锡膏回温操作规范
- 格式:doc
- 大小:105.50 KB
- 文档页数:4
固晶錫膏回流溫度-回复固晶锡膏回流温度是指在电子设备制造过程中,将固晶锡膏涂覆在电路板(PCB)表面的焊接区域,并在一定温度条件下进行回流焊接,使锡膏热熔并与电路板上的元件实现焊接固化。
本文将从固晶锡膏的组成、回流焊接原理、温度选择以及影响回流温度的因素等方面进行详细阐述。
一、固晶锡膏的组成固晶锡膏由三个主要成分组成:金属锡粉、焊接助剂和有机溶剂。
其中,金属锡粉是固晶锡膏的主要成分,用于实现焊接连接;焊接助剂是为了改善焊接质量和性能而添加的一些物质,例如增湿剂、抑制剂等;有机溶剂则是为了使固晶锡膏具有适合涂布和流动的性质。
二、回流焊接原理回流焊接是一种常用的电子设备表面贴装技术,其中固晶锡膏的回流过程是焊接操作的关键步骤。
回流焊接通过控制加热温度和时间,使固晶锡膏在焊接区域形成良好的焊点,实现电路板与元件的可靠连接。
回流焊接过程中,当加热源升温至一定温度(即回流温度)时,固晶锡膏中的有机成分开始挥发,逐渐蒸发出去,此时焊接助剂的作用是加速有机成分的挥发和除去,然后金属锡粉开始融化,并与焊接点上的金属表面发生化学反应和扩散,最终形成一个坚固的焊点。
因此,回流温度的选择对焊接质量和性能至关重要。
三、回流温度选择回流温度的选择需要综合考虑多个因素,包括固晶锡膏的成分、元件的特性以及电路板的耐热性等。
一般来说,回流温度的范围为180C至260C,但并非所有的固晶锡膏都适用于所有温度范围。
首先,固晶锡膏的厂商会提供回流焊接的建议温度范围。
这些建议温度根据锡膏的成分和性能进行确定,通常是在一定的工艺条件下经过实验评估得出的。
其次,回流温度还需要根据元件的特性进行选择。
一般来说,温度越高,焊接质量可能越好,但有些元件对高温敏感,容易受损,因此在选择回流温度时需要谨慎考虑。
此外,电路板的材料和结构也会影响回流温度的选择。
一些特殊材料或结构较复杂的电路板可能需要更严格的温度控制,以避免因高温而引起的变形、热应力等问题。
锡膏储存与使用规范(V1.0)1、目的本规范规定了焊膏的妥善存储及正确使用方法。
避免在存储及使用过程中,由于操作不当破坏焊膏的原有特性,给生产带来不良影响。
2、范围本规范适用于四川****数码科技有限责任公司回流焊接工艺使用的所有焊膏。
3、术语和定义焊膏:由粉末状焊粉合金、助焊剂和一些起粘性作用及其他作用的添加剂混合制成具有一定粘度和良好触变性的膏状焊料。
4、储存和使用4.1 锡膏的品牌和型号除非生产和工艺的特殊需求,生产线上使用的焊膏的品牌和型号必须经过工艺、品质部门的认证并纳入合格分供方名录,我司为无铅环保制程,所以所有锡膏均符合RoHS、REACH和无卤,使用的是上海华庆公司生产的高温、中温和低温焊膏。
4.2锡膏购进锡膏购进时,要贴上关键辅料管控的标签以区分不同批次并进行管控,保证“先进先出”的实施。
贴关键辅料管控的标签由仓储管理员负责实施,在检验合格入库时进行,仓储主管负责监督标签填写情况。
4.3锡膏储存未开封的焊膏长时间不使用时,应置于冰箱存储,冷藏温度应在焊膏生产商推荐的温度值之间(华庆公司生产的焊膏存储温度:3摄氏度到8摄氏度之间)。
锡膏保存温度必须每个工作日由仓储保管员确认记录一次,数据记在其专用的表格《关键辅料储存温度记录表》内,工艺部负责人确认后交回库房存档管理,保存期至少1-3个月。
4.4 未开封、已回温的锡膏未开封、已回温的锡膏在室温条件下放置,在未来24小时内都不打算使用时,应重新放回冷藏室储存。
同一瓶锡膏的回温次数不要超过两次,超过两次反馈给工艺技术员处理。
4.5 已开封锡膏开封后未用完的锡膏,应盖上内盖。
内盖一直推到紧贴锡膏表面,挤出里面的空气,再拧紧外盖。
经上述处理的锡膏可在生产现场的环境下存放,开封后的锡膏原则上在24小时内用完,超过24小时让工艺技术员判定是否可继续使用。
4.6分瓶存贮未印刷过的焊膏和已印刷过的焊膏不能混装,应分瓶存贮,同时在管控标签上备注清楚。
锡膏回温时间标准
1.保存方法
锡膏的保管要控制在1-10的环境下;锡膏的使用期限为6个月(未开封);不可放置于阳光照射处。
2.使用方法(开封前)
开封前须将锡膏温度回升到使用环境温度上(25±2),回温时间约3-4小时,并禁止使用其他加热器使其温度瞬间上升的做法;回温后须充分搅拌,使用搅拌机的搅拌时间为1-3分钟,视搅拌机机种而定。
3.使用方法(开封后)
1)将锡膏约2/3的量添加于钢网上,尽量保持以不超过1罐的量于钢网上。
2)视生产速度,以少量多次的添加方式补足钢网上的锡膏量,以维持锡膏的品质。
3)当天未使用完的锡膏,不可与尚未使用的锡膏共同放置,应另外存放在别的容器之中。
锡膏开封后在室温下建议24小时内用完。
4)隔天使用时应先行使用新开封的锡膏,并将前一天未使用完的锡膏与新锡膏以1:2的比例搅拌混合,并以少量多次的方式添加使用。
5)锡膏印刷在基板后,建议于4-6小时内放置零件进入回焊炉完成着装。
6)换线超过1小时以上,请于换线前将锡膏从钢板上刮起收入锡膏罐内封盖。
7)锡膏连续印刷24小时后,由于空气粉尘等污染,为确保产品品质,
请按照“步骤4)”的方法。
8)为确保印刷品质建议每4小时将钢板双面的开口以人工方式进行擦拭。
9)室内温度请控制与22-28,湿度RH30-60%为最好的作业环境。
10)欲擦拭印刷错误的基板,建议使用工业酒精或工业清洗剂。
锡膏储存与使用规范1、目的本规范规定了焊膏的妥善存储及正确使用方法.避免在存储及使用过程中,由于操作不当破坏焊膏的原有特性,给生产带来不良影响.2、范围本规范适用于四川数码科技有限责任公司回流焊接工艺使用的所有焊膏.3、术语和定义焊膏:由粉末状焊粉合金、助焊剂和一些起粘性作用及其他作用的添加剂混合制成具有一定粘度和良好触变性的膏状焊料.4、储存和使用锡膏的品牌和型号除非生产和工艺的特殊需求,生产线上使用的焊膏的品牌和型号必须经过工艺、品质部门的认证并纳入合格分供方名录,我司为无铅环保制程,所以所有锡膏均符合RoHS、REACH和无卤,使用的是上海华庆公司生产的高温、中温和低温焊膏.锡膏购进锡膏购进时,要贴上关键辅料管控的标签以区分不同批次并进行管控,保证“先进先出”的实施.贴关键辅料管控的标签由仓储管理员负责实施,在检验合格入库时进行,仓储主管负责监督标签填写情况.锡膏储存未开封的焊膏长时间不使用时,应置于冰箱存储,冷藏温度应在焊膏生产商推荐的温度值之间华庆公司生产的焊膏存储温度:3摄氏度到8摄氏度之间.锡膏保存温度必须每个工作日由仓储保管员确认记录一次,数据记在其专用的表格关键辅料储存温度记录表内,工艺部负责人确认后交回库房存档管理,保存期至少1-3个月.未开封、已回温的锡膏未开封、已回温的锡膏在室温条件下放置,在未来24小时内都不打算使用时,应重新放回冷藏室储存.同一瓶锡膏的回温次数不要超过两次,超过两次反馈给工艺技术员处理.已开封锡膏开封后未用完的锡膏,应盖上内盖.内盖一直推到紧贴锡膏表面,挤出里面的空气,再拧紧外盖.经上述处理的锡膏可在生产现场的环境下存放,开封后的锡膏原则上在24小时内用完,超过24小时让工艺技术员判定是否可继续使用.分瓶存贮未印刷过的焊膏和已印刷过的焊膏不能混装,应分瓶存贮,同时在管控标签上备注清楚.5、使用品牌、型号及使用工序目标产品类品牌:上海华庆型号:A.高温:LF-200P用于玻纤板贴片B.中温:LF-200P-1705 用于纸基板贴片;LF-200TH-1705用于插件和围框焊接C.低温:TQ01SBA351用于纸基板插件、围框焊接和锌合金F头固定;SnBi58Ag04低耐温F头双工器装配使用期限焊膏使用遵循“先进先用”的原则.在焊膏的有效期内使用,不允许使用过期的焊膏.印刷环境要求锡膏使用时,车间环境温度应控制在18℃~28℃,环境相对湿度应控制在40%~80%,超出此范围报告工艺技术员处理.使用前的准备5.4.1回温和放置时间锡膏使用前,必须先从冰箱中取出放在室温下回温4小时以上,才可打开使用.回温时不应打开封口.取用时间记录在其关键辅料管控的标签上,班组操作工负责填写,工艺人员负责监督考评.5.4.2 使用前检验先使用用过的锡膏、生产日期较早的的锡膏;班组设置“锡膏解冻区”,放置解冻锡膏,要保证每条线有一瓶锡膏在解冻待用,并将取出时间登记在随瓶管控标签上;班组设置“锡膏待用区”,放置已经回温待开封锡膏.产线退回待用的锡膏,生产线优先使用此部分锡膏;打开锡膏瓶盖后,观察锡膏外观,发现结块和干皮现象,反馈给工艺技术员处理.用过的锡膏回收待下次用时,不能与未用过的锡膏混装,应另用一个空瓶单独装.5.4.2 使用前搅拌每次加锡膏前,都要将锡膏搅拌均匀才可以使用,手工搅拌速度2-3秒1转,顺同一个方向持续时间2分钟~5分钟,使其成流状物.印刷5.5.1 锡膏的添加5.5.1.1 正常添加添加焊膏时应采用“少量多次”的办法,避免焊膏氧化和粘着性的改变.印刷完一定数量的印制板后添加焊膏,量的多少以刮刀运动锡膏滚动时的锡膏柱维持在直径约10mm.5.5.1.2 前一天钢网上回收焊膏的添加前一天钢网上回收的焊膏应同新开封的焊膏混合添加使用新/旧焊膏的混合比例为4:1—3:1.5.5.2 多种焊膏的使用不同的焊膏绝对不能混用,更换不同型号的焊膏时,应彻底清洗钢网/刮刀或点膏筒.5.5.3 锡膏印刷控制5.5.3.1 生产前准备钢网模板时,操作员要检查取出印刷钢网模板的名称和版本与生产的产品是否对应可查生产作业计划表,发现问题即时向班组长或工艺技术员反馈.5.5.3.2 检查印刷网板有无异物堵塞、变形等.5.5.3.3 检查刮刀有无异常磨损.5.5.3.4 印刷了锡膏的前3块板,操作员目视检查有无漏印、少锡、连锡等缺陷,钢网上的印刷范围应是干净的,不能有明显的锡膏层覆盖其上;如果达不到要求,要采取纠正措施,并在解决问题后,做3块板跟踪确认首件.转入正式连续生产后,操作员每隔20分钟至少应抽检1块板检查内容同上,并填写首件记录数据.5.5.3.5 每隔10分钟对钢网上刮刀两边的锡膏进行处理,用搅刀把两边的锡膏刮回钢网中间.不印刷时,锡膏在钢网上停留时间不超过30分钟.若超过,必须将锡膏收回重新搅拌,特别应注意的是要用牙刷沾酒精清洗钢网开口清洗时用牙刷的毛刷顺着开口方向刷洗,严禁用牙刷的杆体部分接触钢网,特别是IC开口部分,防止堵孔或造成印刷残缺.5.5.3.6 印刷了锡膏的板,1小时内要求进行贴片或插件,超过时间要清洗或反馈工艺技术员处理.5.5.3.7 印刷了锡膏的板,不准斜放在托盘或其它地方.5.5.3.8 印刷了锡膏的板不符合质量要求或超过1小时没有贴片需要清洗时,用无尘纸沾酒精清洗干净表面,不允许有任何锡膏残留.5.5.3.9 PCB板从印刷了锡膏开始到完成该面回流焊接,要求2小时内完成,超过时间必须报告工艺人员确认与处理.5.5.4 剩余锡膏处理剩余的锡膏要盖上内盖,内盖下推接触到锡膏面,挤出内盖和锡膏间空气,然后拧紧外盖.回收到瓶中的锡膏,经工艺技术员确认在8小时内使用可在常温下存放;若8小时内不能确认使用必须放回冰箱冷藏.暂不使用的锡膏不能留在现场,以免混淆.5.5.5 清洗网板不用时,要放在专用网板柜内,现场只能有一幅网板.网板用过后,先用抹布沾酒精清洗干净表面,再用牙刷沾酒精清洗钢网开口清洗时用牙刷的毛刷顺着开口方向刷洗,严禁用牙刷的杆体部分接触钢网,特别是IC开口部分,以彻底清除钢网开口内壁残留锡膏重点是IC引脚开口内壁,最后用无纤维布对钢网两面同时擦洗,擦洗完检查无误后立即放回对应的钢网位中.回流焊温度要求回流焊温度曲线应参考焊膏生产厂商推荐的温度曲线.对于各种型号焊膏,其熔点液相线以上的时间应在60秒到90秒.使用记录每条产线使用焊膏时必须要填写贴在锡膏外壳上的关键辅料管控标签,记录使用人、从冰箱取出焊膏的时间、开封时间、搅拌时间及过程责任人签名.如果由于焊膏质量引起产品质量问题,由IPQC记录日期、班次、产生问题的时间、班组、现场工艺技术员姓名、焊膏型号、批号、使用人、从冰箱取出焊膏的时间、开封时间、工厂温度和湿度、工单号、PCB型号和版本号、钢网型号和厚度、印刷机参数、回流焊温度参数和曲线.并将此记录填入不合格纠正预防验证单中,启动不合格纠正预防验证单流程.操作员每天必须做日常保养并作记录,工程组设备技术人员定期保养印刷设备并做记录.6. 焊膏的报废开封未冷藏未密封超过24小时后的焊膏不可再用,在工艺技术员确认后作报废处理.表面有干结的焊膏不可使用,在工艺技术员确认后作报废处理.如果是开封时表面就有干结的焊膏,应作退货处理,IQC投诉供应商.过期的焊膏不可再用,在工艺技术员确认后作报废处理.每日从钢网上清理收集的焊膏若一直未用且未冷藏累计超过3天时间,在工艺技术员确认后作报废处理.7.废弃物处理沾有焊膏的手套、布、纸和用完焊膏的瓶子要扔入指定专用的化学废品箱中,严禁乱扔,后勤将定期对化学废品箱进行专项处理.8.注意事项使用焊膏时操作员一定要戴上手套,锡膏不要触及皮肤及眼睛.如果触及到皮肤时,必须用酒精擦洗,然后用肥皂和清水清洗特别是在用餐之前,一定要洗掉手上粘有的焊膏;如果焊膏接触到眼睛,必须立刻用温水冲洗20分钟,并给予适当的治疗.9.防火措施焊膏可能会有燃烧溶剂,当接触火源时可能会着火.使用和存储时应避开火源.如果一旦着火,应立即使用二氧化碳和干粉灭火器灭火.工程品质部 2018-01。
低温锡膏控制润湿的方法
低温锡膏控制润湿的方法主要包括以下几点:
1. 选取合适的锡膏:根据产品及工艺的要求选择相应的合金成份、锡粉大小及金属含量。
对于一般锡铅系焊接体系,建议选择Sn63/Pb37或
Sn62/Pb36/Ag2(焊接含银电极)合金成份。
2. 回温:锡膏通常需要冷藏,冷藏温度为5-10℃。
从冷箱中取出锡膏时,需先经“回温”才能打开瓶盖使用。
回温方式是在室温中自然解冻,回温时间为4小时左右。
注意未经过充足的“回温”,不要打开瓶盖,且不要用加热的方式缩短“回温”时间。
3. 搅拌:在锡膏回温后,于使用前要充分搅拌。
搅拌方式可以是手工搅拌或机器搅拌,手工搅拌时间为4分钟左右,机器搅拌时间为1-3分钟。
4. 开盖时间要尽量短:开盖取出够用的焊锡膏后,应立即将内盖盖好。
不要频繁地开盖或始终将盖子敞开着。
5. 盖好盖子:取出焊锡膏后,将内盖立即盖好,用力下压,挤出盖子与焊锡膏之间的全部空气,使内盖与焊锡膏紧密接触。
确信内盖压紧后,再拧上外面的大盖。
6. 已取出的多余焊锡膏的处理:全部印刷完毕后,剩余的焊膏应尽快回收到一个专门的回收瓶内,与空气隔绝保存。
不要将剩余焊锡膏放回未使用的焊膏瓶内。
7. 出现问题的处理:若已出现焊膏表面结皮、变硬时,千万不要搅拌!务必将硬皮、硬块除掉,剩下的焊锡膏在正式使用前要作一下试验,看试用效果如何,若不行,就只能报废了。
通过遵循以上步骤,可以更好地控制低温锡膏的润湿性,提高焊接质量。
莫思特/卓耐普有限公司
锡膏使用管理规范
1、目的:
为满足客户要求,提高生产效率,降低生产不良,规范锡膏储存及使用。
2、适用范围:
莫思特/卓耐普有限公司SMT车间。
3、使用注意事项:
1).储存温度: 建议在冰箱内储存温度为2℃-10℃,请勿低于0℃。
2).出库原则:必须遵循先进先出的原则,切勿造成锡膏在冷柜存放时间过长。
3).解冻要求:从冷柜取出锡膏后自然解冻至少4个小时,解冻时不能打开瓶盖。
4).生产环境:建议车间温度为25±2℃,相对湿度在45%-65%RH的条件下使用。
5).搅拌控制:取已解冻好的锡膏进行搅拌,机器搅拌时间控制约3分钟(视搅
拌机转速而定),手工搅拌约5分钟,以搅拌刀提起锡膏缓慢流下为准
6).使用过的旧锡膏:开盖后的锡膏建议在12小时内用完,如需保存,请用干净
的空瓶子来装,然后再密封放回冷柜保存。
7).放在钢网上的膏量:第一次放在钢网上的锡膏量,以印刷滚动时不要超过刮
刀高度的1/2为宜,做到勤观察、勤加次数少加量。
8).印刷暂停时:如印刷作业需暂停超过90分钟时,最好把钢网上的锡膏收在瓶
子里,以免变干造成浪费。
9).贴片后时间控制:贴片后的PCB板要尽快过回流炉,
最长时间不要超过12个小时。
拟制:彭永佳核准:审批:
附:锡膏回温开开封时间表。
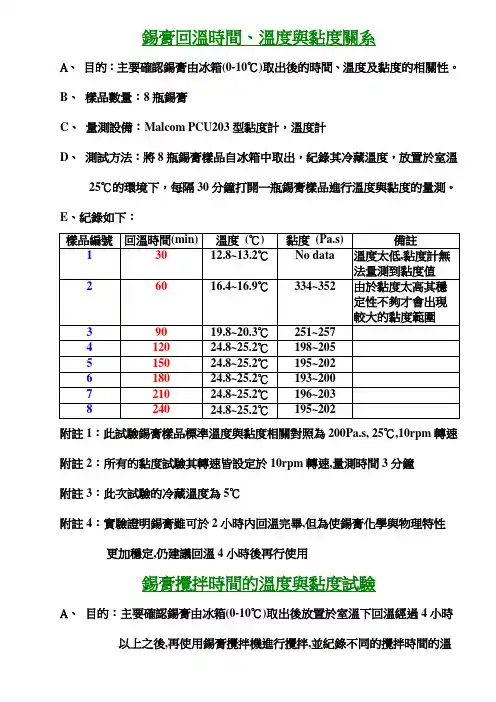
錫膏回溫時間、溫度與黏度關系
A、目的:主要確認錫膏由冰箱(0-10℃)取出後的時間、溫度及黏度的相關性。
B、樣品數量:8瓶錫膏
C、量測設備:Malcom PCU203型黏度計,溫度計
D、測試方法:將8瓶錫膏樣品自冰箱中取出,紀錄其冷藏溫度,放置於室溫
25℃的環境下,每隔30分鐘打開一瓶錫膏樣品進行溫度與黏度的量測。
E、紀錄如下:
附註1:此試驗錫膏樣品標準溫度與黏度相關對照為200Pa.s, 25℃,10rpm轉速附註2:所有的黏度試驗其轉速皆設定於10rpm轉速,量測時間3分鐘
附註3:此次試驗的冷藏溫度為5℃
附註4:實驗證明錫膏雖可於2小時內回溫完畢,但為使錫膏化學與物理特性更加穩定,仍建議回溫4小時後再行使用
錫膏攪拌時間的溫度與黏度試驗
A、目的:主要確認錫膏由冰箱(0-10℃)取出後放置於室溫下回溫經過4小時
以上之後,再使用錫膏攪拌機進行攪拌,並紀錄不同的攪拌時間的溫
度及黏度的相關性。
B、樣品數量:5瓶錫膏
C、量測設備:Malcom PCU203型黏度計,德佳攪拌機,溫度計
D、測試方法:將5瓶錫膏樣品自冰箱中取出,放置於室溫25℃的環境下四個
小時以上,將每一罐錫膏進行不同攪拌時間後的溫度與黏度的量測。
E、紀錄如下:
標準值:200±30 (Pa.s)
以上黏度值為攪拌完成後馬上進行黏度的測試以及放置室溫一小時後再進行量測的數值。
使用手册1、选取本公司系列锡膏客户可根据自身产品及工艺的要求选择相应的合金成份、锡粉大小及金属含量(查看下一页的合金含量表),对于一般锡铅系焊接体系我们建议选择Sn63/Pb37或Sn62/Pb36/Ag2(焊接含银电极)合金成份。
2、使用前的准备(1)“回温”锡膏通常要用冰箱冷,冷藏温度为5-10℃为佳。
故从冷箱中取出锡膏时,需先经“回温”才能打开瓶盖使用。
回温方式:不开启瓶盖的前提下,放置于室温中自然解冻;回温时间:4小时左右注意:①末经充足的“回温”,千万不要打开瓶盖;②不要用加热的方式缩短“回温”时间。
(2)搅拌锡膏在“回温”后,于使用前要充分搅拌。
搅拌方式:手工搅拌或机器搅拌均可;搅拌时间:手工:4分钟左右机器:1-3分钟;(适当的搅拌时间因搅拌方式、装置及环境温度等因素而不同,应在事前多做试验来确定)3、印刷(1)印刷方式人工印刷或使用半自动和自动印刷机均可.(2)钢网印刷作业条件ES系列锡膏为非亲水性产品,对温度不敏感,可以在较高的温温度为80%)条件下仍能使用。
以下是我们认为比较理想的印刷作业条件。
针对某些特殊的工艺要求作相4、刷后的停留时间锡膏印刷后,应尽快完成元器件的贴装,并过炉完成焊接,以免因搁置太久导致锡膏表面变干,影响元件贴装及焊接效果,一般建议时间不超过12小时。
5、回焊温度曲线(以Sn63/Pb37为例)以下是我们建议的热风回流焊工艺采用的温度曲线,可经用作回焊炉温度设定的参考。
该温度曲线可有效减少锡膏的垂流性必以及锡球的发生,对绝大多数的产品和工艺条件均适用。
温度(0℃)250200150100500 30 60 90 120 150 180 210 240 270 300 330 360A、预热区要求:升温速率为1.0-3.0℃/秒;B、浸濡区(加热通道的)要求:温度时间:升温速度:C、回焊区要求:最高温度:时间:D、冷却区要求:降温速率小于4,冷却终止温度最好不高于75备注:1、对于Sn62/Pb36/Ag2合金锡膏的温度,曲线与上述相似;2、上述温度曲线是指焊点处的实际温度,而非回焊炉的设定加热温度(不同)3、上述回焊温度曲线仅供参考,可作为使用者寻找在不同制程应用之最优曲线的基础。
昇貿科技股份有限公司台北縣淡水鎮埤島里51-6號Tel:(02)2621-7627 Fax:(02)2622-7326 E-mail: solder@錫膏的保存與使用方法(Solder Paste Preserve and Use Method)11/15/2001一、保存方法(1)、錫膏的保管要控制在0-10℃的環境下。
(2)、錫膏使用期限為6個月(未開封)。
(3)、不可放置於陽光照射處。
二、使用方法(開封前)(1)、開封前須將錫膏溫度回升到使用環境溫度上(25 ±2℃),回溫時間約為3-4小時,並禁止使用其他加熱器使其溫度瞬間上升的做法。
(2)、回溫後須充分攪拌,使用攪拌機的攪拌時間約為1~3分鐘,視攪拌機機種而定。
三、使用方法(開封後)(1)、將錫膏約2/3的量添加於鋼板上,盡量保持以不超過1罐的錫膏量於鋼板上。
(2)、視生產速度,以少量多次的添加方式補足鋼板上的錫膏量、以維持錫膏的品質。
(3)、當天未使用完的錫膏,不可與尚未使用的錫膏共同置放,應另外存放在別的容器之中。
(4)、隔天使用時應先行使用新開封的錫膏,並將前一天未使用完的錫膏,與新錫膏以1:2的比例攪拌混合,並以多次少量的方式添加使用。
(5)、錫膏印刷在基板後,建議於4~6小時內置放零件進入迴銲爐完成著裝。
(6)、換線超過一小時以上,請於換線前將錫膏從鋼板上刮起收入錫膏罐內封蓋。
(7)、錫膏連續印刷24小時後,由於空氣粉塵等污染,為確保產品品質,請按照步驟(4)的方法。
(8)、為確保印刷品質,建議每四小時將鋼板雙面的開口以人工方式進行擦拭。
(9)、室內溫度請控制於22-28℃,濕度RH30~60%為最好的作業環境。
(10)、欲擦拭印刷錯誤的基板,建議使用乙醇、IPA或去漬油。
昇貿科技股份有限公司SHEN MAO TECHNOLOGY Co., Ltd.Inspector QC Manager。
焊锡膏的正确使用方法是什么焊锡膏是由焊锡粉、助焊剂以及其它的表面活性剂、触变剂等加以混合,形成的膏状混合物。
我们焊锡电器的时候就会用到它。
以下是由小编整理的关于焊锡膏的用法的内容,提供给大家参考和了解!焊锡膏的用法使用方法(开封前)开封前须将锡膏温度回升到使用环境温度上(25±2℃),回温时间约3-4小时,并禁止使用其他加热器使其温度瞬间上升的做法;回温后须充分搅拌,使用搅拌机的搅拌时间为1-3分钟,视搅拌机机种而定。
使用方法(开封后)1)将锡膏约2/3的量添加于钢网上,尽量保持以不超过1罐的量于钢网上。
2)视生产速度,以少量多次的添加方式补足钢网上的锡膏量,以维持锡膏的品质。
3)当天未使用完的锡膏,不可与尚未使用的锡膏共同放置,应另外存放在别的容器之中。
锡膏开封后在室温下建议24小时内用完。
4)隔天使用时应先行使用新开封的锡膏,并将前一天未使用完的锡膏与新锡膏以1:2的比例搅拌混合,并以少量多次的方式添加使用。
5)锡膏印刷在基板后,建议于4-6小时内放置零件进入回焊炉完成着装。
6)换线超过1小时以上,请于换线前将锡膏从钢板上刮起收入锡膏罐内封盖。
7)锡膏连续印刷24小时后,由于空气粉尘等污染,为确保产品品质,请按照“步骤4)”的方法。
8)为确保印刷品质建议每4小时将钢板双面的开口以人工方式进行擦拭。
9)室内温度请控制与22-28℃,湿度RH30-60%为最好的作业环境。
10)欲擦拭印刷错误的基板,建议使用工业酒精或工业清洗剂焊锡膏的成份作用焊锡膏,主要由助焊剂和焊料粉组成(FLUX &SOLDER POWDER)(一)、助焊剂的主要成份及其作用:A、活化剂(ACTIVATION):该成份主要起到去除PCB铜膜焊盘表层及零件焊接部位的氧化物质的作用,同时具有降低锡、铅表面张力的功效;B、触变剂(THIXOTROPIC) :该成份主要是调节焊锡膏的粘度以及印刷性能,起到在印刷中防止出现拖尾、粘连等现象的作用;C、树脂(RESINS):该成份主要起到加大锡膏粘附性,而且有保护和防止焊后PCB再度氧化的作用;该项成分对零件固定起到很重要的作用;D、溶剂(SOLVENT):该成份是焊剂组份的溶剂,在锡膏的搅拌过程中起调节均匀的作用,对焊锡膏的寿命有一定的影响;(二)、焊料粉:焊料粉又称锡粉主要由锡铅、锡铋、锡银铜合金组成,一般比例为SN63/PB37、SN42BI58、SN96.5CU0.5AG3.0和SN99CU0.7AG0.3。
锡膏回温搅拌工艺流程好的,以下是为您生成的一篇关于“【锡膏回温搅拌工艺流程】”的文章:---# 【锡膏回温搅拌工艺流程】一、锡膏回温搅拌工艺的历史其实啊,锡膏回温搅拌工艺并不是凭空出现的。
在电子制造行业不断发展的过程中,人们对于焊接质量和效率的要求越来越高,这就促使了锡膏回温搅拌工艺的诞生和不断完善。
早期的电子焊接,使用的材料和工艺都相对简单粗糙。
随着电子产品越来越小型化、复杂化,对焊接的精度和可靠性提出了更高的要求。
锡膏作为一种常用的焊接材料,它的性能和使用方法也在不断改进。
说白了就是,以前可能没那么讲究,能焊上就行。
但现在,不仅要焊上,还要焊得好,焊得牢固,不能出问题。
所以,锡膏回温搅拌工艺就变得越来越重要啦。
二、锡膏回温搅拌工艺的制作过程# 1. 锡膏回温首先,咱们来说说锡膏回温这一步。
从冰箱中取出冷藏的锡膏,不能马上就用,得让它在室温下回温。
这就好比大冬天从外面冻得哆哆嗦嗦跑回家,不能马上就去冲热水澡,得先缓一缓,让身体适应一下温度的变化。
锡膏回温的时间一般在 2 - 4 个小时左右,具体时间得根据锡膏的种类和包装大小来定。
如果回温时间不够,锡膏中的成分可能没有完全解冻,搅拌的时候就不均匀;回温时间过长呢,又可能会影响锡膏的性能。
比如说,有一次我们厂的一个新手工人,没等锡膏回温够时间就拿去搅拌使用,结果在焊接的时候出现了很多空洞,产品质量大打折扣。
# 2. 锡膏搅拌等锡膏回温好了,接下来就是搅拌啦。
搅拌的目的是让锡膏中的各种成分充分混合均匀,保证焊接的质量。
搅拌可以手动进行,也可以使用专门的搅拌设备。
手动搅拌就像是自己在家包饺子拌馅,得用筷子不停地搅啊搅;而用搅拌设备呢,就像是用电动打蛋器打蛋,效率高又省力。
搅拌的时间和速度也有讲究,一般搅拌 2 - 5 分钟,速度适中。
搅拌过度或者不足,都会影响锡膏的性能。
比如说搅拌过度,可能会让锡膏中的助焊剂挥发过多,影响焊接效果;搅拌不足呢,锡膏成分不均匀,同样会导致焊接不良。
焊锡膏的正确使用方法【原创版3篇】《焊锡膏的正确使用方法》篇1焊锡膏是一种用于电子焊接的膏状物质,其主要成分是锡和其他辅助材料。
以下是焊锡膏的正确使用方法:1. 储存:焊锡膏应储存在低温环境下,通常为2-8 摄氏度。
在储存期间,应避免将焊锡膏暴露在阳光下或高温环境中。
2. 回温:在使用焊锡膏之前,需要将其回温到室温。
回温的时间通常为2-3 小时。
如果焊锡膏在使用前没有回温,则可能会出现潮湿、结露等问题,这可能会影响焊接质量。
3. 搅拌:在使用焊锡膏之前,需要将其搅拌均匀。
可以使用手动搅拌器或自动搅拌器来搅拌焊锡膏。
搅拌时间通常为5-10 分钟,直到焊锡膏中的合金粉和焊剂均匀混合为止。
4. 涂抹:将焊锡膏涂抹在需要焊接的金属表面上,或者将焊锡膏涂在电子元器件的触点上。
在涂抹焊锡膏时,应确保表面均匀涂抹,避免涂抹过多或过少。
5. 焊接:在使用电烙铁进行焊接时,需要先将电烙铁加热到适当的温度。
通常情况下,焊接温度为200-300 摄氏度。
在焊接过程中,应将电烙铁缓慢地移动,以确保焊接点均匀加热,并避免出现过热或烧焦的情况。
6. 清洁:在焊接完成后,需要及时清洁焊锡膏和电烙铁。
可以使用酒精或清洁剂来清洁焊锡膏和电烙铁。
总之,焊锡膏的正确使用方法包括回温、搅拌、涂抹、焊接和清洁等步骤。
《焊锡膏的正确使用方法》篇2焊锡膏是一种用于电子焊接的膏状物质,其主要成分是锡合金和助焊剂。
以下是焊锡膏的正确使用方法:1. 储存:焊锡膏应储存在低温环境下,通常为2-8 摄氏度。
在储存期间,焊锡膏的钎料成分和助焊剂成分可能会分离,因此在使用之前需要进行搅拌。
2. 回温:在使用焊锡膏之前,需要将其从冰箱中取出并放置在室温下回温,时间不得少于4 小时。
回温的目的是使焊锡膏达到室温,以避免在焊接过程中因温度差异而产生裂纹。
3. 搅拌:焊锡膏在使用之前需要进行搅拌,以确保钎料和助焊剂均匀混合。
搅拌时可以使用手工搅拌或自动搅拌机,搅拌时间一般为5-10 分钟。
锡膏的储存和使用操作规范The final edition was revised on December 14th, 2020.锡膏储存与使用规范()1、目的本规范规定了焊膏的妥善存储及正确使用方法。
避免在存储及使用过程中,由于操作不当破坏焊膏的原有特性,给生产带来不良影响。
2、范围本规范适用于四川****数码科技有限责任公司回流焊接工艺使用的所有焊膏。
3、术语和定义焊膏:由粉末状焊粉合金、助焊剂和一些起粘性作用及其他作用的添加剂混合制成具有一定粘度和良好触变性的膏状焊料。
4、储存和使用锡膏的品牌和型号除非生产和工艺的特殊需求,生产线上使用的焊膏的品牌和型号必须经过工艺、品质部门的认证并纳入合格分供方名录,我司为无铅环保制程,所以所有锡膏均符合RoHS、REACH和无卤,使用的是上海华庆公司生产的高温、中温和低温焊膏。
锡膏购进锡膏购进时,要贴上关键辅料管控的标签以区分不同批次并进行管控,保证“先进先出”的实施。
贴关键辅料管控的标签由仓储管理员负责实施,在检验合格入库时进行,仓储主管负责监督标签填写情况。
锡膏储存未开封的焊膏长时间不使用时,应置于冰箱存储,冷藏温度应在焊膏生产商推荐的温度值之间(华庆公司生产的焊膏存储温度:3摄氏度到8摄氏度之间)。
锡膏保存温度必须每个工作日由仓储保管员确认记录一次,数据记在其专用的表格《关键辅料储存温度记录表》内,工艺部负责人确认后交回库房存档管理,保存期至少1-3个月。
未开封、已回温的锡膏未开封、已回温的锡膏在室温条件下放置,在未来24小时内都不打算使用时,应重新放回冷藏室储存。
同一瓶锡膏的回温次数不要超过两次,超过两次反馈给工艺技术员处理。
已开封锡膏开封后未用完的锡膏,应盖上内盖。
内盖一直推到紧贴锡膏表面,挤出里面的空气,再拧紧外盖。
经上述处理的锡膏可在生产现场的环境下存放,开封后的锡膏原则上在24小时内用完,超过24小时让工艺技术员判定是否可继续使用。
分瓶存贮未印刷过的焊膏和已印刷过的焊膏不能混装,应分瓶存贮,同时在管控标签上备注清楚。