塑性变形与轧制技术-轧制过程中的横变形-宽展
- 格式:pptx
- 大小:31.69 MB
- 文档页数:25
项目五轧制过程中的横变形———宽展一、教学目标1.掌握宽展的定义。
2.掌握宽展类型及各类的特征。
3.了解宽展的组成。
4.掌握影响宽展的因素,能分析这些因素如何影响宽展。
5.学习计算宽展的经验公式。
6.分析经验公式中包含的影响因素。
7.查找资料做宽展的推算。
二、课时分配本项目共3个任务,安排4课时。
三、教学重点1.轧制过程中的横变形———宽展2.影响宽展的因素。
3.宽展计算的方法。
四、教学难点1.在宽展计算的经验公式中,选择适合的经验公式。
2.影响宽展的因素及影响规律。
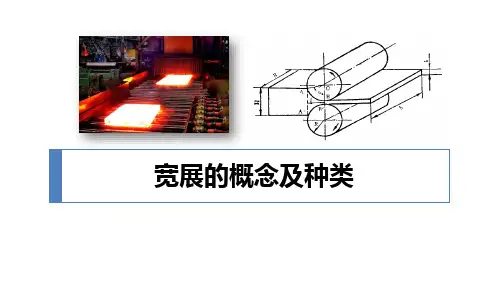
任务一宽展的概念、类型和组成知识储备一、宽展的概念轧件在宽度方向上线尺寸的变化,即绝对宽展,直接称为宽展,用Δb表示。
Δb=b-B式中:B、b———轧制前、后轧件宽度,单位:mm。
二、宽展对实际生产的影响实际型钢轧制生产中,必须克服孔型未充满和过充满的现象,但是由于轧制过程的复杂性,还没有一个能适应多种实际情况下准确计算宽展的理论公式。
一般使用一些经验公式来适应各自的具体情况。
三、宽展种类1.自由宽展2.限制宽展3.强制宽展四、宽展的分布1.双鼓形2.单鼓形3.平直形4.实际意义任务二影响宽展的因素知识储备影响宽展的因素及影响规律1.压下量Δh基本规律:随着压下量的增加,宽展也增加。
2.轧辊直径基本规律:随着轧辊直径增大,宽展量增大。
3.轧件宽度基本规律:轧件宽度增大,即变形区平均宽度增加,横向流动阻力增大,宽展减小。
4.摩擦系数基本规律一般情况(短变形区),宽展随摩擦系数的增大而增大;对长变形区,随摩擦系数的增大,宽展可能保持不变。
5.轧制道次在总压下量相同的条件下,轧制道次越多,总的宽展量越小。
6.后张力基本规律:在后张力作用下,延伸增大,宽展减小,且宽展量随后张力的增大成线性。
7.工具形状工具形状对宽展的影响分为两方面,一方面是指轧制时所用的工具(圆柱形轧辊有利于轧件的延伸)形状不同于其他加工方式;另一方面是指孔型形状的不同对宽展所产生的影响也不同。
轧制过程:靠旋转的轧辊与轧件之间形成的摩擦力将轧件拖进辊缝之间,并使之受到压缩产生塑性变形的过程.几何变形区:轧件承受轧辊作用发生变形的部分称为轧制变形区,即从轧件入轧辊的垂直平面到轧件出轧辊的垂直平面区域,通常又把它称为几何变形区.咬入角:α是指轧件开始轧入轧辊时,轧件和轧辊最先接触点和轧辊中心线所构成的圆心角.接触弧长:轧件与轧辊相接触的圆弧水平投影长度称为接触弧长度,也叫咬入弧长度.最小阻力定律:轧件承受轧辊作用产生塑性变形,压缩下来的金属体积,将优先移向阻力最小的方向.中性角:是决定变形区内金属相对轧辊运动速度的一个参量,是中性面与轧件出口面间圆弧对应的圆心角.γ中性面:轧件变形区存在一截面,轧件的运动速度与该截面对应轧辊线速度水平分量相等,截面为中性面.轧制力矩:轧制压力与上下两辊中心连线垂直距离的乘积.连轧:轧机顺序排列,轧制线上每一机架的秒流量保持相等,轧件同时通过两架或两架以上轧机的轧制方式称为连轧.咬入:依靠回转的轧辊与轧件之间的摩擦力,轧辊将轧件拖入轧辊之间的现象称为咬入.轧制:两个或两个以上的旋转工具间靠摩擦拉入工具间变形.自由宽展:坯料在轧制过程中,被压下的金属体积可以自由展宽的量.强迫宽展:被压下的金属受轧辊孔型凸峰的切展而强制金属沿横向流动,使轧件的宽度增加.限制宽展:坯料在轧制过程中,金属质点横向移动时,除受接触摩擦的影响外,还承受孔型侧壁的限制作用,因而破坏了自由流动条件.异步轧制:两个工作辊线速度不相等的一种轧制方法.异径轧制:在板带材生产中,两工作辊的线速度基本相同而直径与转速相差很大的轧制状态静力矩:轧辊做匀速转动时所需的力矩.动力矩:轧辊做不均速转动时所需的力矩.前滑:在轧制过程中,轧件出口速度Vh大于轧辊在该处的线速度V的现象.后滑:在轧制过程中,轧件进入轧辊的速度VH小于轧辊在该处线速度的水平分量Vcosα的现象.控制冷却:是一种利用余热进行的热处理过程.控制轧制:是严格控制非调质钢材的轧制过程.1斯通平均单位压力公式是建立在平面变形的基础上,假设接触表面为全滑动摩擦,轧件相等于在平板间压缩.2确定平均单位压力的方法归纳为:理论计算法,实测法,经验公式和图表法.3对轧机的驱动电机要进行两方面的校核:温升,过载;当电机达到允许的最大力矩时,要求持续时间在15秒.4连续轧制时,保持连轧机的条件:轧件在轧制线上每一个机架的秒流量维持不变.5存在宽展的条件下,用前滑公式计算的前滑值(如E芬克公式)与实际前滑值比较要大,用前滑的定义公式计算的前滑值与实际的前滑值比较结果是相等.+M m+M k+M d6在不可逆轧制中,电机传动轧辊的力矩组成M=M Zi7在不同的轧制条件下,坯料在轧制中的宽展形式是不同的,宽展可分为:自由宽展,限制宽展,强迫宽展8材料成型的方法:铸造,焊接,爆破成型,离心浇铸,铸造塑性成型的方法:冲压,拉拔,挤压,轧制宽展:在轧制过程中轧件的高度方向承受轧辊压缩作用,压缩下来的体积将按照最小阻力法则沿着纵向及横向移动.沿横向移动的体积所引起的轧件宽度的变化成为宽展.1轧件在孔型轧制时可能有几种宽展?简要说明.自由宽展,限制宽展,强迫宽展.轧制的前几道次为自由宽展,最后一二道次为限制宽展.在某些型钢轧制中存在强迫宽展,如轧制宽扁带钢时采用的切深孔型等.2简单轧制过程:a轧制过程上下轧辊直径相等b转速相同c轧辊无切槽d均为传动辊e无外力或推力f轧辊为刚性体3改善咬入的措施:意义:改善咬入条件是顺利操作增加压下提高生产效率的有效措施.方法:凡是使α降低及β增加的因素均有利于咬入. (1) 降低α:增加轧辊直径D减小压下量△h.实际生产中主要降低△h.根据△h=H-h,降低轧前高度H,提高轧后高度h.方法:a小头进钢或木契形端进钢b外加推力强迫咬入,头部压扁.实际生产中以带有木契形端咬入后利用稳定轧制阶段剩余摩擦力,实现咬入.利用外推力将轧件强制推入轧辊中,外力作用使轧件前段被压扁,相当于木契形外端降低压下量,有利于咬入.(2) 增加β:a改善轧辊或轧件表面状态,以是β提高.初轧粗轧在轧辊刻槽焊点滚花等目的均使f↑β↑.精轧通过立辊高压水除去氧化铁皮等办法改善轧件表面状态,f↑β↑.B合理调节轧制速度,利用稳定轧制条件下的剩余摩擦力,采用低速咬入,告诉轧制.4影响宽展的因素:基本因素:a有接触摩擦和无接触摩擦相比△b lnβ均增大,而lnμ△I减小.B为常数,对lnη一定值△b随L增,而增大,L为常数,对lnη一定值△b随B增,而增大,B/L比增, lnβ降,lnμ升,同理B/L>1. B轧辊形状的影响.工艺因素:a压下量的影响:压下越大宽展越大b轧制道次的影响:轧制道次越多,宽展越小c轧辊直径的影响分:宽展△B是随轧辊直径D的增加而增加的d摩擦系数的影响:宽展是随摩擦系数的增加而增加的.轧辊表面状态的影响:轧辊表面越粗摩擦系数越大宽展越大.轧件化学成分的影响,轧制温度影响,轧制速度的影响,轧辊化学成分的影响.e轧件宽度异步轧制的优点:轧制压力低,轧薄能力强,轧制精度高,适宜轧制难变形金属及极薄带材.实现异步轧制过程的两种方法:两个工作辊辊径相同,转速不同;两个工作辊转速相同,辊径不同咬入与稳定轧制条件比较:极限咬入:α=β;极限稳定:αy=Kx βy轧制过程如何咬入:与咬入条件直接有关的是轧辊对轧件的作用力.在没有附加外力的作用下,为实现自然咬入必须是咬入力大于咬入阻力.当摩擦角大于咬入角时才能开始自然咬入.2写出影响单位压力因素,表示平均单位压力的一般表达式,并说明各因素意义?P ̅=n σσφ=n β×n σ′×n σ′′×n σ′′′×n T ×n ϵ×n u ×σs (n T ,n ϵ,n u —考虑温度,变形程度和变形速度对轧件机械性能影响的系数σs —普通静态机械实验条件下的金属屈服极限 .n β—轧件宽度影响应力状态的系数.n σ′,n σ′′,n σ′′′—考虑外摩擦,外端,张力影响的系数 )3通过对简单轧制条件下轧件及轧辊在变形区速度的分析,说明轧件在变形区存在前后滑区的原因,简要说明研究轧件及轧辊在变形区速度的实际意义.前滑区:轧件运动速度大于轧辊线速度水平分量,出口处达到最大,金属相对轧辊表面向前滑动.后滑区:轧件运动速度小于轧辊线速度水平分量,轧件入口处有最小值,金属相对轧辊表面向后滑动.前滑值:轧件初口速度Vh 与对应点的轧辊圆周速度的线速度之差与轧辊圆周速度的线速度之比值.Sh=(Vh-V)/V*100% 后滑值:轧件入口端面轧件的速度与轧辊在该点处圆周速度的水平分量之差同轧辊圆周速度的水平分量之比值. SH=(Vcos α-VH)/ Vcos α*100%搓轧区:当异步轧制时,慢速辊侧的中性点向变形区入口侧移动,快速辊侧中性点向变形区出口侧移动,当慢速辊中性点移至入口处,快速辊侧中性点移至出口处时,使变形区内上下表面的摩擦力反向相反,形成了所谓的搓轧区,此状态叫全异步轧制 径向力N,切向力T.Nx 与Tx 作用在水平方向上,Nx 与轧件运动方向相反,阻止轧件进入轧辊辊缝中, Tx 与轧件运动方向相同,力图将轧件咬住轧辊辊缝中。
一、课程性质和任务本课程为材料成型专业的一门专业课。
通过本课程的学习,使学生基本掌握塑性变形的基础知识,对塑性变形的基本概念,基本定律有全面的了解和认识。
在此基础之上,深入学习轧制理论,全面掌握有关轧制方面的知识。
二、教学基本要求本课程以塑性变形为基础,以轧制理论为重点。
通过本课程的学习应该达到如下基本要求:(1)掌握塑性变形的力学基础,基本定律等基本概念。
(2)了解金属在塑性加工中的组织性能的变化。
(3)了解金属塑性加工中摩擦与润滑的关系,金属塑性变形与变形抗力的关系,金属塑性变形时应力和应变的不均匀性及其影响。
(4)掌握轧制有关的基本问题。
(5)掌握轧制中的咬入,宽展(横变形),前滑与后滑,金属对轧辊的作用力,轧制力矩及功率,轧制时的弹塑性曲线,连轧的基本理论等。
三、教学内容第一章绪论教学目标:1.金属压力加工的概念,主要方法及其发展和作用。
2.金属压力加工在国民经济中的作用及其发展。
教学重点与难点:金属压力加工的概念及主要方法。
第二章塑性变形的力学基础教学目标:1.塑性加工时所受的力,内力应力和应力集中。
2,变形的概念和分类。
3,应力状态及应力图示,变形图示。
教学重点与难点:应力状态及应力图示,变形图示。
第三章金属在塑性加工变形中组织性能的改变教学目标:1.冷加工变形中组织性能的变化。
2.热加工对组织与性能的影响。
3.控轧控冷。
教学重点与难点:控轧控冷。
第四章塑性变形的基本定律教学目标:1.体积不变定律及应用,最小阻力定律及应用。
2,弹塑性共存定律。
3,极限状态理论。
教学重点与难点:体积不变定律及应用,最小阻力定律及应用,弹塑性共存定律。
第五章金属塑性加工中的摩擦与润滑教学目标:2.摩擦理论。
3.外摩擦的影响与特征,影响为摩擦的因数。
3,轧制时的摩擦系数。
教学重点与难点:轧制时的摩擦系数。
第六章金属的塑性与变形抗力教学目标:1.金属塑性的概念。
2.影响塑性的因数及提高塑性的方法。
3.变形抗力。