下料工序流程图
- 格式:vsd
- 大小:75.00 KB
- 文档页数:1
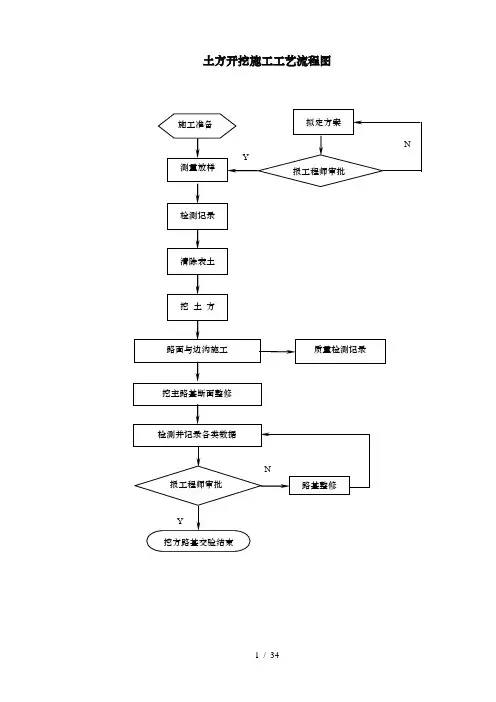
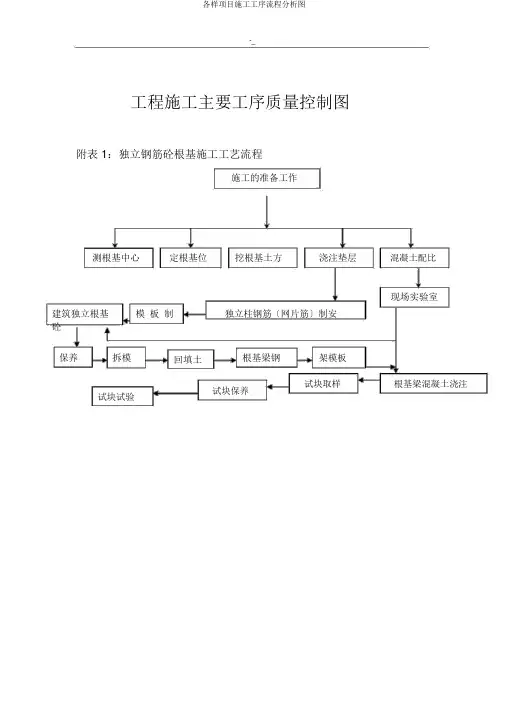
-_工程施工主要工序质量控制图附表 1:独立钢筋砼根基施工工艺流程施工的准备工作测根基中心定根基位挖根基土方浇注垫层混凝土配比现场实验室建筑独立根基模板制独立柱钢筋〔网片筋〕制安砼保养拆模回填土根基梁钢架模板试块试验试块保养试块取样根基梁混凝土浇注-_附表 2:模板工程质量控制程序熟习设计图纸和技术资料模板选择掌握操作规程和质量标准施工准备平坦钢模板底板抄平放线模板涂隔绝剂书面交底技术交底与钢筋工序交接班组操作人员参加钢模板孔洞堵补底部标高、中心线、断面、尺寸注意预埋件的地点和尺寸支模质量查收履行质量查收标准企业质监科中间抽查按现场预留拆模试块压报工程部、班组自检告状况,联合强度曲线确定拆模时间注意二次支模接缝注意保护棱角拆模梁、板底部按规定起拱修理模板、分类堆放要有足够风采、防备胀模自检记录与钢筋、混凝土工序交接检查灌溉混凝土时、留人看模质量查收记录清理现场,文明施工预埋件隐蔽记录资料整理施工记录熟习设计图纸和技术资料掌握操作规程和质量标准施工工作钢筋出厂合格证、现场复试报告检查脚手架、脚手板用表记牌表记钢筋检测与否带颗粒或片状钢筋老锈先除去书面交底技术交底班操作人员参加下料成型工程部、班组自检企业质监科、监理企业中间检查现场绑扎安装控制保护层厚度注意检查钢筋数目及地点接头不留在同一地点钢筋合格证及复验报告钢筋代换签证单质量查收自检记录质量查收记录隐蔽签证记录施工记录、钢筋取样目睹记录资料清理事故办理检查记录、剖析报告、整顿举措方案、复验报告拟订与审查钢筋配料表钢筋应平直,无局部波折Ⅰ级钢筋尾端作 1800弯钩按不一样型号挂牌不一样意加热曲折钢筋、模板工序交接检查办理隐蔽查收签证手续灌溉混凝土、留人看钢筋履行质量查收标准不合格的要办理〔返修〕清理现场、文明施工熟习设计图纸和技术资料焊条、焊剂准备、出具合格证掌握操作规程和质量标准准备工作准备钢筋,出具质量证明焊条烘焙、焊件除油污电焊机准备及保养书面交底获得焊接合格证技术交底班操作人员参加按规定做试件送检〔目睹取样〕中间检查保证焊接长度工程部、班组自检除去焊渣焊接注意焊接轴线地点注意焊接表面质量不得出现裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔钢筋合格证、复验报告与监理办理焊接隐蔽查收签证焊条、焊剂合格证焊条烘焙记录履行质量查收标准质量查收焊件试验报告不合格的要办理〔返修〕自检记录质量查收报告记录隐蔽查收记录清理现场,文明施工目睹取样记录资料整理X光探伤记录事故办理检查记录、剖析报告、整顿举措方案、复验报告熟习设计图纸和技术资料资料准备,出具资料质保局或合格证以及资料现场取样试验报告准备工作掌握操作规程和质量标准申请防水混凝土配合比拟订混凝土质量保证举措准备试模和坍落度书面交底模板、钢筋、砼工序交接技术交底班组操作人员参加检查脚手架及道路战胜上道工序弊端的挽救举措水平、垂直泵送砼设施准备专业会签申请混凝土灌溉履行重量比,依据状况调整配合比办理钢筋隐蔽签证手续岗位分工,操作挂牌木匠,钢筋每个工作班许多于1 组,每拌工跟从作业保证质量制 100立方米砼许多于1 组,现浇楼层每许多于1 组。

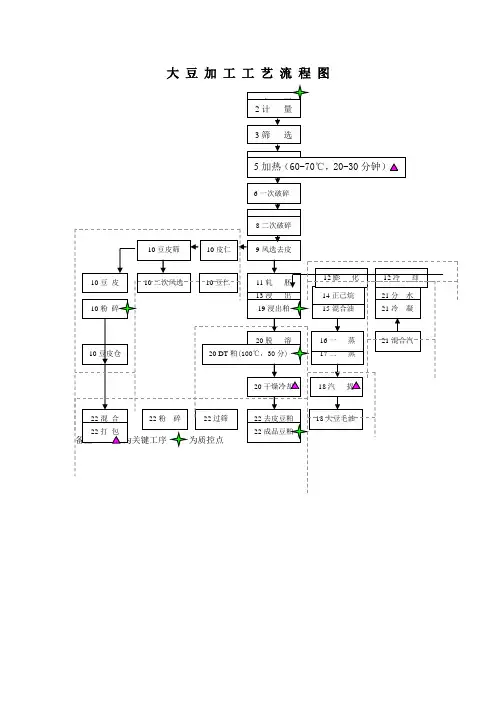
大 豆 加 工 工 艺 流 程 图备注: 为关键工序 为质控点1大 豆 7风选去皮 13浸 出 19浸出粕 20脱 溶 20干燥冷却22去皮豆粕 22过筛 22混 合22打 包 4风 选 6一次破碎 8二次破碎 9风选去皮 10豆仁 10豆 皮 11轧 胚 10豆皮仓 10皮仁 10粉 碎 20 DT 粕(100℃,30分)22粉 碎 22成品豆粕 17二 蒸 15混合油 16一 蒸18汽 提 18大豆毛油 10豆皮筛 10二次风选 14正己烷 21分 水 21混合汽 21冷 凝 5加热(60-70℃,20-30分钟) 12膨 化 12冷 却 2计 量 3筛 选大豆加工工艺描述:1、原料大豆:榨油二厂原料豆从储存筒仓7号仓、8号仓和9号仓(通常称呼为榨油二厂工作仓)经过RE100A、RE100B、RE100C进入EL100后经过RE101运输到车间准备生产(RE为刮板、EL为斗提)。
2、计量大豆经输送刮板RE101进入车间后,先进入计量秤WE101计量。
3、筛选大豆出计量秤进斗提机EL101送至车间顶楼依靠重力进入大豆筛SI101。
大豆筛(平面回转筛)为震动、半封闭有一定坡度的设备。
当原料豆进入时大豆可以从筛子孔中穿过进入风选器AS101,而大豆中秸秆豆荚等大块杂质由大豆筛尾部滑出,使之与大豆分离。
4、风选AS101为大豆风选设备,大豆进入AS101后其中的微小杂质如粉尘碎豆皮等吸入布袋除尘器FI101,由除尘器汇总后通过下料溜槽进入豆皮绞龙SC161,FI101同时还吸收EL101,SI101中的灰尘杂质。
经过这样几步的预处理原料豆就变的比较干净了,然后进入下一个环节原料加热过程。
5、大豆加热器大豆加热器DR105内部通有密集的蒸汽加热管道,DR105共12层,层与层之间有通风管道与刹克龙CY105相连通,能够吸走大豆所散发出的水汽及部分脱落的豆皮,能够在短时间内将大豆加热到60-70度左右,起到软化降低水分及调质的作用。
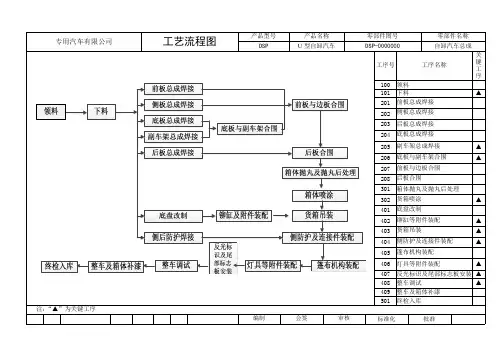
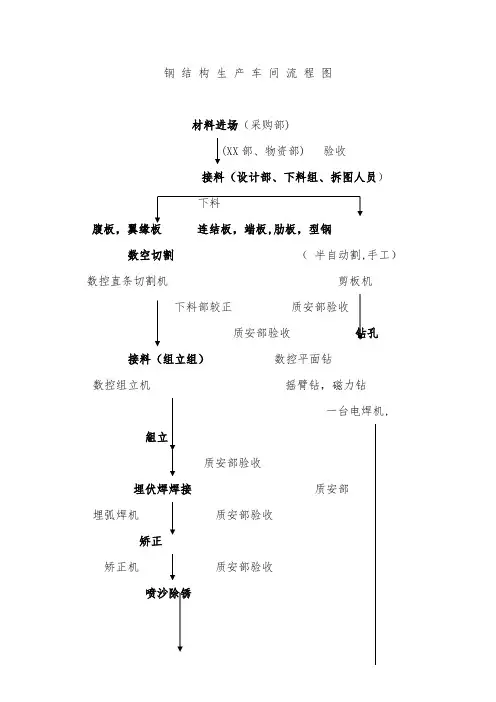
钢结构生产车间流程图材料进场(采购部)(XX部、物资部) 验收接料(设计部、下料组、拆图人员)数空切割(半自动割,手工)数控直条切割机剪板机下料部较正质安部验收质安部验收钻孔接料(组立组)数控平面钻数控组立机摇臂钻,磁力钻一台电焊机, 組立质安部验收埋伏焊焊接质安部埋弧焊机质安部验收矫正矫正机质安部验收喷沙除锈抛丸,手工总装电焊质安部重点验收焊接气保焊机质安部验收油漆组2台三相气泵质安部验收出货钢结构制作施工适用范围:适用于建筑钢结构的加工制作工序,包括工艺流程的选择、放样、号料、切割、矫正、成型、边缘加工、管球加工、制孔、摩擦面加工、端部加工、构件的组装、圆管构件加工和钢构件预拼装。
一、材料要求1.钢结构使用的钢材、焊接材料、涂装材料和紧固件等应具有质量证书,必须符合设计要求和现行标准的规定。
2.进厂的原材料,材料进场前应进行检验.检验过程包括材质证明及材料标识和材料允许偏差的检验。
材料检验合格后方可投入使用.当钢材表面有锈蚀,麻点或划痕等缺陷时,其深度不得大于该钢材厚度负偏差值1/2,否则不得使用。
除必须有生产厂的出厂质量证明书外,并应按合同要求和有关现行标准在甲方、监理的见证下,进行现场见证取样、送样、检验和验收,做好检查记录。
并向甲方和监理提供检验报告。
3.在加工过程中,如发现原材料有缺陷,必须经检查人员、主管技术人员研究处理.4.材料代用应由制造单位事先提出附有材料证明书的申请书(技术核定单),向甲方和监理报审后,经设计单位确认后方可代用。
5.严禁使用药皮脱落或焊芯生锈的焊条、受潮结块或已熔烧过的焊剂以及生锈的焊丝.用于栓钉焊的栓钉,其表面不得有影响使用的裂纹、条痕、凹痕和毛刺等缺陷。
6.焊接材料应集中管理,建立专用仓库,库内要干燥,通风良好。
7.螺栓应在干燥通风的室内存放.高强度螺栓的入库验收,应按国家现行标准《钢结构高强度螺栓连接的设计、施工及验收规程》JGJ82的要求进行,严禁使用锈蚀、沾污、受潮、碰伤和混批的高强度螺栓。
一、石材地面装饰构造:室内地面所用石材一般为磨光的板材,板厚20毫米左右,目前也有薄板,厚度在10毫米左右,适于家庭装饰用。
每块大小在300毫米×300毫米~500毫×500毫米。
可使用薄板和1:2水泥砂浆掺107胶铺贴。
石材地面装饰基本工艺流程:清扫整理基层地面→水泥砂浆找平→定标高、弹线→选料→板材浸水湿润→安装标准块→摊铺水泥砂浆→铺贴石材→灌缝→清洁→养护交工。
三、施工要点:基层处理要干净,高低不平处要先凿平和修补,基层应清洁,不能有砂浆、尤其是白灰砂浆灰、油渍等,并用水湿润地面。
铺装石材、瓷质砖时必须安放标准块,标准块应安放在十字线交点,对角安装。
铺装操作时要每行依次挂线,石材必须浸水湿润,阴干后擦净背面。
石材、瓷质砖地面铺装后的养护十分重要,安装24小时后必须洒水养护,铺巾完后覆盖锯末养护。
四、注意事项。
(1)铺贴前将板材进行试拼,对花、对色、编号,以入铺设出的地面花色一致。
(2)石材必须浸水阴干。
以免影响其凝结硬化,发生空鼓、起壳等问题。
(3)铺贴完成后,2~3天内不得上人。
铺贴陶瓷地面砖基本工艺流程1、铺贴彩色釉面砖类:处理基层→弹线→瓷砖浸水湿润→摊铺水泥砂浆→安装标准块→铺贴地面砖→勾缝→清洁→养护。
2、铺贴陶瓷锦砖(马赛克)类:处理基层→弹线、标筋→摊铺水泥砂浆→铺贴→拍实→洒水、揭纸→拨缝、灌缝→清洁→养护。
铺贴陶瓷地砖的施工要点1、混凝土地面应将基层凿毛,凿毛深度5~10毫米,凿毛痕的间距为30毫米左右。
之后,清净浮灰,砂浆、油渍,产散水刷少将地面。
2、铺贴前应弹好线,在地面弹出与门道口成直角的基准线,弹线应从门口开始,以保证进口处为整砖,非整砖臵于阴角或家具下面,弹线应弹出纵横定位控制线。
3、铺贴陶瓷地面砖前,应先将陶瓷地面砖浸泡阴干。
4、铺贴时,水泥砂浆应饱满地抹在陶瓷地面砖背面,铺贴后用橡皮棰敲实。
同时,用水平尺检查校正,擦净表面水泥砂浆。
5、铺贴完2~3小时后,用白水泥擦缝,用水泥、砂子=1:1(体积比)的水泥砂浆,缝要填充密实,平整光滑。

一、石材地面装饰构造:室内地面所用石材一般为磨光的板材,板厚20毫米左右,目前也有薄板,厚度在10毫米左右,适于家庭装饰用。
每块大小在300毫米×300毫米~500毫×500毫米。
可使用薄板和1:2水泥砂浆掺107胶铺贴。
石材地面装饰基本工艺流程:清扫整理基层地面→水泥砂浆找平→定标高、弹线→选料→板材浸水湿润→安装标准块→摊铺水泥砂浆→铺贴石材→灌缝→清洁→养护交工。
三、施工要点:基层处理要干净,高低不平处要先凿平和修补,基层应清洁,不能有砂浆、尤其是白灰砂浆灰、油渍等,并用水湿润地面。
铺装石材、瓷质砖时必须安放标准块,标准块应安放在十字线交点,对角安装。
铺装操作时要每行依次挂线,石材必须浸水湿润,阴干后擦净背面。
石材、瓷质砖地面铺装后的养护十分重要,安装24小时后必须洒水养护,铺巾完后覆盖锯末养护。
四、注意事项。
(1)铺贴前将板材进行试拼,对花、对色、编号,以入铺设出的地面花色一致。
(2)石材必须浸水阴干。
以免影响其凝结硬化,发生空鼓、起壳等问题。
(3)铺贴完成后,2~3天内不得上人。
铺贴陶瓷地面砖基本工艺流程1、铺贴彩色釉面砖类:处理基层→弹线→瓷砖浸水湿润→摊铺水泥砂浆→安装标准块→铺贴地面砖→勾缝→清洁→养护。
2、铺贴陶瓷锦砖(马赛克)类:处理基层→弹线、标筋→摊铺水泥砂浆→铺贴→拍实→洒水、揭纸→拨缝、灌缝→清洁→养护。
铺贴陶瓷地砖的施工要点1、混凝土地面应将基层凿毛,凿毛深度5~10毫米,凿毛痕的间距为30毫米左右。
之后,清净浮灰,砂浆、油渍,产散水刷少将地面。
2、铺贴前应弹好线,在地面弹出与门道口成直角的基准线,弹线应从门口开始,以保证进口处为整砖,非整砖臵于阴角或家具下面,弹线应弹出纵横定位控制线。
3、铺贴陶瓷地面砖前,应先将陶瓷地面砖浸泡阴干。
4、铺贴时,水泥砂浆应饱满地抹在陶瓷地面砖背面,铺贴后用橡皮棰敲实。
同时,用水平尺检查校正,擦净表面水泥砂浆。
5、铺贴完2~3小时后,用白水泥擦缝,用水泥、砂子=1:1(体积比)的水泥砂浆,缝要填充密实,平整光滑。
型材塑钢门窗工艺流程图型材塑钢门窗工艺流程型材塑钢门窗工艺流程一、下料工序说明1、下料尺寸和切割精度直接影响成品窗的尺寸和功能;2、注意设备的技术参数和调整;3、注意型材结构尺寸;4、切割时应合理调配规格尺寸,使6000mm型材得到最大限度的利用。
工序标准1、长度允许偏差:L±1mm;压条长度允许偏差为正偏差0,负偏差0.5。
2、角度允许偏差:450±0.50;四边角度允许偏差:900±0.50;3、可根据设备情况自行制定基准面;4、切口处不得有变形、开裂等缺陷,不得污染;5、型材表面光洁,无明显划痕、并颜色基本一致;6、切口上下面垂直±0.50;7、下料后6-8小时以内焊接,以防污染而影响焊接质量。
操作要点1、型材应轻拿轻放,下料后的型材放在专用的台面上,并按规格摆放整齐,要避免擦伤型材表面;2、仔细调整两锯间距标尺,保证精度要求;3、首根必检,中间抽检。
二、铣“V”口工序说明1、注意设备技术参数;调整好深度和长度标尺尺寸;2、注意型材结构尺寸和开口面;3、“V”口中心偏差易造成V口一侧焊接缝不够长,而另一侧露出熔融边。
同时,造成中梃歪斜。
工序标准1、“V”口宽度及中心允许偏差:1mm;2、“V”口深度及允许偏差:0.5mm;3、角度允许偏差:0.50;4、切口处不得有变形、开裂等缺陷,不得污染;5、型材表面无明显划痕、擦伤,颜色基本一致;6、下料后6-8小时以内焊接,以防污染而影响焊接质量。
操作要点1、型材应轻拿轻放,下料后的型材放在专用的台面上,规格型号摆放整齐,避免擦伤型材表面;2、仔细调整设备,保证“V”口深度和中心位置;3、首件必检,合格后方可批量下料。
检验方法1、用角度尺测量角度;2、用钢卷尺测量长度;3、抽查量不得小于每批数量的5%。
三、铣排水槽工序说明1、为使雨水、冷凝水排出室外,应在适宜部位铣排水孔,并确保槽孔不被堵塞;2、排水孔严禁与钢衬腔相通;3、进水孔和排水孔位置应错开20-30mm,以防风压大时水不易排出。
风机工艺规程
一、风机生产工艺流程图
原材料准备→依据图纸下料→焊接风机壳体→焊接电机架→防鸟网架→进风阀体→糊制风帽→风帽组装→风机整体→风机调试运转→出场检验→入库→发货。
二、造制工序
(一)根据计划,购进所需型号,规格、数量的原材料,并经验收分别放预指定地点。
(二)原材料下料
依据图纸,用等离子切割机、砂轮片切割剪板机等对不同规格的原材料进行下料处理,并分放不同地点作上标记,下料长度偏差L±0.5mm,宽度偏差B±0.4mm.
(三) 风机本体(外壳体)
(1)依据图纸,对下料后的部件折弯,打孔、拼接、电焊固定、尺寸核实后进行焊接,焊接要求平整、变形小、无裂纹、砂眼、漏焊、咬边等缺陷,接缝平滑牢固,薄厚符合设计要求。
(2)在画线定位的钢板上打孔,要求位置精确尺寸偏差控制在0.5mm。
打孔后的孔板平整,无凸凹和扭曲变形现象。
(四)玻璃风帽
表面光滑、薄厚均匀、无气泡、无露布、胶衣均匀、色调一致。
(五)制作电控柜
依照图纸要求将电器元件,组装在电控柜中,然后对电控柜进行通电测试。
(六)风机组装、调试
依照图纸要求进行组装,调试运转正常,风机启动灵活,风叶无扫风筒,尺寸定位准确。
说明:
下料:采用数控火焰切割机、根据产品要求,编写下料程序,进行下料;
前机架组装(一序组装):即机头组装,将下好料的各个单件、按照组装工艺,进行组装,点固焊接;
前机架焊接(填平焊接):将机头按照焊接工艺规程,将开坡口的焊缝填充平整;
前机架UT:将机头按照焊接工艺规程,将开坡口的焊缝填充平整的焊缝,按照NB/T47013.3进行超声波进行检测;
前机架焊接(盖面焊接):将机头按照焊接工艺规程,将焊好的焊缝进行加强角焊缝焊接;
一序校形:即对前机架按照工艺要求进行火焰矫正;
整机架组装(二序组装):即后机架与机头组装,将下好料的各个单件、按照
整体组装工艺,进行组装,点固焊接;
整体焊接:按照焊接工艺规程,进行焊接;
UT探伤:对整体机架要求们的探伤焊缝按照NB/T47013.3进行超声波进行检测;
二序校形:即对整机架按照工艺要求进行火焰矫正;
热处理:按照热处理工艺,对机架进行去应力退火;
一次粗抛丸:对热处理后的机架,进行简单的喷砂处理,方便进行MT检测和焊缝精修;
二次抛丸:按照抛丸要求,进行喷砂处理;
喷底漆:按照涂装工艺进行喷涂油漆
机加工:按照机加工工艺进行加工;
配焊:按照配焊工艺,对机架小件装配并焊接
局部手工抛丸:对机加工面进行局部喷砂处理
机架防腐:按照涂装工艺要求,进行喷漆处理
配装:将机舱附件按照装配工艺,进行装配及装箱
终检:检验根据要求,对整体机架按要求验收,达发货状态包装、入库:产品合格后,按照要求进行包装。
钣金加工工艺流程1简介1.1简介按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接。
本规阐述每一种加工方式所要注意的工艺要求。
1.2关键词钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、打死边、焊接2下料下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、风割,由于加工方法的不同,下料的加工工艺性也有所不同。
钣金下料方式主要为数冲和激光切割2.1数冲是用数控冲床加工,板材厚度加工围为冷扎板、热扎板小于或等于3.0mm,铝板小于或等于4.0mm,不锈钢小于或等于2.0mm2.2冲孔有最小尺寸要求冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。
图2.2.1 冲孔形状示例材料圆孔直径b 矩形孔短边宽b高碳钢 1.3t 1.0t低碳钢、黄铜 1.0t 0.7t铝0.8t 0.5t* 高碳钢、低碳钢对应的公司常用材料牌号列表见第7章附录A。
表1冲孔最小尺寸列表2.3数冲的孔间距与孔边距零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,见图2.3.1。
当冲孔边缘与零件外形边缘不平行时,该最小距离应不小于材料厚度t;平行时,应不小于1.5t。
(图1.4)图2.3.1 冲裁件孔边距、孔间距示意图2.4折弯件与拉深件冲孔时,其孔壁与直壁之间应保持一定的距离折弯件或拉深件冲孔时,其孔壁与工件直壁之间应保持一定的距离(图2.4.1)图2.4.1 折弯件、拉伸件孔壁与工件直壁间的距离2.5螺钉、螺栓的过孔和沉头座螺钉、螺栓过孔和沉头座的结构尺寸按下表选取取。
对于沉头螺钉的沉头座,如果板材太薄难以同时保证过孔d2和沉孔D,应优先保证过孔d2。
表2用于螺钉、螺栓的过孔*要求钣材厚度t≥h。
表3用于沉头螺钉的沉头座与过孔*要求钣材厚度t≥h。
表4用于沉头铆钉的沉头座与过孔2.6激光切割是用激光机飞行切割加工,板材厚度加工围为冷扎板热扎板小于或等于20.0mm, 不锈钢小于10.0mm 。