《铸造工艺流程》课件
- 格式:ppt
- 大小:6.84 MB
- 文档页数:8

铸造生产的工艺流程
铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序:
1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文
件,绘制铸造工艺图;
2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备;
3)造型与制芯;
4)熔化与浇注;
成形原理
铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在
重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)
的一种金属成形方法。
图 1 铸造成形过程
铸件一般作为毛坯经切削加工成为零件。但也有许多铸件无需切削加工就能满足零件的设计
精度和表面粗糙度要求,直接作为零件使用。
型砂的性能及组成
1、 型砂的性能
型砂(含芯砂)的主要性能要求有强度、透气性、耐火度、退让性、流动性、紧实率和溃散
性等。
2、 型砂的组成
型砂由原砂、粘接剂和附加物组成。铸造用原砂要求含泥量少、颗粒均匀、形状为圆形和多
角形的海砂、河砂或山砂等。铸造用粘接剂有粘土(普通粘土和膨润土)、水玻璃砂、树脂、
合脂油和植物油等,分别称为粘土砂,水玻璃砂、树脂砂、合脂油砂和植物油砂等。为了进
一步提高型(芯)砂的某些性能,往往要在型(芯)砂中加入一些附加物,如煤份、锯末、
纸浆等。型砂结构,如图 2 所示。
图 2 型砂结构示意图
工艺特点
铸造是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、
有色合金铸件等)的零件毛坯,铸造几乎是唯一的加工方法。与其它加工方法相比,铸造工
艺具有以下特点:
1)铸件可以不受金属材料、尺寸大小和重量的限制。铸件材料可以是各种铸铁、铸钢、铝合
金、铜合金、镁合金、钛合金、锌合金和各种特殊合金材料;铸件可以小至几克,大到数百
吨;铸件壁厚可以从 0.5 毫米到 1 米左右;铸件长度可以从几毫米到十几米。
2)铸造可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱

砂型铸造工艺流程
砂型铸造工艺流程图
制作木模-造型-熔化-浇注-落砂-冒口拆除-检验入库
熔模铸造工艺
失蜡铸造现在称为熔模铸造。这是一种很少切割或不切割的铸造工艺,是铸造行业的一项优秀技术。它被广泛使用。它不仅适用于各种类型和合金的铸造,而且可以生产出比其他铸造方法具有更高尺寸精度和表面质量的铸件,甚至复杂的、耐高温的、难以加工的、其他铸造方法难以铸造的铸件也可以通过熔模精密铸造来铸造。
熔模铸造是在古代蜡模铸造的基础上发展起来的。作为一个古老的文明,中国是最早使用这项技术的国家之一。早在公元前几百年,中国古代劳动人民就创造了这种失传的铸蜡技术,用来铸造钟鼎和具有各种精美图案和文字的器皿,如春秋时期曾侯乙墓的青铜板。曾侯乙墓雕像板的底座是多条龙缠绕在一起,首尾相连,上下交错,形成一个中间镂空的多层云纹图案。这些图案很难用普通的铸造工艺来制作,而失蜡法的铸造工艺可以利用石蜡无强度、易雕刻的特点,用普通的工具雕刻出与曾侯乙墓的雕像板相同的石蜡工艺品,然后加入浇注系统,经过上漆、脱蜡、浇注,得到精美的曾侯乙雕像板
现代熔模铸造法在20世纪40年代实际应用于工业生产当时,航空喷气发动机的发展要求制造具有复杂形状、精确尺寸和光滑表面的耐热合金部件,如叶片、叶轮和喷嘴。由于耐热合金材料难以加工,零件形状复杂,因此不可能或难以用其他方法制造。因此,需要找到一种新的精确的成型工艺。因此,现代熔模铸造法借鉴了古代传下来的失蜡铸造法,通过对
材料和工艺的改进,在古代工艺的基础上取得了重要的发展。因此,航空工业的发展促进了熔模铸造的应用,熔模铸造的不断改进也为航空工业进一步提高性能创造了有利条件。
中国在20世纪50年代和60年代开始将熔模铸造应用于工业生产此后,这种先入为主的铸造技术得到了极大的发展,并已广泛应用于航空、汽车、机床、船舶、内燃机、燃气轮机、电信仪器、武器、医疗器械、切割工具等制造业,以及工艺品的制造。所谓的
实用标准文案
精彩文档
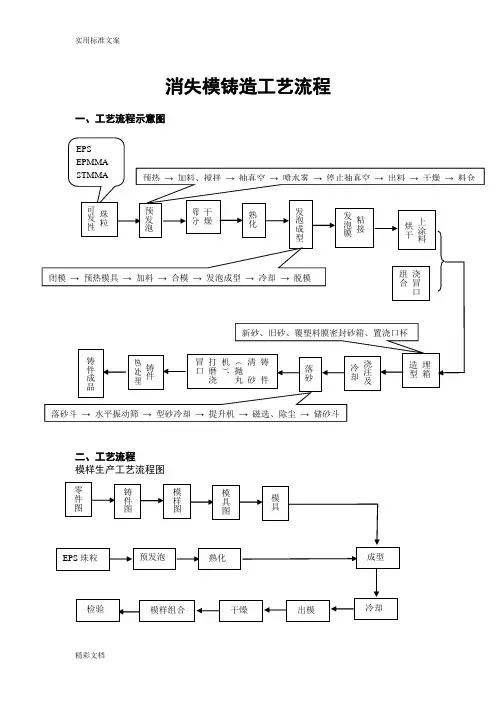
消失模铸造工艺流程
一、工艺流程示意图
二、工艺流程
模样生产工艺流程图
铸件
清砂(抛丸机)、 打磨浇冒口
上涂料
烘干
粘接 发泡膜
浇注及
冷却
埋箱
造型
落砂
铸件 热处理
铸件成品 EPS
EPMMA
STMMA 预热 → 加料、搅拌 → 抽真空 → 喷水雾 → 停止抽真空 → 出料 → 干燥 → 料仓
珠粒 可发性 预发泡
发泡成型
干燥
筛分
熟化
闭模 → 预热模具 → 加料 → 合模 → 发泡成型 → 冷却 → 脱模 浇冒口
组合
落砂斗 → 水平振动筛 → 型砂冷却 → 提升机 → 磁选、除尘 → 储砂斗
零件图 铸件图 模样图 模具图
模具
EPS珠粒 预发泡 熟化 成型
冷却 出模 干燥 模样组合 检验 新砂、旧砂、覆塑料膜密封砂箱、置浇口杯 实用标准文案
精彩文档 (一) 预发泡:
预发泡目的:为了获得低密度、表面光洁、质量优良的泡沫模样。
流程: 预热 → 加料、搅拌 → 抽真空 → 喷水雾 → 停止抽真空 →
出料 → 干燥 → 料仓、熟化
EPS预发温度100~105℃;STMMA预发温度105~115℃;EPMMA预发温度120~130℃。进入预发机的加热蒸汽压力在0.15~0.20MPa范围调节。
说明:
① 间歇式蒸汽预发泡机必须满足加热均匀(蒸汽与珠粒接触)筒体内温度在90~130℃范围容易调节和控制。搅拌要充分、均匀,筒体底部和侧壁要有刮板,防止珠粒因过热而粘壁,搅拌速度可调。筒体底部冷凝水的排除要畅通,否则影响预发泡效果。
② 加热蒸汽压力可调并稳定,且蒸汽中不能夹带水分。
③ 出料要干净,每批发泡后,筒体内残留的料要吹扫干净。
熟化:把预发泡珠放置几小时以上,让空气进入珠粒内,使珠粒变得干燥有弹性,变形后又能复原的过程。熟化时间一般为10~24h,熟化时间不能太长否则发泡剂损失太多影响发泡成型质量。
铸造生产的工艺流程
铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序:
1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文
件,绘制铸造工艺图;
2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备;
3)造型与制芯;
4)熔化与浇注;
成形原理
铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在
重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)
的一种金属成形方法。
图 1 铸造成形过程
铸件一般作为毛坯经切削加工成为零件。但也有许多铸件无需切削加工就能满足零件的设计
精度和表面粗糙度要求,直接作为零件使用。
型砂的性能及组成
1、 型砂的性能
型砂(含芯砂)的主要性能要求有强度、透气性、耐火度、退让性、流动性、紧实率和溃散
性等。
2、 型砂的组成
型砂由原砂、粘接剂和附加物组成。铸造用原砂要求含泥量少、颗粒均匀、形状为圆形和多
角形的海砂、河砂或山砂等。铸造用粘接剂有粘土(普通粘土和膨润土)、水玻璃砂、树脂、
合脂油和植物油等,分别称为粘土砂,水玻璃砂、树脂砂、合脂油砂和植物油砂等。为了进
一步提高型(芯)砂的某些性能,往往要在型(芯)砂中加入一些附加物,如煤份、锯末、
纸浆等。型砂结构,如图 2 所示。
图 2 型砂结构示意图 工艺特点
铸造是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、
有色合金铸件等)的零件毛坯,铸造几乎是唯一的加工方法。与其它加工方法相比,铸造工
艺具有以下特点:
1)铸件可以不受金属材料、尺寸大小和重量的限制。铸件材料可以是各种铸铁、铸钢、铝合
金、铜合金、镁合金、钛合金、锌合金和各种特殊合金材料;铸件可以小至几克,大到数百
吨;铸件壁厚可以从 0.5 毫米到 1 米左右;铸件长度可以从几毫米到十几米。