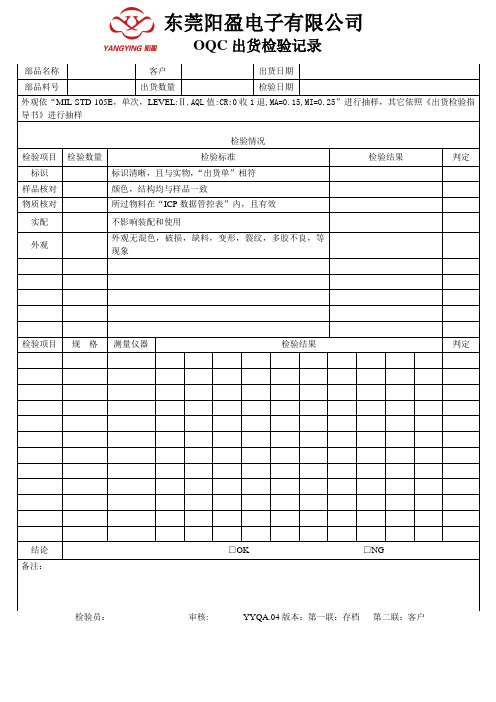
AQL检测记录表
- 格式:xls
- 大小:147.00 KB
- 文档页数:2


标签检验验收标准(试行)编制:审核:批准:受控状态:分发号:2010年月日发布 2011年月日实施目录前言 (3)1 范围 (4)2 规范性饮用文件 (4)3 分类 (4)4 贮运条件 (4)5 检验项目及技术要求 (4)6 检验方法 (7)7 检验及判定规则 (7)8 附件 (8)附件1贴标机标板尺寸参考、标签制作尺寸参考 (9)附件2 正常检验一次抽样方案 (10)前言本标准是在参考相关国家、行业规则、标准的基础上,结合甘肃紫轩酒业有限公司的实际使用情况编写而成,用于本公司标签的采购、检验、生产使用与仓储等环节的质量控制,降低标签质量问题带来的产品质量损失风险以及资金风险。
本标准适用于实施日期之后的标签的采购检验验收,可根据公司要求对外提供“检验项目及技术要求”以确保供应商充分了解本公司标签采购质量要求。
本标准由甘肃紫轩酒业有限公司质检站提出,由质检站归口管理和解释。
标签检验验收标准1 范围本标准适用于本公司葡萄酒、饮料、其他酒标签制品的采购、检验、生产使用与仓储等环节的质量控制。
2 规范性引用文件下列文件中的条款通过本规程的引用而成为本规程的条款,凡是不注版本日期的引用文件,其最新版本适用于本规程。
GB/T2828.1-2003计数抽样检验程序按接收质量限(AQL)检索的逐批检验抽样计划GB10344-2005 预包装饮料酒包装通则GB7718-2004国家预包装食品标签通则3 分类根据材料的不同,标签可分为普通纸质标签、塑料标签。
根据含胶要求的不同,标签可分为无胶标签、自带胶标签。
4 贮运条件4.1 运输条件标签运输应使用清洁卫生的运输工具,运输过程中须防止剧烈震动、严禁挤压,避免受到雨淋、曝晒、受潮和污染,装卸时要轻拿轻放。
4.2 贮存条件须室内贮存,不得露天堆放,避免受外物污染,应放置于干燥、通风的环境中,避免日光照射,堆放时距地面高度大于150mm,须避免受潮、过热。
5 检验项目及技术要求表1:标签检验项目及技术要求6 检验方法6.1 包装材料与包装质量检查每一箱,要求对不符合要求的外包装单位分类摆放,根据抽样方案分别随机抽取样本,在光线充足的地方目测查看标签包装形态与质量是否符合标准要求。

AQL抽样计划
文件编号:XX-QCD-WI-006 版本:0/A
生效日期:
核准:
审核:
制定:
5.5.3. 转移规则和程序(见附件1)
5.7.4. 客方无特殊(AQL)要求,但客方没有验货或没有代理验货,则OQC验货时按本公
司接收质量限度:AQL=0(Cri),AQL=0.40(Maj),AQL=0.65(Min)标准进行。
5.8. 单次基本抽样检验方法
5.8.1 IQC收到《来料送检单》,或QOC进行成品检验时,可将同一规格的物料合并批
6.1【进料检验基准书】XX-QCD-WI-XXX 6.2【制程检验规范】XX-QCD-WI-XXX 6.3【成品检验基准书】XX-QCD-WI-XXX
7. 附件
XXX五金电子有限公司
XXX五金电子有限公司= 使用箭头下第1个抽样计划,如样本大小等于或超过批量时,则用100%检验。
= 使用箭头上第1个抽样计划。
Ae = 允收数Re = 拒收数
附件三、MIL-STD-105E加严检验单次抽样计划表
XXX五金电子有限公司= 使用箭头下第1个抽样计划,如样本大小等于或超过批量时,则用100%检验。
= 使用箭头上第1个抽样计划。
Ae = 允收数Re = 拒收数
附件四、MIL-STD-105E减量检验单次抽样计划表
XXX五金电子有限公司= 使用箭头下第1个抽样计划,如样本大小等于或超过批量时,则用100%检验。
= 使用箭头上第1个抽样计划。
Ae = 允收数Re = 拒收数
附件一样品代码。
抽样检验的相关定义1 批(在一定条件下生产出来的一定数量的单位产品所构成的团体),批的单位:卷、箱、包、个、张、板、公斤)2 检验批(为实施检验而汇集起来的单位,便于抽样进行,便于抽样结果更具代表性)3 批量N4 样本及样本大小n5 样品6 对于规格精度不高(如±1~2mm)、破坏性检验等的项目,一般采用抽检1~5个的特殊方法,可对应MIL—STD—105E的S-I抽样。
7 合格判定数(AC),不合格判定数(RE)8 抽样检验:从检验批中,依批量大小抽出一定数量样本进行检验的方法。
9 抽样标准:抽样方案所依附的具有一定规则的表单,如MIL-STD-105E,GB2828-87。
10 抽样方法(抽样技术):从检验批中抽取样品的方法。
11 抽样方案(计划):样本大小或样本大小系列和判定数组的组合(n /AC,RE)。
12 判定数组:合格判定数与不合格判定数结合在一起。
13 检查水平(IL):检验批与样本大小之间的等级对应关系。
14 合格品质水平(AQL):消费者满意的送检批的最高(大)不良率。
15消费者冒险率(β)(第Ⅱ型误差),品质差,但样品品质合格却判整批合格的机率较小,一般β=10%。
16 生产者冒险率(α)(第Ⅰ型误差),品质好,但样品品质不合格却判整批不合格的机率较少,一般α=5%。
17 拒收品质水准(LTPD)(RQL):消费者认为品质恶劣的送检批所含有的最低不良率。
18 严重不良品:含有一个或一个以上严重不合格的产品。
主要不良品:含有一个或一个以上主要不合格,但严重其它不合格的产品。
次要不良品:含有一个或一个以上次要不合格,但没有其它不合格的产品。
19 不良率(p)(百件不合格品数)20 百件缺点数(c)21 转移原则22. 抽检特性曲线-OC曲线一个抽检方案对产品质量高低的辨别能力转为该方案的抽检特性。
一个抽样方案已对应着一条OC曲线,(严格说来是一个N、n、c)它定量表示了产品质量状况(P)和被接收可能性大小之内的关系,表示接收概率L(P)当批不合格率P的函数关系。
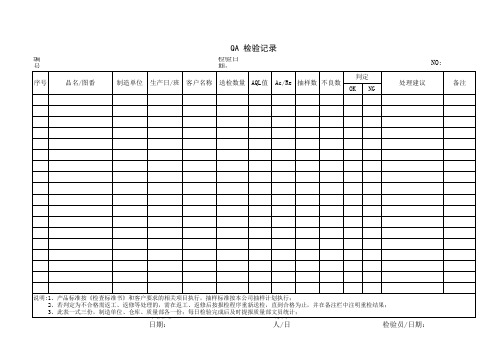
三角形法菱形法对角法制定日期:2015-05-05修订日期:首次发布版 本:A/00三阶文件进料抽样检验规范页 数:4/59.抽样计划及附表9.1检验项目及抽样计划抽样计划GB/T2828.1-2012允收水平步骤检验项目抽样标准抽样方案抽样水平电子件、PCB 、磁材其它1外观检验正常一次ⅡCR=0/MAJ=0.4/MIN=1.0CR=0/MAJ=0.65/MIN=1.52尺寸检验正常一次S-2CR=0/MAJ=0.4/MIN=1.0CR=0/MAJ=0.65/MIN=1.53功能检验正常一次S-2CR=0/MAJ=0.4/MIN=1.0CR=0/MAJ=0.65/MIN=1.54可靠性测试正常一次2pcs/单CR=0/MAJ=0.4/MIN=1.0CR=0/MAJ=0.65/MIN=1.55其它正常一次ⅡCR=0/MAJ=0.4/MIN=1.0CR=0/MAJ=0.65/MIN=1.59.2抽样检验字码表样本字码表特殊检验水平一般检验水平批量S-1S-2S-3S-4ⅠⅡⅢ2~8A A A A A A B 9~15A A A A ABC 16~25A AB B BCD 26~50A B B C C DE 51~90B B C C C EF 91~150B BCD D F G 151~280B C D E E G H 281~500B C D E F H J 501~1200C C E F G J K 1201~3200C D E G H K L 3201~10000C D F G J L M 10001~35000C D F H K M N 35001~150000D E G J L N P 150001~500000D E G J M P Q500001及其以上D E H K N Q R 9.3正常抽样见附表《表2-A 正常检验一次抽样方案》9.4加严抽样见附表《表2-B 加严检验一次抽样方案》9.5放宽抽样见附表《表2-C 放宽检验一次抽样方案》制定日期:2015-05-05修订日期:首次发布三阶文件进料抽样检验规范版本:A/00页数:5/510.进料检验报告:10.1进料检验报告记录总则,记录中凡不可以具体数据量化的检验数据以定性的方式记录(如:外观检验OK或合格),凡可以以具体数值量化的数据以定量的方式记录(如:尺寸要求10±1mm,实际抽样数值为9.7mm 等);10.2进料抽样检验过程中,依照AQL要求抽检,定量检验数据记录最多不超出10组,每组不超过5个数据(注:有特殊要求的除外);10.3进料抽样检验中所发现的不合格或不合品,数据需要真实无误的全部体现在进料检验报告中(注:不合格或不合格品数据记录,不参照10.2要求);11.进料检验不合格或不合格品处理:不合格或不合格品的处理,参照《不合格品评审控制程序》;12.进料抽样检验的依据:12.1首选进料抽样检验依据《承认书》或称为《规格书》,是由研发制作或确认,且已受控的文件资料;12.2次首选进料抽样检验依据是各类《进料抽样检验规范》,是由质量部制作或确认,且已受控的文件资料;12.3次首选进料抽样检验依据是原材料样品,是由客户、市场部、研发部、质量部相应责任人所确认签核在有效期内的样品;12.4如因材料部分缺陷无法达到以上标准要求或无法度量,有12.3相应部门的责任人所签核的缺陷样品,则应以缺陷样品(有效期内)的上下限作为进为检验判定的第一标准;13.参考文件:《GB/T2828.1-2012计数抽样检验程序》《不合格品评审处理单》《来料检验报告》。