡),完成
后静置20-40min后进行测试(如图二)
3.2.3将测试样本自由对折180度,钢板一端固定在下夹座上,将上移动夹座下移并将样本另一端
测试样本(双面胶/离型膜/纸)夹在上面(如下图)
3.2.4打开电脑中测试软件,先进行设置(标距=100mm测试速度=300mm/min±10宽度=20mm)
厚度=0.15mm控制方案选择“剥离”),完成后设备点击“开始测试”.如下图
3.2.5测试完成后将自动停止及生成测试样本测试结果报表
4.测试完毕后及时退出软件,将电源关闭,并测试用具进行清洁保养,以延长使用寿命并保持测
试精度.
4.1.1长期不使用时需要用防尘罩将设备罩上并切断电源.
注意:为保障测试结果准确性,测试样本需准备三次测试样进行提取数据.
修改履历NO修改日期修改内容修改人批准人1
2
3。
剥离力试验机操作指导书
1.进入软件,打开机器电源开关。
要确保3条接线正常连接。
2.用采样刀将产品进行取样
3.正确夹持好准备好的样品。
4.相关试验条件的检查和设定。
对于初次试验,需检查输入样品的宽度,试验速度,试验项目的
输出,试验行程的设定。
这些设定好以后可无需重复设置。
直接进入第四步试验。
5.操作提示:先点击慢下,让夹持的样品上端下降一点处于一个松弛的状态,然后点击全部清零,
进行测试。
测试完毕自动回位,试验结束。
6.测试完毕得出相应的曲线和数据。
对于剥离测试,需要取段分析,这个段取的是整条曲线中间
平稳的部分,选定好取值范围修改之后并重新分析得出新数据,试验结束。
7.测试报告的保存输出。
直接点击生成报告里面右边报告图标,得出相应报告,保存即可。
附录:
设定方法:
1.宽度的设置:测试常用设置→编辑试样→矩形截面→输入宽度。
2.试验速度设置:方法设置→控制方案→修改速度显示和控制量
3.行程设置:方法设置→控制方案→挂钩输入指定位移
4.试验项目的输出: 方法设置→测试项目→勾选指定项目
5.取值范围的设定:方法设置→测试项目→双击最大(小)剥离力平均值,平均强度等项目,输
入范围值。
注意事项:
1.每次修改之后必须点击保存。
2.设置机器特性和校正标定里面不可修改。
3.注意调节限位开关位置,保证传感器能够得到保护。
4.传感器属于高精度小量程,不可使用大力夹持样品,以免破坏传感器。
剥离强度测试指导书剥离强度测试指导书1 目的测试EV A同钢化玻璃间、EV A同背板间的剥离强度。
2 范围适用于公司光伏镀膜玻璃相关之EV A、背板的剥离强度测试。
3 剥离测试试验过程3.1 试样准备3.2 层压3.2.1 依‘玻璃+EV A+EV A+背板’的顺序进行敷设,并将高温布分别放置于玻璃底部与背板上部,保证玻璃、背板与层压设备隔离不可直接接触,并在背板上作编号或相应的产品型号、生产线号标记。
(见参照图-1)参照图-1 参照图-23.2.2 依制程正常工艺或客户提供的层压工艺参数,对玻璃敷设件进行层压。
层压完成后将试样取出,放置于试验台上冷却,静置至室温状态即可进行剥离强度测试。
3.3 剥离度测试3.3.2.1 将层压后的玻璃件试样中取出放置与平台,用美工刀、钢直尺将玻璃试样层压后的EV A背板划出数条1cm宽的长条状。
(见参照图-2)3.3.3 EV A与钢化玻璃间剥离强度测试3.3.3.1 将EV A及玻璃充分剥离小段距离后,用拉力计一端的夹钳将EV A(含背板)夹紧固定住确保剥离测试时不松脱。
3.3.3.2 将拉力计(量程200N,下同)校正归零,并固定住试样。
用拉力计以接近1cm/s 的速度、180°反向匀速将EV A(含背板)与玻璃拉离。
(见参照图-3)3.3.3.3 测试试样四个拐角及中间位置的剥离强度拉力数据,记录测试数据范围。
参照图-3 参照图-44 注意要点4.4.1 在检测前检查玻璃表面的洁静度。
4.4.2 敷设EV A胶片背板时,应注意玻璃、EV A胶片、背板与玻璃接触面的放置方向。
4.4.3 试验台应平整,无硬质、尖锐物残留,测试用的玻璃、EV A 胶片、背板表面应干净无污染,否则测试结果将不稳定。
5 测试用表【剥离强度交联度测试记录】批准:审核:编制:会签:。
1.目的
为了让实验室的操作者能规范的使用仪器,保持测试数据的准确性。
2.范围
本测试方法适用于单、双面压敏胶粘带与不锈钢板180°剥离强度的测定,也适应于其它材料,如PVC、ABS、PE等。
3.引用标准
《压敏胶粘带180°剥离强度试验方法》 GB/T 2792-1998
4.定义
剥离强度 peel strength
在规定的剥离条件下,使胶接试样分离时单位宽度所能承受的载荷。
用k N/m 表示。
5.测试时机
5.1 每个供应商每月纸类和非纸类各随机抽测1次;
5.2 客户对粘性有特殊要求的;
5.3 材料出现粘性异常的。
6.试验装置
6.1 压辊
6.1.1 压辊是用橡胶包覆的直径(不包含橡胶层)约70mm,宽度约45mm的钢轮。
6.1.2 包覆橡胶硬度(邵尔A型)为80°±5°,厚度约6mm。
6.1.3 压辊的质量为2000g±50g。
6.2 试验机
本试验机采用卧式结构,用高精度齿轮减速电子调速电动机拖动负载夹头,加载性能平稳。
整机由拖动电机、主机壳、微电脑控制器、微型打印机等组成,测力单元采用高精度力值传感器和以单片机为中央处理器的数字控制系统构成。
6.3 试样
6.3.1 胶粘带
胶粘带宽度为20mm±1mm和25mm±1mm两种,长度约为200mm。
6.3.2 试验板
试验板长度为125mm±1mm,宽度为50 mm±1mm,厚度为1.5 mm-2.0 mm。
6.4 清洗剂和擦拭材料
清洗剂为乙醇、汽油、异丙醇、甲苯、环已烷等适用的试剂或没有残留物的工业级以上的溶剂。
擦拭材料为无尘布、无纺布、脱脂纱布、漂布等擦拭时没有短纤维掉落或拉断的柔软的织物,并且不含于上述溶剂的物质。
7.试验条件
7.1 除非另有规定,实验室的温度为18℃-27℃,相对湿度为45%R.H-65%R.H;
7.2 试样裁取后,连同试验板在实验室环境下放置2H后,方可进行正式测试。
8.作业内容
8.1 用擦拭材料沾清洗剂擦洗试验板和加载板,然后再用干净的无尘布将其擦
干,保持工作面的整洁,清洗后不能用手或其它物体接触板的工作面。
8.2 在制备试样前,先撕去外面的3-5层的胶粘带,然后再取长约200mm以上
的胶粘带(胶粘带的粘合面不能接触手或其它物质)。
并把胶粘带与清洗后的试验板粘接。
然后用压辊在自重下以约300mm/min的速度在试样上来回
滚压三次(试样与试验板粘合处不允许有汽泡的存在)。
8.3 试验制备后,应在试验环境下停放20-40min后进行试验。
8.4 将试样自由端对折180°,并从试验板上剥开粘合面25mm。
把试样自由端
和试验板分别装进剥离机的左右夹头中进行180°的剥离测试,并将测得的F1、F2值来取其平均值得出该样的180°剥离力。
8.5 实验操作流程如下:上电—-预热(10分钟)---按“设置”键—-按“F0、
F1、F2…设置宽度、速度、打印等—-按“退出”键退出设置状态—-按“剥
离”选择实验项目—-按“点动”键、或“回位”键、“停止”键调整夹持
距离—-装夹试样—-按“运行”键启动实验—-试样断裂自动停机(或手动
停机)可选择打印(或不打印)---按“回位”键—-按“停止”键—-重复
上述过程,进行下一次实验—-关机。
9.试验结果
9.1 取值范围
按剥开后试样长度的20-80mm之间的距离计算。
9.2 读数法计算
在剥离的取值范围内,每隔20mm读一个数,共读四个数,求其平均值。
每一组试样的个数均要不少于3个,试验结果以剥离强度的算术平均值表示。
9.3 测试结果由测试人员负责填入《材料剥离试验测试报告》中,测试后的样
品处理(留样或报废)则依据实际需要来选择。
10.应用表单
10.1 原材料剥离力测试报告(24530230)。