焊缝高度尺
- 格式:docx
- 大小:36.34 KB
- 文档页数:1

焊缝检验尺焊缝检验尺本产品主要由主尺、滑尺、斜形尺三个零件组成,是焊工用来测量焊接件坡口角度和焊缝宽度、高度,焊接间隙的一种专用量具。
适用于焊接质量要求较高的产品和部件,如锅炉、压力容器等。
本产品采用不锈钢材料制造,结构合理、外型美观、使用便利、适用性广,是焊工必备的测量工具。
该卡尺被列入机械工业委员会电器局企业标准:JB/DQ9004-87工业锅炉质量分等标准。
本产品主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
本产品采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
30型焊缝检验尺30型焊缝检验尺测量项目范围技术参数检测工具宽度0—20mm 0.2 0.02游标卡尺高度0—12mm 塞尺、二级平板角焊缝焊脚宽度0—20mm移动坡口角度20°、30°、40°、50°、60°、70°、80°±2°±30'专用角度规校核单边坡口角度117.5—122.5 ±30'±10″万能角尺坡口角45°、55°、±30'±10″万能角尺度60°、65°间隙尺0.5-3.5mm 0.1 0.02游标卡尺寸.40型焊缝检验尺40型焊缝检验尺测量项目范围示值允差高度平面高度0.2角焊缝高度0—12 0.2角焊缝厚度0—15 0.2宽度0—40 0.3焊缝咬边深度0—5 0.1焊件坡口角度≤150°30′间隙尺寸0.5—5 0.160型焊缝检验尺60型焊缝检验尺测量项目范围示值允差高度平面高度0—15 0.2角焊缝高度0.2角焊缝厚度0.2宽度0—60 0.3 焊缝咬边深度0—5 0.1 焊件坡口角度80°—160°30′间隙尺寸0.5—6 0.1。
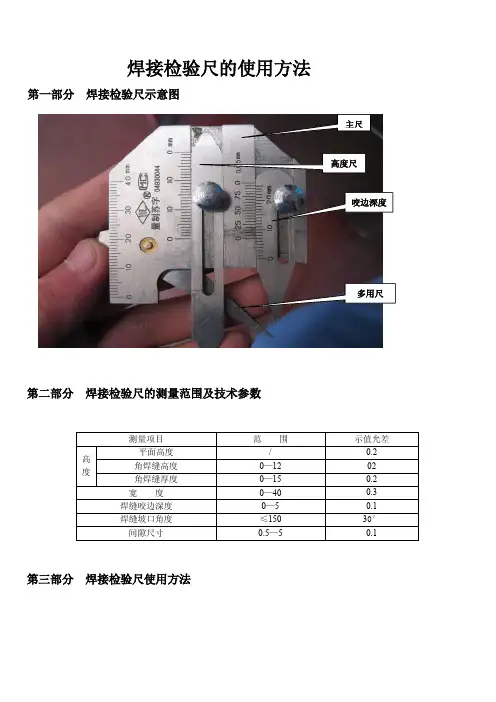
焊缝检验尺的使用方法公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]焊缝检验尺的使用方法在工作中焊缝卡尺一般用在对焊接外观质量的检验中使用,一般按照GB/--或ISO9000质量控制要求焊接焊缝应高于母材,在对焊接质量控制时按照设计要求进行测试使用焊缝卡尺,焊缝卡尺测量精度与游标卡尺一样,只是在使用上构造不同,焊缝卡尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成。
是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
本产品采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
一、焊接检验尺的用途、测量范围、技术参数见下表测量项目范围示值允差高度平面高度角焊缝高度角焊缝厚度宽度焊缝咬边深度焊件坡口角度间隙尺寸焊接检验尺说明书前言40型焊接检验尺是我厂首家研制开发的新型焊接检测产品。
它是在国外检测焊缝工具及我厂生产的30型焊接检验尺基础上,经过改型而成。
它比30型焊接检验尺,增加了测量功能,扩大了测量范围。
可作检测焊接工程的加工和焊缝外形的一种多功能工具。
该尺选用优质钢材,精心加工而成,结构紧凑、小巧灵珑、使用方便。
一、主要特点:此尺能一尺多用。
可作一般钢尺使用;可测量型钢、板衬及管道错口;坡口角度;间隙尺寸;对接组焊缝X型坡口角度;垂直焊缝高度(对接、角接);角焊缝高度;焊缝宽度;坡口错位;焊缝咬肉深度等用途。
二、主要技术参数:测量名称测量范围读数值示值误差作钢尺用 0-40mm 1mm ±0.1mm错口〈20mm 1mm ±0.20mm或〈30mm 0.05mm ±0.10mm坡口角度〈160° 5° ±30'间隙尺寸 1-5mm 0.5mm ±0.20mm对接组焊缝X型坡口角角度60°;70° 60°;70° ±30'垂直焊缝高度(对接、角接) 〈20mm 1mm ±0.20mm角焊缝高度〈20mm 1mm ±0.20mm焊缝宽度 0-40mm 1mm ±0.20mm坡口错位〈20mm 1mm ±0.20mm或〈30mm 0.05mm ±0.10mm焊缝咬肉深度〈30mm 0.05mm ±0.10mm三、注意事项:使用时应避免磕碰、划伤、特别要注意保护好各测量面,应注意防锈和保存。
焊接检验尺检定规程一、引言焊接是一种常见的金属加工方法,广泛应用于各个领域。
然而,焊接质量的好坏直接影响着焊接件的使用寿命和安全性。
因此,对焊接件进行检验是非常必要的。
而焊接检验尺则是焊接检验中不可或缺的工具之一。
为了确保焊接检验尺的准确性,需要对其进行检定。
本文将介绍焊接检验尺检定规程。
二、焊接检验尺的分类焊接检验尺按照其形状和用途可以分为多种类型,如角度尺、高度尺、间隙尺等。
这些尺具有不同的测量范围和精度要求,因此需要分别进行检定。
三、焊接检验尺的检定方法1. 角度尺的检定角度尺是用来测量焊缝的角度的工具。
其检定方法如下:(1)准备标准角度尺和待检角度尺。
(2)将标准角度尺放置在水平面上,使其与水平面成指定角度。
(3)将待检角度尺放置在标准角度尺上,比较两者的读数。
(4)根据比较结果进行调整或更换待检角度尺。
2. 高度尺的检定高度尺是用来测量焊缝高度的工具。
其检定方法如下:(1)准备标准高度尺和待检高度尺。
(2)将标准高度尺放置在水平面上,使其与水平面成垂直。
(3)将待检高度尺放置在标准高度尺上,比较两者的读数。
(4)根据比较结果进行调整或更换待检高度尺。
3. 间隙尺的检定间隙尺是用来测量焊缝间隙的工具。
其检定方法如下:(1)准备标准间隙尺和待检间隙尺。
(2)将标准间隙尺放置在两块平板之间,使其与平板成垂直。
(3)将待检间隙尺放置在标准间隙尺上,比较两者的读数。
(4)根据比较结果进行调整或更换待检间隙尺。
四、检定结果的记录和报告对于每一次检定,都需要记录检定结果和检定日期,并填写检定报告。
检定报告应包括待检尺的名称、型号、编号、检定结果、检定人员签名等信息。
五、结论焊接检验尺是焊接检验中不可或缺的工具之一,其准确性直接影响着焊接件的质量和安全性。
因此,对焊接检验尺进行检定是非常必要的。
本文介绍了焊接检验尺的分类和检定方法,希望能对读者有所帮助。
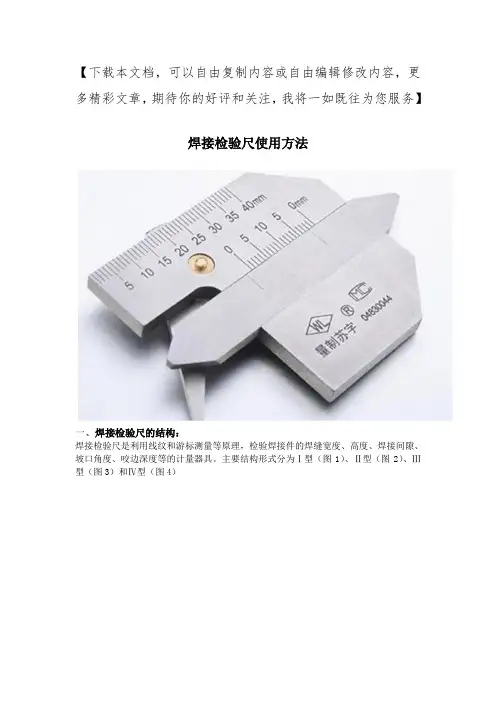
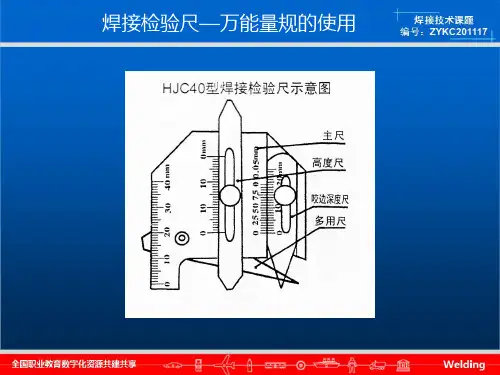
【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文章,期待你的好评和关注,我将一如既往为您服务】焊接检验尺使用方法一、焊接检验尺的结构:焊接检验尺是利用线纹和游标测量等原理,检验焊接件的焊缝宽度、高度、焊接间隙、坡口角度、咬边深度等的计量器具。
主要结构形式分为Ⅰ型(图1)、Ⅱ型(图2)、Ⅲ型(图3)和Ⅳ型(图4)二、焊接检验尺的计量性能要求1、高度尺、咬边深度尺和多用尺指标线棱边至主尺标记面的距离不大于0.3mm。
2、标尺标记的宽度和宽度差:标尺标记的宽度应为(0.15±0.05)mm,宽度差0.05mm。
3、测量面的表面粗糙度:不大于Ra0.8 μm。
4、测量面的平面度:不大于0.02mm。
在宽度尺测量面距短边0.2mm内及其他测量面距短边1mm内允许塌边。
5、角度样板的偏差和测角度尺的示值误差:最大允许误差不超过±30′。
6、主尺边缘线性标尺的示值误差:最大允许误差见表1。
7、高度尺的零值误差和示值误差、咬边深度尺的零值误差和示值误差、宽度尺的示值误差及间隙尺的示值误差均见表1。
三、焊接检验尺的使用方法1、测量平面焊缝高度首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。
2、测量角焊高度用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
3、测量角焊缝在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度。
4、测量焊缝咬边深度首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
5、测量焊缝宽度先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
6、测量焊件坡口角度根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作面形成的角度,多用尺指示线所指示值为坡口角度。
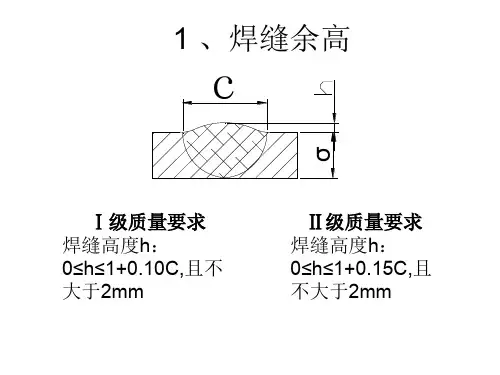
焊缝余高测量方法焊缝余高是焊接过程中非常重要的一个参数,它直接影响着焊接接头的质量。
下面给出50条焊缝余高测量方法,并展开详细描述:1. 直尺测量法:使用金属直尺或钢尺,将其平放在焊缝上并以目测方式测量余高。
2. 量规测量法:使用专业的焊接量规,将其放置在焊缝上并读取余高数值。
3. 垂直测量法:利用垂直高度测量仪器,将其放置在焊缝上,根据仪器示数获取焊缝余高数值。
4. 激光扫描法:利用激光扫描仪器对焊缝进行扫描,通过反射激光的方式获取焊缝余高数据。
5. 视觉测量法:通过放大镜或显微镜对焊缝进行观察,通过目测方式获取余高数值。
6. 图像处理测量法:采用数字图像处理技术对焊缝进行拍摄,并利用特定软件进行余高测量。
7. 挂尺测量法:将挂尺放置在焊缝上,通过读数获取余高数值。
8. 声波测量法:利用声波测量仪器对焊缝进行扫描,根据声波反射的时间差获取焊缝余高数值。
9. 探针测量法:使用焊缝专用探针,将其放置在焊缝上并读取余高数值。
10. 比较测量法:通过对照标准样品进行对比测量,从而获取焊缝余高数据。
11. 影像测量法:利用专业光学影像测量设备对焊缝进行扫描,通过图像处理获取焊缝余高数值。
12. 微型探头测量法:使用微型探头测量仪器,将其放置在焊缝上并读取余高数值。
13. 线性传感器测量法:利用线性传感器对焊缝进行测量,获取焊缝余高数据。
14. 比较显微镜测量法:通过比较显微镜对焊缝进行测量,利用比较器获取余高数据。
15. 摄像及测距系统:采用摄像头和激光测距系统,通过计算光线的反射距离来获取焊缝余高数据。
16. 摄像头及图像处理系统:利用摄像头对焊缝进行拍摄,再通过图像处理系统进行余高测量。
17. 摄像头及三维重建系统:使用摄像头对焊缝进行多角度拍摄,通过三维重建系统获取焊缝余高数据。
18. 摄像头及激光扫描系统:采用摄像头和激光扫描系统对焊缝进行扫描,并获取焊缝余高数据。
19. 扫描电子显微镜测量法:通过扫描电子显微镜对焊缝进行扫描,再利用电子显微镜软件进行余高测量。
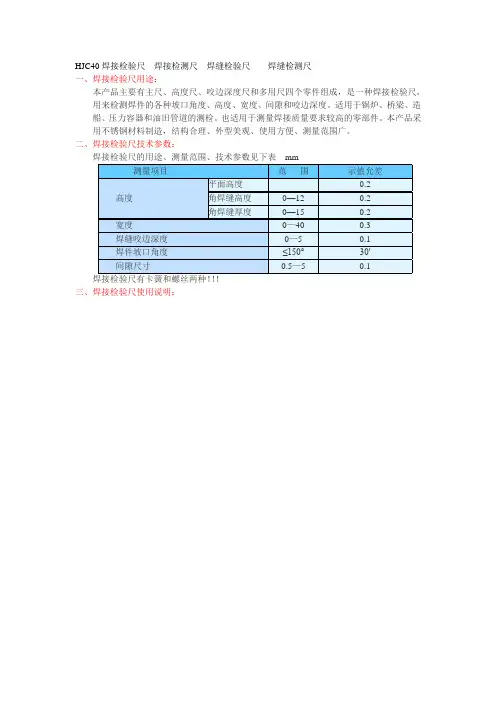
HJC40焊接检验尺焊接检测尺焊缝检验尺焊缝检测尺
一、焊接检验尺用途:
本产品主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
本产品采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
二、焊接检验尺技术参数:
焊接检验尺的用途、测量范围、技术参数见下表mm
焊接检验尺有卡簧和螺丝两种!!!
三、焊接检验尺使用说明:。
焊缝检验尺的使用方法在工作中焊缝卡尺一般用在对焊接外观质量的检验中使用,一般按照GB/--或ISO9000质量控制要求焊接焊缝应高于母材,在对焊接质量控制时按照设计要求进行测试使用焊缝卡尺,焊缝卡尺测量精度与游标卡尺一样,只是在使用上构造不同,焊缝卡尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成。
是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
本产品采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
一、焊接检验尺的用途、测量范围、技术参数见下表测量项目范围示值允差高度平面高度角焊缝高度角焊缝厚度宽度焊缝咬边深度焊件坡口角度间隙尺寸焊接检验尺说明书前言40型焊接检验尺是我厂首家研制开发的新型焊接检测产品。
它是在国外检测焊缝工具及我厂生产的30型焊接检验尺基础上,经过改型而成。
它比30型焊接检验尺,增加了测量功能,扩大了测量范围。
可作检测焊接工程的加工和焊缝外形的一种多功能工具。
该尺选用优质钢材,精心加工而成,结构紧凑、小巧灵珑、使用方便。
一、主要特点:此尺能一尺多用。
可作一般钢尺使用;可测量型钢、板衬及管道错口;坡口角度;间隙尺寸;对接组焊缝X型坡口角度;垂直焊缝高度(对接、角接);角焊缝高度;焊缝宽度;坡口错位;焊缝咬肉深度等用途。
二、主要技术参数:测量名称测量范围读数值示值误差作钢尺用0-40mm 1mm ±0.1mm错口〈20mm 1mm ±0.20mm或〈30mm 0.05mm ±0.10mm坡口角度〈160° 5° ±30'间隙尺寸1-5mm 0.5mm ±0.20mm对接组焊缝X型坡口角角度60°;70° 60°;70° ±30'垂直焊缝高度(对接、角接) 〈20mm 1mm ±0.20mm角焊缝高度〈20mm 1mm ±0.20mm焊缝宽度0-40mm 1mm ±0.20mm坡口错位〈20mm 1mm ±0.20mm或〈30mm 0.05mm ±0.10mm焊缝咬肉深度〈30mm 0.05mm ±0.10mm三、注意事项:使用时应避免磕碰、划伤、特别要注意保护好各测量面,应注意防锈和保存。
高低规焊缝错边尺规格高低规焊缝错边尺规格是对焊缝错边进行量测和控制的重要工具。
焊缝错边是指焊接过程中焊接金属板之间的错位程度,其大小会直接影响到焊接质量和工件的使用性能。
因此,准确测量和控制焊缝错边尺规格对于保证焊接质量至关重要。
高低规焊缝错边尺规格是一种常用的测量工具,主要用于测量焊缝错边的高度和宽度。
其结构简单,由一根金属尺和两个可调节的测量头组成。
高低规焊缝错边尺规格通常由不锈钢或硬质合金制成,具有高硬度、耐磨损等特点,能够确保测量结果的准确性和可靠性。
在使用高低规焊缝错边尺规格进行测量时,首先需要调节测量头使其与焊缝错边平行,然后将焊缝错边尺规格平放在焊缝上,并用手轻轻按压,使其与焊缝紧密贴合。
接下来,通过读取尺规格上的刻度,可以准确地测量焊缝错边的高度和宽度。
根据测量结果,可以及时调整焊接工艺参数,以达到预期的焊接质量要求。
高低规焊缝错边尺规格的尺度通常以毫米或英寸为单位,具有不同的量程和精度等级。
在选择尺规格时,需要根据具体的焊接工艺要求和焊缝错边的尺寸范围进行选择。
一般情况下,尺规格的量程应稍大于待测焊缝错边的最大尺寸,以确保测量的准确性。
除了测量焊缝错边尺寸外,高低规焊缝错边尺规格还可以用于检查焊缝的平整度和直线度。
通过将尺规格沿着焊缝的长度方向移动,可以直观地观察焊缝是否存在凸起或凹陷的情况,并根据需要进行调整和修正。
在使用高低规焊缝错边尺规格进行测量时,需要注意以下几点:1. 确保尺规格的表面光洁无划痕,以免影响测量结果的准确性。
2. 在测量之前,应先对焊缝进行清理,以去除焊渣和杂质等。
3. 在测量过程中,应保持手部稳定,避免手颤等因素对测量结果的影响。
4. 测量结束后,应及时清理和保养尺规格,以延长其使用寿命和保持测量精度。
高低规焊缝错边尺规格的应用不仅可以提高焊接质量,还可以减少焊接成本和工时。
通过及时测量和控制焊缝错边尺寸,可以有效避免焊接过程中产生的缺陷和质量问题,提高焊接工艺的稳定性和可控性。
焊缝高度尺
焊缝高度尺是一种测量焊缝高度的工具。
焊缝高度是焊接过程中,焊条或电极与工件之间形成的焊缝的高度,它的大小对焊接质量和工件的强度有重要影响。
焊缝高度尺通常由一个可移动的尺度和一个固定的基座组成。
基座上有一个平台,用于支撑尺度和测量焊缝高度。
平台上还会有一些固定的标记,用于参考和测量标准。
使用焊缝高度尺时,首先将基座放在待测焊缝旁边,使平台与焊缝平行。
然后将可移动的尺度放在平台上,调整高度直到尺度的最低点与焊缝底部对齐。
读取尺度上的数值即可得知焊缝的高度。
焊缝高度尺的精度和准确度对于焊接质量的控制非常重要。
在焊接过程中,使用焊缝高度尺可以帮助焊工及时发现焊缝高度是否合格,从而及时采取调整措施,确保焊接质量和工件的强度。