乳化液自动配比器
- 格式:pptx
- 大小:313.32 KB
- 文档页数:7
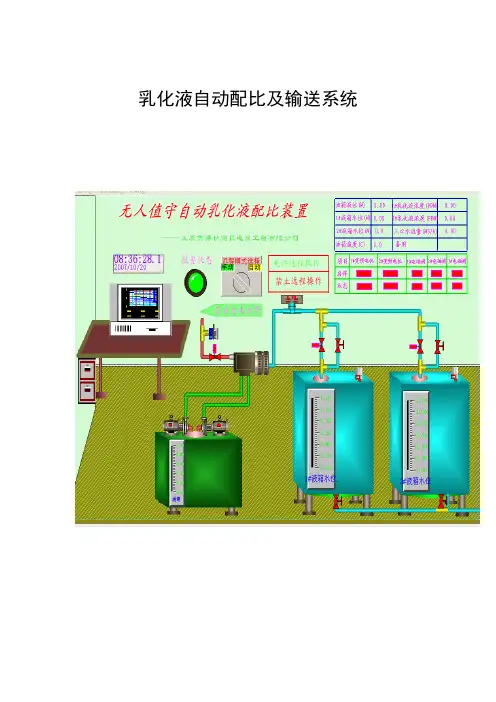
乳化液自动配比及输送系统1 立项背景乳化液作为液压传动的一种工作介质,由于它的粘度小、防腐、防锈、润滑、难燃、价廉等特点在煤矿井下得到了广泛的推广和应用。
随着煤炭行业迅速发展,综采工作面高产高效的要求,乳化液的需求量也随之增加。
带动乳化液配比方法也由人工配比逐渐向自动化配比方向发展。
从乳化液使用过程中存在的问题,可以看出绝大部分原因是由乳化液浓度不合要求引起。
而乳化液的浓度作为衡量乳化液配制质量的一个重要指标,主要决定于乳化液的配比方法。
乳化液的配比方法与煤矿生产的效益和自动化水平的提高密切联系,为适应综采工作面高产高效的发展以及能够配制出高质量的乳化液,国内外乳化液的配比已经由人工地面混和、手控配液,发展到自动配液。
入混合室在该处造成真空,将抽吸乳化油到主喷射流中,使中性水与乳化油充分混合成一定浓度的乳化液。
为调节浓度,在被引射的乳化油管路上设置了可变节流装置。
这种方式依靠操作者按经验调节浓度,所配制的乳化液精度也很差。
分散型自动配液。
一般采用以浮子阀取代了手控配液方式中的截止阀,自动根据液位配制乳化液,在低液位时系统连通,向乳化液箱注液;当液位达到控制的最高液位时系统自动关闭,停止向乳化液箱注液。
在注液过程中能自动完成乳化油和中性水的混和,并且浓度按使用要求可以调节,配比稳定,工作性能及动作稳定、可靠,使用寿命长。
该方法操作简单方便,已开始在乳化液泵站上推广使用,无锡煤矿工程机械装备有限公司生产的VRB乳化液泵站、GRB乳化液泵站都使用了这种配液方式。
针对目前煤矿以上乳化液配比方法的不足的现状,本课题研究开发了乳化液自动配比系统,提出了无人值守自动乳化液配比装置。
该系统不仅能够实现乳化液配比的全自动化,而且所配乳化液的质量较高,浓度能够满足《煤矿安全规程》的要求。
解决了目前困挠煤矿生产的乳化液配比问题,它既可以独立使用进行乳化液配制也可以与大型乳化液泵站配合使用向综采工作面提供动力乳化液。
这对于提高煤矿生产的效益具有极为重要的意义。
目录1 绪论 (1)1.1课题背景 (1)1.1.1乳化液简介 (1)1.1.2乳化液在煤矿中的应用 (2)1.1.3乳化液在煤矿应用过程中出现的问题 (3)1.2国内外研究历史、现状及发展趋势 (5)1.2.1乳化液配比 (5)1.2.2乳化液浓度检测 (7)1.2.3乳化液自动配比与浓度检测 (9)1.3课题研究的目的和意义 (9)1.4主要研究内容 (10)1.5本章小结 (10)2 乳化液质量控制技术分析 (11)2.1乳化液质量 (11)2.1.1乳化液质量指标 (11)2.1.2乳化液质量影响因素分析 (12)2.2乳化液的制备过程及质量控制 (12)2.2.1乳化液制备原料 (12)2.2.2乳化液制备原料的相互适应性 (15)2.2.3乳化液配比及质量保证 (16)2.2.4乳化液混合乳化及质量控制 (17)2.3乳化液的存储、使用及质量控制 (18)2.4人员素质与乳化液质量控制 (20)2.5本章小结 (22)3 乳化液自动配比与浓度检测系统总体设计 (23)3.1系统功能分析 (23)3.2系统总体设计 (24)3.3系统工作过程分析 (25)3.3.1系统工作原理 (25)3.3.2系统控制原理 (26)3.4子系统总体设计 (27)3.4.1乳化液自动配比装置总体设计 (27)3.4.2乳化液浓度检测装置总体设计 (27)3.5本章小结 (28)4 乳化液自动配比与混合乳化装置设计 (29)4.1容积式自动配比原理与在线管道多级混合方法 (29)4.1.1容积式自动配比原理 (29)4.1.2在线管道多级混合方法 (29)4.2水力式容积配比方案设计 (30)4.2.1椭圆齿轮流量计介绍 (30)4.2.2液压齿轮泵介绍 (31)4.2.3配比装置设计计算与使用说明 (32)4.2.4配比装置运行实验及分析 (36)4.3柱塞式容积配比方案介绍 (41)4.4混合乳化装置设计 (42)4.4.1三通混合元件设计选用 (42)4.4.2静态混合器设计选用 (43)4.5本章小结 (45)5 乳化液浓度检测部分设计 (46)5.1检测原理方案介绍 (46)5.2方案选择 (47)5.3乳化液折射特性实验研究 (48)5.3.1实验材料及仪器 (48)5.3.2实验过程 (48)5.3.3实验数据及处理 (48)5.4棱镜反射法方案检测系统详细设计 (52)5.4.1测量原理详细分析 (52)5.4.2测量装置光学系统及元件设计 (52)5.5本章小结 (58)6 结论与展望 (59)参考文献 (61)致谢.............................................................................................................. 错误!未定义书签。
自动化工作面自动配比泵站司机操作规程自动化工作面自动配比泵站司机操作规程一、适用范围1、本规程适用于自动化工作面自动配比泵操作工的作业。
2、适用于智能型乳化液自动配比系统的操作,乳化液配比泵站型号为:BZRK400(200-315)/31.5。
二、上岗条件1、配比泵司机必须熟悉乳化液自动配比系统操作方法、系统组成和乳化液配比融合要求,通晓本操作规程。
2、能够按完好标准维护保养乳化液自动配比系统,懂得本工作面作业规程,经培训考试合格并持证直升上岗。
三、安全规定1、上班前严禁喝酒,其他工作期间要集中精力,严格遵守本规章制度及《煤矿安全规程》的有关规定。
2、司机须执行交接班制度,交接班在工作面现场进行。
交接双方要对设备进行全面检查,发现问题应及时处理或报告班长,交班者升井后要到队值班室填写起动记录。
3、根据工作面生产情况或检修的实际需要,决定开或停泵,减少泵的无功运行。
4、严禁不熟悉泵状况的人员警务人员任意操作。
四、操作准备1、电器控制装置电源连接正常,供电电压稳定。
2、电器控制装置后接线腔引出电缆经护套第一组胶管分别与油箱、液箱连接正常。
3、水源接入两个配液泵站,且保持进水通畅。
4、乳化油桶预放置在配液系统旁边。
便携式油泵吸大路油管路插入铁桶,出油槽路连接油箱进油口。
5、有液箱连接的两条配油管路连接正常。
6、远程供液泵进液口连接液箱出液过滤器,出液口连接供液管路。
五、操作过程1、设备上电后成功进行自检。
2、声光提示油箱缺油,用便携式油泵向油箱供油。
3、油箱内油位正常,液箱开始自动配液。
此时两个进水电磁阀馈电打开自动进水,配间隔油泵按设定时间自动进油,混合器同步工作或使乳化液迅速乳化。
4、液位传感器检测红外液位到达上限时自动配液状态停止。
5、当前浓度不在要求范围内时自动进行校正。
浓度过高时校正水阀工作,浓度过低时校正油泵工作。
6、如液位传感器失灵上部时还有一个机械式浮球开关进行液位保护,防止乳化液溢出。
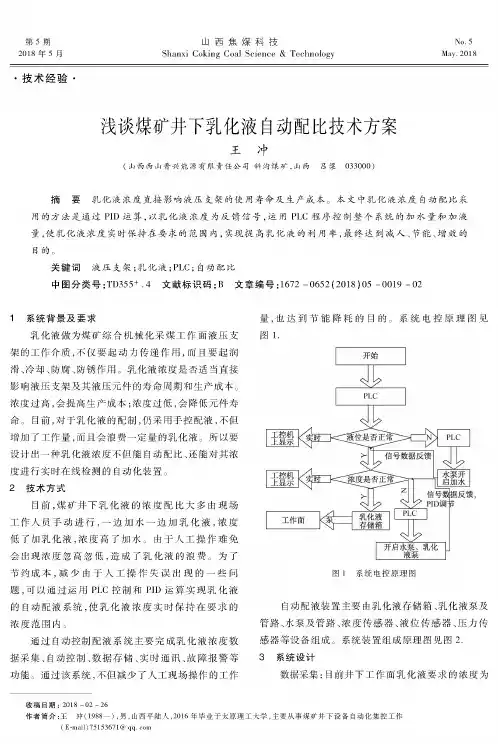
•技术经验•浅谈煤矿井下乳化液自动配比技术方案王冲(山西西山晋兴能源有限责任公司斜沟煤矿,山西吕梁033000)摘要乳化液來度直接影响液压支架的使用寿命及生产成本$本文中乳化液來度自动配比采用的方法是通过P ID 运算,以乳化液來度为反馈信号,运用P L C 程序控制整个系统的加水量和加液 量,使乳化液來度实时保持在要求的范围内,实现提高乳化液的利用率,最终达到减人、节能、增效的 目的。
关键词液压支架;乳化液;PLC &自动配比中图分类号:TD3550.4文献标识码:B文章编号:1672 -0652(2018)05 -0019 -021系统背景及要求乳化液做为煤矿综合机械化采煤工作面液压支架的工作介质,不仅要起动力传递作用,而且要起润 滑、冷却、防腐、防诱作用。
乳化液浓度是否适当直接 影响液压支架及其液压元件的寿命周期和生产成本。
浓度过高,会提高生产成本;浓度过低,会降低元件寿 命。
目前,对于乳化液的配制,仍采用手控配液,不但 增加了工作量,而且会浪费一定量的乳化液。
所以要 设计出一种乳化液浓度不但能自动配比、还能对其浓 度进行实时在线检测的自动化装置。
2技术方式目前,煤矿井下乳化液的浓度配比大多由现场 工作人员手动进行,一边加水一边加乳化液,浓度 低了加乳化液,浓度高了加水。
由于人工操作难免 会出现浓度忽高忽低,造成了乳化液的浪费。
为了 节约成本,减少由于人工操作失误出现的一些问 题,可以通过运用P L C 控制和b D 运算实现乳化液 的自动配液系统,使乳化液浓度实时保持在要求的 浓度范围内。
通过自动控制配液系统主要完成乳化液浓度数 据采集、自动控制、数据存储、实时通讯、故障报警等 功能。
通过该系统,不但减少了人工现场操作的工作第5期 山西焦煤科技#$ 52018 年 5 月Shanxi C okin g C oal S cien ce 6 T ech nologyMay. 2018收稿日期:2018 - 02 - 26作者筒介:王冲(1988 —),男,山西平陆人,2016年毕业于太原理工大学,主要从事煤矿井下设备自动化集控工作! E -mail ) 75153671@qq . com量,也达到节能降耗的目的。

矿用乳化液自动配液站ZMJ-KRPYZ-10郑州煤机液压电控有限公司2017.111.产品简介ZMJ-KRPYZ-10 矿用乳化液自动配液站,是根据矿方的要求和国家标准专为煤矿综采工作面的液压系统用乳化液自动配制而设计的。
该设备采用当今世界最先进的自动配液技术,为用户提供高质量乳化液,该设备通过控制器实时采集各个传感器的在线监测的数据,经分析处理后,通过控制电机运行完成整个系统的乳化液自动配比,并将采集到的数据集成显示和上传。
2.主要技术参数1、配液能力:10t/h;2、进水压力:最高6MPa;3、配比范围:1~5%(最高可调7%),推荐3~4.78%;4、供液扬程≤58mm;5、工作温度:2°~45℃;6、过滤精度:进水保安过滤器25μm,配液器进水保安过滤器25μm,油箱进油过滤器100μm,进油过滤器100μm;7、箱体容积:水箱1.7 m3,油箱0.78 m3,液箱1m3;(直供式出液,油箱液箱合并,油箱容积可达 1.7 m3)8、进口参数:DN50 快插,可选定;9、出口参数:DN100 倒刺管(2 个)和DN50 快插,可选定;10、电压:动力电压660VAC 和1140VAC 双电压可调,控制电压127VAC;11、电机功率:水泵3KW,油泵1.1KW;12、净重量:1600Kg,满载重量:4800Kg.3.工作原理如图所示纯水通过进水口经浮球阀接入到清水箱,当清水的水位到达预定水位时(清水箱内有水位检测),浮球阀关断。
配液时,系统通过投放在乳化液箱内的液位传感器检测到乳化液高度低于设定值时,清水泵启动,混液器在高压纯水的作用下开始工作,同时在负压的作用下抽取乳化油,经混合后输往乳化液箱。
乳化油箱为乳化油暂储空间,当系统检测到乳化油低于警戒油位时,警示用户,此时应将抽油管投入乳化油桶后点击“油泵开”,开始抽油,到达设定油位后结束停止工作。
4.产品结构5.主要特点1、全自动运行,声光报警;2、最大进水压力6MPa;3、管路式混液器,充分混合,浓度实时在线可调;4、乳化液带压输出,扬程最高为58 米;5、运行状态实时上传;6、多路过滤器设置,保护下游液压元件,可视压差发讯器,过滤器状态一目了然;7、过滤器独特设计,滤芯方便拆卸,重复使用;8、嵌入式液位管,避免碰撞,方便观察;9、敞开式设计,一体式面板,便于维护;10、封闭式箱体,降低灰尘污染;11、经济技术性高,乳化液质量好。
乳化液自动配比器背景乳化液在化工领域中应用广泛,如涂料、食品、医药等产业。
为了保证乳化液的产品质量,需要严格控制各种原料的精确配比,而传统的手动或半自动配比造成了很多问题,如配料时间长、误差大、工作环境不佳等,因此引入自动配比技术显得尤为重要。
乳化液自动配比器的设计硬件设计乳化液自动配比器一般由甲醛仪、酚酞试剂仪、氯化钙试剂仪、热水箱、搅拌器、计量泵、控制器等组成。
其中,甲醛仪负责甲醛的取样,酚酞试剂仪负责酚酞的取样,氯化钙试剂仪负责氯化钙的取样,热水箱为混合槽附加的加热设备,搅拌器为推进搅拌器设备,计量泵为混合槽附加的补充仪器,控制器为整个配料设备的主要控制中心。
软件设计乳化液自动配比器的软件设计采用PLS程序,首先配置好各个仪器的计量范围和训练仪器模型,其次对自动配比器进行调试,试验各项指标是否符合国家标准,最后进行参照误差计算,对比试验的数据精度,保证乳化液自动配比器的稳定性,高效性以及精确性,从而使乳化液产品质量大大提高。
乳化液自动配比器的优点1.自动化程度高:利用先进的技术和计算机控制,可以自动实现各组分的准确称量和混合。
2.配比精度高:自动计量,确保各组分精确到毫克级,几乎不存在误差,并且对不同比例的水相和油相都能适应。
3.加工效率高:自动化后,加工效率相对提高,一个配料周期将大大缩短工作时间。
4.操作简单:不需要专业技术人员进行操作,不同的配方可以预存到计算机中,直接选择即可。
乳化液自动配比器在乳化液生产中的应用1.乳化液生产过程中,利用自动配比器控制各种原料的比例达到高质量的配料效果。
2.乳化液自动配比器可以有效地降低人工误差,降低工作强度和对人体的危害,保护员工健康。
3.经过自动配比器的加工的乳化液成品,质量更加稳定可靠,为乳化液生产提供了保障。
总结乳化液自动配比器是化工生产中一种高效、精确且自动化程度高的生产设备,适用于生产涂料、食品、医药等产业。
它减少了人工操作过程中的误差和工作强度,提高乳化液产品的品质,降低了生产成本和工作风险,具有广阔的市场前景和应用前景。