钨极氩弧焊
- 格式:doc
- 大小:99.50 KB
- 文档页数:6

简述钨极氩弧焊的优缺点钨极氩弧焊是一种常用的电弧焊方法,具有许多优点和缺点。
下面将以简述钨极氩弧焊的优缺点为标题,来详细介绍这种焊接方法。
一、优点:1. 焊缝质量高:钨极氩弧焊具有高温、高能量密度和稳定的焊接弧,可以获得高质量的焊缝。
焊接过程中没有飞溅和气孔产生,焊缝形态美观,机械性能和化学性能优良。
2. 可焊接多种材料:钨极氩弧焊可以焊接几乎所有金属和合金材料,包括钢、铝、铜、钛等。
而且可以焊接厚度较大的工件,适用范围广,具有很高的通用性。
3. 适用于高精度焊接:钨极氩弧焊的焊接热输入可调节,热影响区小,不会导致工件变形或热裂纹。
因此,适用于对焊接精度要求较高的领域,如航空航天、核工程等。
4. 易于自动化控制:钨极氩弧焊可以与机器人等自动化设备配合使用,实现焊接的自动化生产。
可编程控制系统可实现焊接参数的精确控制,提高了生产效率和产品质量的稳定性。
5. 操作简便:钨极氩弧焊的操作相对简单,焊工只需掌握一定的技术和操作要点,即可进行焊接。
焊接过程中不需要频繁更换电极,减少了停机时间和操作成本。
二、缺点:1. 设备和成本较高:钨极氩弧焊的设备较为复杂,包括气体供应系统、高频和直流电源等。
设备投资较高,对工作环境和条件要求较高,增加了使用成本。
2. 焊缝速度较慢:由于钨极氩弧焊焊接热输入可调节,焊缝速度相对较慢,不适用于对焊接速度要求较高的场合。
同时,焊接过程中焊接速度过快容易导致焊缝质量下降。
3. 对焊工技术要求高:尽管钨极氩弧焊的操作相对简单,但对焊工的技术要求较高。
焊工需要掌握焊接参数的选择和调节,以及焊接工艺的熟练操作,才能保证焊接质量。
4. 焊接环境要求高:钨极氩弧焊需要使用纯净的氩气作为保护气体,以避免氧气和其他杂质对焊缝质量的影响。
因此,焊接环境要求较高,需要采取相应的措施来保证气体的纯净度。
5. 不适用于高电流焊接:钨极氩弧焊的电流范围较小,不适用于高电流焊接。
高电流易导致钨极烧蚀和熔化,影响焊接质量。


TIG焊(钨极氩弧焊)的原理、特点及应用钨极惰性气体保护焊是利用高熔点钨棒作为一个电极,以工件作为另一个电极,并利用氩气、氦气或氩氦混合气体作为保护介质的一种焊接方法。
我国通常只采用氩气做保护气,因此又称为钨极氩弧焊,简称TIG焊或CGTAW焊。
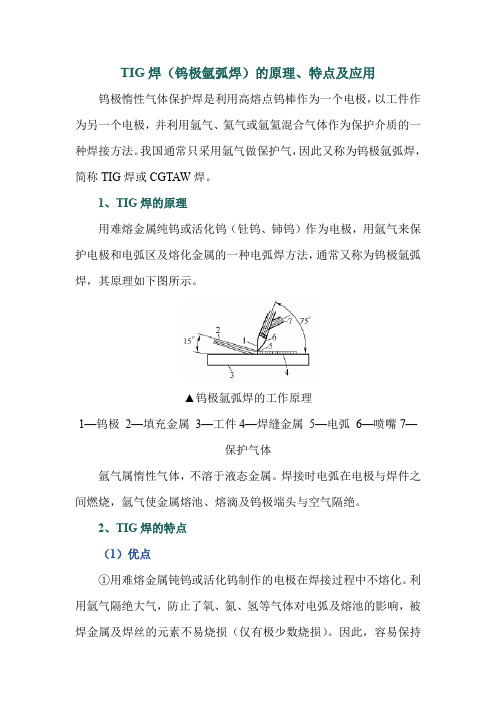
1、TIG焊的原理用难熔金属纯钨或活化钨(钍钨、铈钨)作为电极,用氩气来保护电极和电弧区及熔化金属的一种电弧焊方法,通常又称为钨极氩弧焊,其原理如下图所示。
▲钨极氩弧焊的工作原理1—钨极2—填充金属3—工件4—焊缝金属5—电弧6—喷嘴7—保护气体氩气属惰性气体,不溶于液态金属。
焊接时电弧在电极与焊件之间燃烧,氩气使金属熔池、熔滴及钨极端头与空气隔绝。
2、TIG焊的特点(1)优点①用难熔金属钝钨或活化钨制作的电极在焊接过程中不熔化。
利用氩气隔绝大气,防止了氧、氮、氢等气体对电弧及熔池的影响,被焊金属及焊丝的元素不易烧损(仅有极少数烧损)。
因此,容易保持恒定的电弧长度,焊接过程稳定,焊接质量好。
②焊接时可不用焊剂,焊缝表面无熔渣,便于观察熔池及焊缝成形,及时发现缺陷,在焊接过程中可采取适当措施来消除缺陷。
③钨极氩弧稳定性好,当焊接电流小于10A时电弧仍能稳定燃烧。
因此特别适合薄板焊接。
由于热源和填充焊丝分别控制,热量调节方便,使焊接热输入更容易控制。
因此,适于各种位置的焊接,也容易实现单面焊双面成形。
④氩气流对电弧有压缩作用,故热量较集中,熔池较小;由于氩气对近缝区的冷却,可使热影响区变窄,焊件变形量减小。
焊接接头组织紧密,综合力学性能较好;在焊接不锈钢时,焊缝的耐蚀性特别是抗晶间腐蚀性能较好。
⑤由于填充焊丝不通过焊接电流,所以不会产生因熔滴过渡造成的电弧电压和电流变化引起的飞溅现象,为获得光滑的焊缝表面提供了良好的条件。
钨极氩弧焊的电弧是明弧,焊接过程参数稳定,便于检测及控制,便于实现机械化和自动化焊接。
(2)缺点①钨极氩弧焊利用气体进行保护,抗侧向风的能力较差。
手工钨极氩弧焊基本知识1. 手工钨极氩弧工艺特点(1)工作原理钨极氩弧焊是采用钨棒作为电极,利用氩气作为保护气体进行焊接的一种气体保护焊方法。
通过钨极与工件之间产生电弧,利用从焊枪喷嘴中喷出的氩气流在电弧区形成严密封闭的气层,使电极和金属熔池与空气隔离,以防止空气的侵入。
同时利用电弧热来熔化基本金属和填充焊丝形成熔池。
液态金属熔池凝固后形成焊缝。
由于氩气是一种惰性气体,不与金属起化学反应,所以能充分保护金属熔池不被氧化。
同时氩气在高温时不溶于液态金属中,所以焊缝不易生成气孔。
因此,氩气的保护作用是有效和可靠的,可以获得较高质量的焊缝。
焊接时钨极不熔化,所以钨极氩弧焊又称为非熔化极氩弧焊。
根据所采用的电源种类,钨极氩弧焊又分为直流、交流和脉冲三种。
(2)工艺特点1) 氩弧焊与其他电弧焊相比具有的优点a、保护效果好焊缝质量高氩气不与金属发生反应,也不溶于金属,焊接过程基本上是金属熔化与结晶的简单过程,因此能获得较为纯净及质量高的焊缝。
b、焊接变形和应力小由弧受氩气流的压缩和冷却作用,电弧热量集中,热影响区很窄,焊接变形与应力均小,尤其适于薄板焊接。
c、易观察、易操作由于是明弧焊,所以观察方便,操作容易,尤其适用于全位置焊接。
d、稳定电弧稳定,飞溅少,焊后不用清渣。
e、易控制熔池尺寸由于焊丝和电极是分开的,焊工能够很好的控制熔池尺寸和大小。
f、可焊的材料范围广几乎所有的金属材料都可以进行氩弧焊。
特别适宜焊接化学性能活泼的金属和合金,如铝、镁、钛等。
2)缺点a、设备成本较高;b、氩气电离势高,引弧困难,需要采用高频引弧及稳弧装置;c、氩弧焊产生的紫外线是手弧焊的5-30倍,生成的臭氧对焊工有危害,所以要加强防护;d、焊接时需有防风措施。
3)应用范围钨极氩弧焊是一种高质量的焊接方法,因此在工业行业中均广泛的被采用。
特别是一些化学性能活泼的金属,用其他电弧焊焊接非常困难,而用氩弧焊则可容易地得到高质量的焊缝。
钨极氩弧焊原理钨极氩弧焊是一种常用的气体保护电弧焊方法,它利用惰性气体——氩气作为保护气体,采用钨极作为电极,进行焊接。
这种焊接方法在航空航天、汽车制造、压力容器制造等领域得到了广泛应用。
下面我们来了解一下钨极氩弧焊的原理。
首先,钨极氩弧焊的原理是利用钨极和工件之间产生的电弧来进行熔化焊接。
在焊接过程中,钨极作为电极,通过电弧加热工件和焊丝,使其熔化并形成焊缝。
而氩气作为保护气体,能够有效地防止氧气和水蒸气等有害气体对熔化池的污染,从而保证焊接质量。
其次,钨极氩弧焊的原理还包括焊接电路和焊接参数的控制。
在焊接电路中,焊接电源通过电弧启动装置产生电弧,通过恒流或脉冲控制方式来控制焊接电流,从而实现对焊接过程的精确控制。
焊接参数的选择对焊接质量也有着重要影响,包括焊接电流、电压、氩气流量、电极直径等参数的合理选择,能够保证焊接过程的稳定性和焊接质量。
此外,钨极氩弧焊的原理还涉及到焊接过程中的保护气体流动和热传导。
氩气作为保护气体,需要通过气体流量控制装置提供给焊接区域,形成一定的气氛保护,防止氧化和氢裂解等现象的发生。
同时,热传导是焊接过程中热量传递的重要方式,通过控制焊接参数和焊接速度,能够实现热输入和热输出的平衡,从而保证焊接质量和焊接接头的性能。
总的来说,钨极氩弧焊的原理是利用钨极和氩气形成的电弧来进行焊接,通过控制焊接电路和焊接参数,实现对焊接过程的精确控制,同时保证焊接区域的气氛保护和热传导,从而实现高质量的焊接。
这种焊接方法在工业生产中有着重要的应用价值,能够满足对焊接质量和效率的要求,是一种值得推广和应用的焊接技术。
通过以上对钨极氩弧焊原理的介绍,相信大家对这种焊接方法有了更深入的了解。
钨极氩弧焊作为一种高质量、高效率的焊接方法,将继续在工业生产中发挥重要作用,为各行业的发展和进步提供坚实的技术支持。
氩弧焊钨极的作用
嘿,你问氩弧焊钨极有啥作用啊?这事儿咱得好好唠唠。
先说说这钨极吧,它在氩弧焊里那可是相当重要哇。
它就像是个小魔法师,能让焊接变得又好又稳。
钨极能产生电弧呢。
你一通电,它就会发出一道亮亮的电弧。
这电弧可厉害啦,温度特别高,可以把金属熔化。
这样就能把两块金属连接在一起啦。
而且啊,钨极还很耐热。
在那么高的温度下,它也不会轻易熔化或者变形。
要是用别的材料,可能一下子就烧坏了。
所以钨极能在高温下持续工作,保证焊接的质量。
还有呢,钨极能让电弧稳定。
要是电弧不稳定,那焊接出来的东西可就不结实啦。
钨极就像个定海神针一样,让电弧乖乖地在那里燃烧,不乱跑。
另外,钨极还能控制焊接的电流大小。
电流太大或者太小都不行,钨极可以根据需要调整电流,让焊接效果达到最好。
我给你讲个事儿吧。
有一次我看一个焊工师傅在干活,他用氩弧焊焊接一个大铁架子。
我就好奇地问他,那个钨极是干啥用的。
师傅就很耐心地给我解释,说钨极能产生电弧,耐热,还能让电弧稳定。
他还说,要是没有钨极,这焊接可就没法干了。
从那以后,我就知道了氩弧焊钨极的重要性。
总之呢,氩弧焊钨极的作用可大啦。
它能产生电弧、耐热、让电弧稳定,还能控制电流大小。
只要你用好钨极,肯定能焊出漂亮结实的东西。
加油吧!。
钨极氩弧焊
一、概述:
1、钨极氩弧焊就是以氩气作为保护气体,钨极作为不熔化极,借助钨电极与焊件之间产生的电弧,加热熔化母材(同时添加焊丝也被熔化)实现焊接的方法。
氩气用于保护焊缝金属和钨电极熔池,在电弧加热区域不被空气氧化。
2、一般氩弧焊的优点:
(1) 能焊接除熔点非常低的铝锡外的绝大多数的金属和合金。
(2) 交流氩弧焊能焊接化学性质比较活泼和易形成氧化膜的铝及铝镁合金。
(3) 焊接时无焊渣、无飞溅。
(4) 能进行全方位焊接,用脉冲氩弧焊可减小热输入,适宜焊0.1mm不锈钢
(5) 电弧温度高、热输入小、速度快、热影响面小、焊接变形小。
(6) 填充金属和添加量不受焊接电流的影响。
3、氩弧焊适用焊接范围
适用于碳钢、合金钢、不锈钢、难熔金属铝及铝镁合金、铜及铜合金、钛及钛合金,以及超薄板0.1mm,同时能进行全方位焊接,特别对复杂焊件难以接近部位等等。
二、钨极氩弧焊焊机的组成
1、本公司氩弧焊机的型号(见图表)、编制方法、文字说明。
2、焊机的部件(焊机、焊枪、气、水、电)、地线及地线钳、钨极。
3、焊机的连接方法(以WSM系列为例)
(1) 焊机的一次进线,根据焊机的额定输入容量配制配电箱,空气开关的大小,一次线的截面。
(2) 焊机的输出电压计算方法:U=10+0.04I
(3) 焊机极性,一般接法:工件接正为正极性接法;工件接负为负极性接法。
钨极氩弧焊一定要直流正极性接法:焊枪接负,工件接正。
(4) 水源接法、氩气接法
三、焊枪的组成(水冷式、气冷式):
手把、连接件、电极夹头、喷嘴、气管、水管、电缆线、导线。
四、氩气的作用、流量大小与焊接关系、调节方法。
1、氩气属于惰性气体,不易和其它金属材料、气体发生反应。
而且由于气流有冷却作用,焊缝热影响区小,焊件变形小。
是钨极氩弧焊最理想的保护气体。
2、氩气主要是对熔池进行有效的保护,在焊接过程中防止空气对熔池侵蚀而引起氧化,同时对焊缝区域进行有效隔离空气,使焊缝区域得到保护,提高焊接性能。
3、调节方法是根据被焊金属材料及电流大小,焊接方法来决定的:电流越大,保护气越大。
活泼元素材料,保护气要加强加大流量。
具体见下表:
氩气太小,保护效果差,被焊金属有严重氧化现象。
氩气太大,由于气流量大而产生紊流,使空气被紊流气卷入溶池,产生溶池保护效果差,焊缝金属被氧化现象。
所以流量一定要根据板厚、电流大小、焊缝位置、接头型式来定。
具体以焊缝保护效果来决定,以被焊金属不出现氧化为标准。
五、钨极
1、钨极是高熔点材料,熔点为3400℃,在高温时有强烈的电子发射能力,并且钨极有很大的电流载流能力。
钨极载流能力见下表:
2、钨极表面要光滑,端部要有一定磨尖,同心度要好,这样焊接时高频引弧好、电弧稳定性好,溶深深,溶池能保持一定,焊缝成形好,焊接质量好。
3、如果钨极表面烧坏或表面有污染物、裂纹、缩孔等缺陷时,这样焊接时高频引弧困难,电弧不稳定,电弧有漂移现象,熔池分散,表面扩大,熔深浅,焊缝成形差,焊接质量差。
4、钨极直径大小是根据材料厚度、材料性质、电流大小、接头形式来决定,见下表:
六、焊丝
焊丝选择要根据被焊材料来决定,一般以母材的成分性质相同为准。
焊接重要结构时,由于高温要烧损合金元素,所以选择焊丝一定要高于母材料,把焊丝熔入熔池来补充合金元素烧损。
钨极氩弧焊,一种方法可以不添丝自熔,熔化被焊母材;另一种要添加焊丝,电极熔化金属,同时焊丝熔入熔池,冷却后形成焊缝。
不锈钢焊接时,焊丝与板厚和电流大小关系见下表:
随着板厚增加、电流增大、焊丝直径增粗
铝及铝合金焊接时,焊丝与板厚、电流大小关系见下表:
七、WSM(WSE)系列焊机面板上的各种旋钮和调节方法,见说明书。
八、直流氩弧焊与脉冲氩弧焊的区别:
1、直流氩弧焊,即在直流正极性接法下以氩气为保护气,借助电极与焊件之间的电弧在一定的要求下(焊接电流),加热熔化母材,添加焊丝时焊丝也一同熔入熔池,冷却形成的焊缝。
2、脉冲氩弧焊,除直流钨极氩弧焊的规范外,还可独立地调节峰值电流、基值电流、脉冲宽度、脉冲周期或频率等规范参数,它与直流氩弧焊相比优点如下:
(1)增大焊缝的深宽比,在不锈钢焊接时可将熔深宽增大到2:1
(2)防止烧穿、在薄板焊接或厚板打底焊时,借助峰值电流通过时间,将焊件焊透,在熔池明显下陷之前即转到基值电流,使金属凝固。
而且有小电流维持电弧直至下一次峰值电流循环。
(3)减小热影响区,焊接热敏感材料时,减小脉冲电流通过时间和基值电流值,能把热影响区范围降低到最小值,这样焊接变形小。
(4)增加熔池的搅拌作用,在相同的平均电流值时,脉冲电流的峰流值比恒定电流大,因此电弧力大,搅拌作用强烈,这样有助于减少接头底部可能产生气孔和不熔合现象。
在小电流焊接时,较大的脉冲电流峰值电流增强了电弧挺度,消除了电弧漂移现象。
九、焊前准备和焊前清洗:
1、检查焊机的接线是否符合要求。
2、水、电、气是否接通,并按要求全部连接好,不能松动。
3、对母材进行焊前检查并清洗表面。
4、用工具清洗,即用刷子或砂纸彻底清除母材表面水、油、氧化物等。
5、重要结构用化学清洗法,清洗表面的水、油、高熔点氧化膜、氧化物污染。
简单用丙酮清洗,或用烧碱硫酸等方法清洗。
6、工作场所的清理,不能有易燃、易爆物,采取避风措施等。
十、焊接规范参数
钨极氩弧焊参数主要是电流、氩气流量、钨极直径、板的厚度、接头型式等
不锈钢氩弧规范列表如下:
十一、焊接操作
1、焊前
检查设备、水、气、电路是否正常,焊件和焊枪接法是否符合要求,规范参数是否调试妥当,全部正常后,接通电源、水源、气源。
2、焊接
把焊枪的钨极端部对准焊缝起焊点,钨极与工件之间距离为1-3mm按下焊开关,提前送气,高频放电引弧,焊枪保持70°-80°倾角,焊丝倾角为11°-20°焊枪作直线匀速移动,并在移动过程中观察熔池,焊丝的送进速度与焊接速度要匹配,焊丝不能与钨极接触,以免烧坏钨极,焊枪。
同时根据焊缝金属颜色,来判定氩气保护效果的好坏。
3、收弧的方法:
(1)焊接结束时,焊缝终端要多添加些焊丝金属来填满弧坑。
熄灭电弧后,在熄弧处多停留一段时间,使焊缝终端得到充分氩气保护,防止氧化。
(2)利用焊机的电流衰减装置,在焊缝终端结束前关闭控制按钮,此时电弧继续燃烧,焊接继续,直至电弧熄灭,保证了焊缝端部不至于烧穿,保证了焊缝质量。
(3)重要结构的焊接件,焊缝的两端要加装引弧板和熄弧板。
焊接引弧在引弧板上进行,熄弧在熄弧板上进行,保证了焊缝前点和终端的质量。