球体形位公差检测规程
- 格式:doc
- 大小:180.50 KB
- 文档页数:3
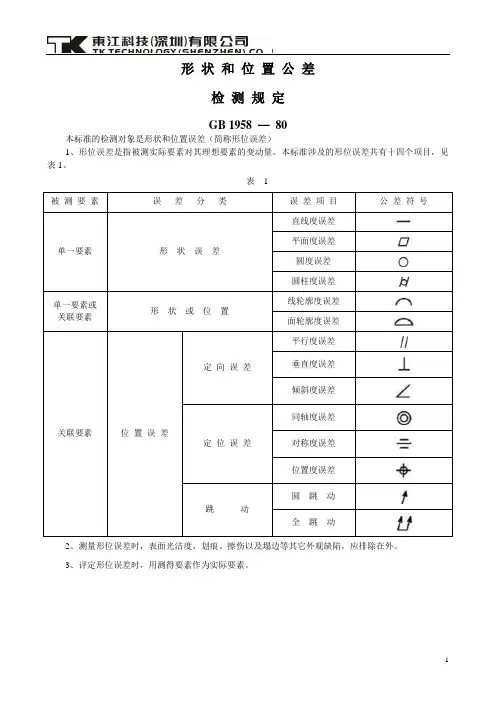
位置公差及其检测管理提醒:(luther021)最好以附件的形式发帖,这样可以避免图的丢失(2010-03-03 13:23)第一节位置公差带及其特点位置公差包含定向公差、定位公差和跳动公差,这三类公差项目的公差带分别具有不同的特点:一、定向公差带定向公差是关联实际要素对其具有确定方向的理想要素的允许变动量。
理想要素的方向由基准及理论正确尺寸(角度)确定。
当理论正确角度为0º度时,称为平行度公差;为90º时,称为垂直度公差;为其他任意角度时,称为倾斜度公差。
这三项公差都有面对面、线对线、面对线、和线对面几种情况。
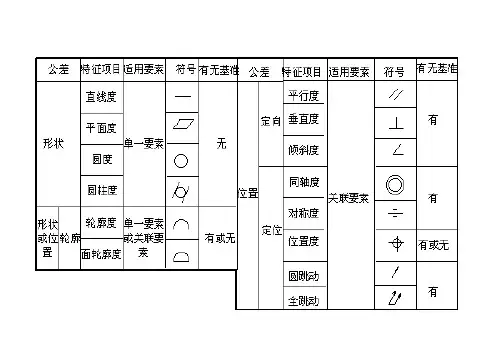
表4-1列出了定向公差各项目的公差带定义、标注示例和公差带图。
表4-1定向公差带定义、标注、和解释特征公差带定义标注和解释平行度面对面公差带是距离为公差值t,且平行于基准面的两平行平面之间的区域。
平行度公差被测表面必须位于距离为公差值0.05mm,且平行于基准表面A(基准平面)的两平行平面之间。
线对面公差带是距离为公差值t,且平行于基准平面的两平行平面之间的区域被测轴线必须位于距离为公差值0.03mm,且平行于基准表面A(基准平面)的两平行平面之间面对线公差带是距离为公差值t,且平行于基准轴线的两平行平面之间的区域被测表面必须位于距离为公差值0.05mm,且平行于基准线A(基准轴线)的两平行平面之间特征公差带定义标注和解释平行度线对线公差带是距离为公差值t,且平行于基准线,并位于给定方向上的两平行平面之间的区域被测轴线必须位于距离为公差值0.1mm,且在给定方向上平行于基准轴线的两平行平面之间如在公差值前加注Φ,公差带是直径为公差值t,且平行于基准线的圆柱面内的区域被测轴线必须位于直径为公差值0.1mm,且平行于基准轴线的圆柱面内垂直度面对面公差带是距离为公差值t,且垂直于基准平面的两平行平面之间的区域被测面必须位于距离为公差值0.05mm,且垂直于基准平面C的两平行平面之间。
外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB 1958-80 标准种类通用标准序号检测项目检验标准检验手段检验方法示意图1 直线度“—”按图纸要求(一)平台、塞尺、刀口尺一、平面类零部件直线度检测方法:1、将零件表面清理干净,去除尖角毛刺。
2、将刀口尺或直尺与被测面直接接触并靠紧,此时平尺与被测面之间的最大间隙即为该检测面的直线度误差。
3、用塞尺检测刀尺塞尺刀尺移动方向被测件外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB 1958-80 标准种类通用标准序号检测项目检验标准检验手段检验方法示意图4、移动刀口尺,按此方法检测若干条素线,取其中最大误差值作为该件的直线度误差。
编制审核审定批准发放日期共页第页外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB 1958-80 标准种类通用标准序号检测项目检验标准检验手段检验方法示意图1 直线度“—”按图纸要求(二)平台、杠杆表、方箱、塞尺二、轴类零部件直线度检测方法:1、将零件表面清理干净,去除尖角毛刺。
2、将被测轴放在平台上,并固定靠紧在方箱底侧;3、用杠杆表在被测素线的全长范围内测量,同时记录检测数值,最大数值与最小数值之差即为该条素线直线度误差。
(或用塞尺直接测量轴与平台之间的最大间隙即可)方箱被测件杠杆表平台指示表移动方旋转被测件在整个圆周方向多次测量外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB 1958-80 标准种类通用标准序号检测项目检验标准检验手段检验方法示意图4、将轴旋转几个角度,按上述方法测量若干条素线,并计算,取其中最大的误差值,作为被测零部件的直线度误差。
编制审核审定批准发放日期共页第页2(一)平台、杠一、加工类较小平面检测:1、将零件表面清理干净,去除尖角毛刺。
2、将被测件用可调顶尖支撑在平台上找平A,B,C三点杠杆表外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB 1958-80 标准种类通用标准序号检测项目检验标准检验手段检验方法示意图平面度按图纸要求杆表、顶尖3、调整顶尖,使被测表面最远的三点A,B,C,与平台平行(利用杠杆表或高度尺使A、B、C三个点的高度相同)。
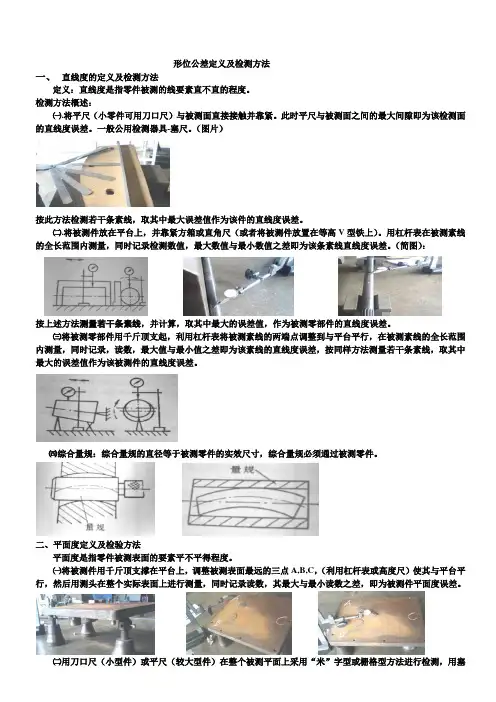
形位公差定义及检测方法一、直线度的定义及检测方法定义:直线度是指零件被测的线要素直不直的程度。
检测方法概述:㈠.将平尺(小零件可用刀口尺)与被测面直接接触并靠紧。
此时平尺与被测面之间的最大间隙即为该检测面的直线度误差。
一般公用检测器具-塞尺。
(图片)按此方法检测若干条素线,取其中最大误差值作为该件的直线度误差。
㈡.将被测件放在平台上,并靠紧方箱或直角尺(或者将被测件放置在等高V型铁上)。
用杠杆表在被测素线的全长范围内测量,同时记录检测数值,最大数值与最小数值之差即为该条素线直线度误差。
(简图):按上述方法测量若干条素线,并计算,取其中最大的误差值,作为被测零部件的直线度误差。
㈢将被测零部件用千斤顶支起,利用杠杆表将被测素线的两端点调整到与平台平行,在被测素线的全长范围内测量,同时记录,读数,最大值与最小值之差即为该素线的直线度误差,按同样方法测量若干条素线,取其中最大的误差值作为该被测件的直线度误差。
㈣综合量规:综合量规的直径等于被测零件的实效尺寸,综合量规必须通过被测零件。
二、平面度定义及检验方法平面度是指零件被测表面的要素平不平得程度。
㈠将被测件用千斤顶支撑在平台上,调整被测表面最远的三点A,B,C,(利用杠杆表或高度尺)使其与平台平行,然后用测头在整个实际表面上进行测量,同时记录读数,其最大与最小读数之差,即为被测件平面度误差。
㈡用刀口尺(小型件)或平尺(较大型件)在整个被测平面上采用“米”字型或栅格型方法进行检测,用塞尺进行检验,取其塞尺最大值为该被测零件得平面度误差。
㈢环类垫圈类零件将被测件的被测面放在平台上,压紧,然后用塞尺检测多处,其塞入的最大值即为该件的平面度误差。
(或者将被测件的被测面用三块等高垫铁在平台上均分支撑,然后用杠杆表在被测面的多处进行检测,取其最大与最小读数的差作为该件的平面度误差。
三、圆度定义及测量方法定义:圆度是指具有圆柱面(包括圆锥面)的零件在同一横剖面内的实际轮廓不圆的程度。
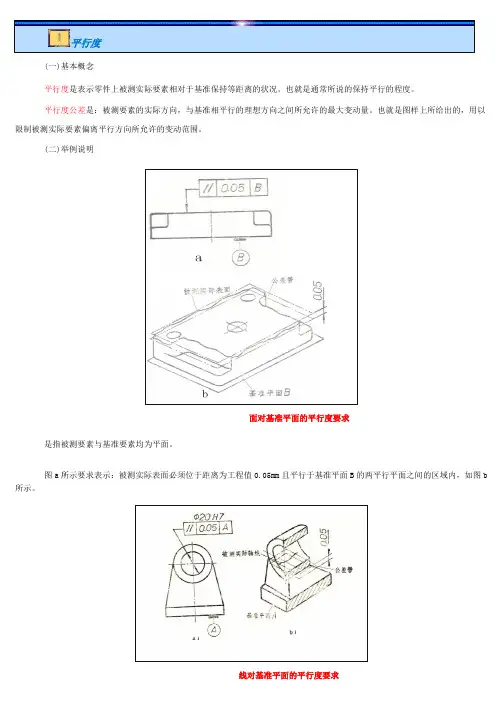
平行度(一)基本概念平行度是表示零件上被测实际要素相对于基准保持等距离的状况。
也就是通常所说的保持平行的程度。
平行度公差是:被测要素的实际方向,与基准相平行的理想方向之间所允许的最大变动量。
也就是图样上所给出的,用以限制被测实际要素偏离平行方向所允许的变动范围。
(二)举例说明面对基准平面的平行度要求是指被测要素与基准要素均为平面。
图a所示要求表示:被测实际表面必须位于距离为工程值0.05mm且平行于基准平面B的两平行平面之间的区域内,如图b所示。
线对基准平面的平行度要求是指被测要素为一直线(轴线),而基准要素为一平面。
图a所示要求表示:Φ20H7孔的实际轴线必须位于距离为公差值0.05mm,且平行于基准平面的两平行平面之间的区域内,如图b所示。
面对基准直线的平行度要求是指被测要素为一平面,基准要素为一直线(轴线)。
图a所示要求表示:被测实际表面必须位于距离为公差值0.08mm,且平行于基准轴线的两平行平面之间的区域内,如图b所示。
线对基准直线的平行度要求是指被测要素和基准要素都是直线(轴线)。
图a所示要求表示:被测轴线应位于,在垂直方向上平行于基准轴线B,且距离为公差值0.02mm的两平行平面之间的区域,如图b所示。
(三)常用检测方法垂直度(一)基本概念垂直度是表示零件上被测要素相对于基准要素,保持正确的90°夹角状况。
也就是通常所说的两要素之间保持正交的程度。
垂直度公差是:被测要素的实际方向,对于基准相垂直的理想方向之间,所允许的最大变动量。
也就是图样上给出的,用以限制被测实际要素偏离垂直方向,所允许的最大变动范围。
(二)举例说明面对基准平面的垂直度要求是指被测要素与基准要素都是平面。
图a所示要求表示:被测实际表面应位于,距离为0.02mm,且垂直于基准平面B的两平行平面之间的区域内,如图b所示。
线对基准平面的垂直度要求是指被测要素为一直线(轴线),基准要素为一平面。
图a所示要求表示:被测实际轴线应在给定的方向上,距离为公差值0.02mm,且垂直于基准平面B的两平行平面之间的区域内,如图b所示。
序号检测项目发放日期刀尺塞尺被测件序号检测项目发放日期方箱被测件杠杆表平台指示表移动方旋转被测件在整个圆周方向多次测量序号检测项目找平A,B,C三点杠杆表在整个平面内测量发放日期序号检测项目字型方法进行检测,序号检测项目发放日期旋转零部件在同一个截面测在轴向取多个截面进行测量序号检测项目发放日期序号检测项目发放日期样板移动方向检测塞尺序号检测项目”发放日期轮廓组合样板塞尺轮廓样板被测件序号检测项目发放日期序号检测项目发放日期直角尺直角尺转动90°塞尺序号检测项目可调支撑被测件及垂直度要求直角尺L1被测孔长L2实际测量长序号检测项目轴向固定顶回转符号尖序号检测项目序号检测项目偏摆仪发放日期序号检测项目发放日期序号检测项目发放日期找平3、6孔分度头序号检测项目测量孔1的径序号检测项目发放日期可调顶尖序号检测项目序号检测项目芯轴被测件倾斜度要求L1L2序号检测项目发放日期公差带位置序号检测项目第二次测量序号检测项目发放日期测得数值M1序号检测项目序号检测项目序号检测项目发放日期序号检测项目轴旋转180°同方再量遍bV型铁序号检测项目序号检测项目发放日期公差为单方向性,且件厚度较厚序号检测项目序号检测项目序号检测项目完结。
形位公差及其检测方法一、概念: 1.1定义:形状公差:单一实际要素形状所允许的变动全量。
位置公差:关联实际要素的位置对基准所允许的变动全量。
形位公差:形状公差与位置公差的总称。
它控制着零件的实际要素在形状、位置及方向上的变 化。
形位公差带:用以限制实际要素形状或位置变动的区域。
由形状、大小、方向和位置四个要素 所确定。
公差原则:形位公差与尺寸公差之间的相互关系。
包括独立原则与相关要求。
独立原则:图样上给出的尺寸公差与形位公差各自独立,彼此无关,分别满足要求的公差原 则。
相关要求:图样上给定的尺寸公差和形位公差相互有关的公差要求。
具体可分为包容要求 (E 、最大实体要求(M 、最小实体要求(L )和可逆要求(R )。
1.2形位公差的项目及符号:形位公差符号及其它相关符号1.3形位公差带的形式: 形位公差带的形式两平行直线一个圆柱两等距曲线一个四棱柱两同心圆t *两同轴圆柱一个圆两平行平面一个球£球、广两等距曲面t丰、形状误差与形状公差:项目 直线度 平面度项目平行度 垂直度 倾斜度 同轴度圆柱度 线轮廓度 面轮廓度对称度 位置度 圆跳动 全跳动名称 符号基准符号及代号-±基准目标 最大实体状态包容原则(E 延伸公差带 P理论正确尺寸不准凹下 :+不准凸起f 一 j只许按小端方向减小(-■ 1苴 /符 号它在给 定 平 面 内在 给定 方 向上 公差 距离为公差值t 的两平行直线 之间的区域 带是一个方公差带是距苜t 的 之间的离为公差值 平行平面1 区域 、当给定两 勺两个 互相垂直的 方向 公差带为截 面边长ti*棱柱内的区域 3、在任意 公差 径为公差, 方向 带是直 值t 的圆 柱面的区域 圆柱表面上的任一素线必须位于轴向平面内,距离)0己 为0.02的两平行线之间棱线必须位于箭头所 示方向距离为■公 ------- 值0.02的两平行平面内0.020. 02棱线必须位于水平方向距离为公差值0乂2,垂直方)• 0戸 向距离为0.01的四棱柱内 0 00^020.01圆柱体的轴线必须位 于直径为公差值0.02的+OP 圆柱面内公差带 离为公差值 平行平面之 区域是距 t 的两 间的 公差带 同一正截面 径差为公差 两同心圆之 区域是在 上半 值t 的 间的 上表面必须位于距离为公差值0.1的两一 I —0*1在垂直于轴线的任一产旷 面上,该圆必须―7差为公差值0.02的两同心二戈 圆---------------I-4-公差带是包络一系列直径为 公差值t 的球的两 个包络面之间的 区域,诸球球心 应位于理想轮廓 之上、位置误差与位置公差:公差带是半 径差为公差值t 的 两同轴圆柱面之 间的区域公差带是包 络一系列直径为 公差值t 的圆的两 包络线之间的区 域,该圆圆心应位 于理想轮廓上----- |C.3L1圆柱面必须位于半径差为 公差值0.02的两同轴圆柱 面之间OI在平行于正投影面的任 一截面上,实际轮廓必须位 于包络一系列直径为公差 值0.02,且圆心在理想轮廓 线上的圆的两包络线之间面 轮 廓 度实际轮廓面必须位于包络一 系列球的两包络面之间,诸 球的直径为公差值0.02,且 球心在理想轮廓面上。
在单件小批生产中,中低精度轴径的实际尺寸通常用卡尺、千分尺、专用量表等普通计量器具进行检测;在大批量生产中,多用光滑极限量规判断轴的实际尺寸和形状误差是否合格;;高精度的轴径常用机械式测微仪、电动式测微仪或光学仪器进行比较测量,用立式光学计测量轴径是最常用的测量方法。
二、孔径单件小批生产通常用卡尺、内径千分尺、内径规、内径摇表、内测卡规等普通量具、通用量仪;大批量生产多用光滑极限量规;高精度深孔和精密孔等的测量常用内径百分表(千分表)或卧式测长仪(也叫万能测长仪)测量,用小孔内视镜、反射内视镜等检测小孔径,用电子深度卡尺测量细孔(细孔专用)。
三、长度、厚度长度尺寸一般用卡尺、千分尺、专用量表、测长仪、比测仪、高度仪、气动量仪等;厚度尺寸一般用塞尺、间隙片结合卡尺、千分尺、高度尺、量规;壁厚尺寸可使用超声波测厚仪或壁厚千分尺来检测管类、薄壁件等的厚度,用膜厚计、涂层测厚计检测刀片或其他零件涂镀层的厚度;用偏心检查器检测偏心距值,用半径规检测圆弧角半径值,用螺距规检测螺距尺寸值,用孔距卡尺测量孔距尺寸。
四、表面粗糙度借助放大镜、比较显微镜等用表面粗糙度比较样块直接进行比较;用光切显微镜(又称为双管显微镜测量用车、铣、刨等加工方法完成的金属平面或外圆表面;用干涉显微镜(如双光束干涉显微镜、多光束干涉显微镜)测量表面粗糙度要求高的表面;用电动轮廓仪可直接显示Ra0.025~6.3μm 的值;用某些塑性材料做成块状印模贴在大型笨重零件和难以用仪器直接测量或样板比较的表面(如深孔、盲孔、凹槽、内螺纹等)零件表面上,将零件表面轮廓印制印模上,然后对印模进行测量,得出粗糙度参数值(测得印模的表面粗糙度参数值比零件实际参数值要小,因此糙度测量结果需要凭经验进行修正);用激光测微仪激光结合图谱法和激光光能法测量Ra0.01~0.32μm的表面粗糙度。
五、角度1.相对测量:用角度量块直接检测精度高的工件;用直角尺检验直角;用多面棱体测量分度盘精密齿轮、涡轮等的分度误差。
球体形位公差
检
测
规
范
1.范围
本规范规定了API 6D球阀的球体零部件的形位公差检测流程。
2.引用标准
API 6D《管线和管道阀门》
GB/T 26147《球阀球体技术条件》
3.固定轴上下轴孔同轴度测量
1)在加工固定轴上下轴孔时,应一侧轴孔为基准加工另一侧轴孔。
2)在加工完成后,将一端轴孔装夹在经校核的工作台上,使球体沿着装夹端中心线缓慢回转。
3)使用百分表,表针放于另一端轴表面,在回转的过程记录百分表最大差值。
4)验收准则见下表或依据图纸要求
4.球面跳动的测量流程
1)将球体放于锥形底座的平台上(见下图)。
2)使用百分表在球体一侧滑动,找到球体最高点。
3)手动转动球体使测量点处于不同位置(5点以上),并记录不同点数值。
4)查看最大差值是否满足下表要去或者图纸要求。