过程失效模式及后果分析制度
- 格式:doc
- 大小:83.50 KB
- 文档页数:7
****汽车零部件有限公司企业标准
***7208-2020
过程失效模式及后果分析制度
共7页第1页
企业2020-7-10批准 2020-7-10实施 1目的
为了用分析技术发现、评价产品/过程中潜在的失效及其后果,找到能够避免或减少潜在失效发生的可能性的措施,事先进行系统化活动,制订本制度。
2范围
本制度适用于本公司冲压、焊接产品制造过程的FMEA。
3职责
3.1技质部负责编制产品过程FMEA。
3.2车间负责实施产品过程FMEA中建议的措施。
4工作程序
4.1总则
4.1.1过程FMEA应在产品生产准备前进行。当顾客对FMEA有要求时,应在生产件批准前进行FMEA评审和批准。
4.1.2过程FMEA按标准表格编制,并形成正规文件。
4.1.3技质部主管负责组织建立FMEA分析小组,小组人员可以包括计划物流部、车间、生产准备部、技质部、市场部等相关人员。最终由技术人员负责编制过程FMEA,过程FMEA中必须考虑产品所有的特殊特性,车间实施FMEA中的措施。
4.1.4过程FMEA的主要内容
1)确定与产品相关的过程潜在失效模式;
2)评价失效对顾客的潜在影响;
3)确定潜在制造或装配过程失效的起因,确定减少失效发生或找出失效条件的过程控制变量。
4)将制造或装配过程的结果编制成文件。
5)对返工过程失效模式进行风险分析。
4.1.5 过程FMEA主要考虑对象
1)人——操作人员、检验人员
2)机——生产设备、检验设备
****汽车零部件有限公司企业标准
***7208-2020
过程失效模式及后果分析制度
共7页第2页
企业2020-7-10批准 2020-7-10实施 3)料——材料
4)法——加工方法、检验方法
5)环——环境
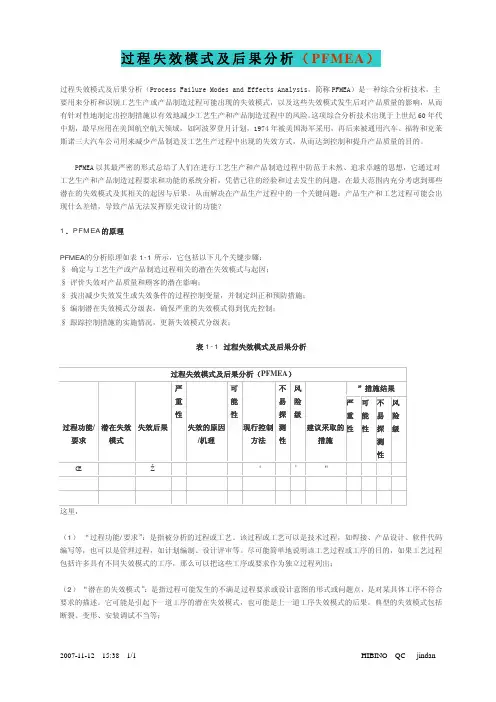
4.2 过程FMEA的编制
4.2.1 过程FMEA的编号按“技术文件编号规定”进行,编制按标准格式填写。
4.2.2 按产品过程流程图,分别确定过程功能/要求潜在失效模式、潜在失效的后果、潜在失效的起因/机理和现行工艺控制(a、阻止起因/机理或失效模式/后果的出现,或减少它们的发生率;b、查出起因/机理并找到纠正措施;c、查明失效模式)。
4.2.3 缺陷的评价规则
1)严重度(S)
严重度是潜在失效模式发生时对下序零件、子系统、系统或顾客影响后果的严重度的评价指标,是失效模式对顾客/后续作业造成后果的严重程度。严重度数的评价分为1到10级,见表一。
2)级别(重要程度)
级别是指对产品特性的分级,分别用字母/符号表示
关键产品特性—— 重要产品特性——◇ 过程特性——★
3)频度(O)
频度数是指某一特定潜在失效的起因/机理出现的可能性,对其评估分为1到10级,见表二。
4)探测度(D)
探测度是指产品零件、子系统或系统投产之前用现行过程控制可探测的可能性能力的评价,见表三。
4.2.4 风险顺序数RPN分析
风险顺序数RPN是失效模式对顾客的潜在影响的风险评估度量,是产品严重度
****汽车零部件有限公司企业标准
***7208-2020
过程失效模式及后果分析制度
共7页第3页
企业2020-7-10批准 2020-7-10实施 (S)、频度(O)和探测度数(D)的乘积,即RPN=(S)×(O)×(D)
1)风险顺序数RPN取值1至1000,过程中担心的事项按大小进行排序;
2)如果风险顺序数RPN>100时,应采取纠正措施;
3)TOP3原则:对RPN排在前三位事项采取措施;
4)对严重度S值较高的特性采取措施。
4.2.5 建议措施及责任
1)失效模式按RPN排序后,首先对级数最高的项和最关键的项目采取纠正措施,建议措施应首先考虑永久性的纠正措施,以通过消除或控制其起因来阻止失效模式的发生。任何建议措施的目的都是为了减少频度和/或探测度的数值。
2)负责建议措施执行的组织和个人及预计完成的日期,都应填入FMEA表格中。
4.3 措施结果
4.3.1车间实施已落实FMEA的建议措施的控制计划。
4.3.2主管技术人员在实施每项措施后,简要记载具体的执行情况,并记下生效日期。
1)估算和记录纠正后的严重度、频度数和探测度数。
2)计算并记载RPN的结果。
4.3.3主管技术人员对纠正后的RPN进行复查,以保证满足设计或顾客要求,如果有必要,应进一步考虑措施,重新进行4.2.5及4.3 各款的步骤。
4.4 跟踪
主管技术人员负责保证所有的建议措施,在正式批量生产前已被实施或已妥善落实。在产品过程活动中,由于持续改进、产品/过程更改,应对FMEA文件不断完善和发展,使FMEA时刻体现最新的设计改善,及相应的纠正措施的实施情况。
4.5 归档
过程FMEA是一份正规文件,经对RPN复查,能满足设计或顾客要求后,应归档保存,保存期十年。
5 相关文件
****汽车零部件有限公司企业标准
***7208-2020
过程失效模式及后果分析制度
共7页第4页
潜在失效模式及后果分析(FMEA)
技术文件编号规定
6 附录
严重度评价准则
频度评价准则
探测度评价准则
7 文件分发
本文件发至技质部、计划物流部、市场部、冲压车间、焊接车间、档案室。
附加说明:
本规定由技质部***起草。
本标准由***审核。
本标准由***批准。
****汽车零部件有限公司 2020年 4 月 10日印发
起草人:*** 校对人:*** 共4份
****汽车零部件有限公司企业标准
***7208-2020
过程失效模式及后果分析制度
共7页第5页
严 重 度 评 价 准 则
表一
后果 判定准则:后果的严重度
这级别导致当一个潜在失效模式造成了在最终顾客和/或制造/组装工厂的缺陷。应该随时首先考虑到最终顾客。如果在两者都发生缺陷,则采用较高一级的严重度
(顾客后果) 判定准则:后果的严重度
这级别导致当一个潜在失效模式造成了在最终顾客和/或制造/组装工厂的缺陷。应该随时首先考虑到最终顾客。如果在两者都发生缺陷,则采用较高一级的严重度
(制造/组装后果) 级别
无警告的严重危害 严重级别很高。潜在失效模式影响车辆安全运行和/或包含不符合政府法规情形。失效发生时无警告。 或,可能危及作业员(机器或组装)而无警告。 10
有警告的严重危害 严重级别很高。潜在失效模式影响车辆安全运行和/或包含不符合政府法规情形。失效发生时有警告。 或,可能危及作业员(机器或组装)但有警告。 9
很高 车辆/系统无法运行(丧失基本功能)。 或,产品可能必须要100%丢弃,或车辆/系统要在修理部门花上多于一小时来加以修理。 8
高 车辆/系统无法运行,但性能下降。顾客非常不满意。 或,产品可能必须要筛选,且一部分(少于100%)被丢弃,或车辆/系统要在修理部门花上半小时到一小时来加以修理。 7
中等 车辆/系统能运行,但舒适性/方便性项目失效。顾客不满意。 或,可能有一部分(少于100%)的产品不经筛选地被丢弃,或车辆/系统要在修理部门花上少于半小时来加以修理。 6
低 车辆或系统能运行,但舒适性/方便性项目运行性能下降。 或,100%的产品需要重新加工,或车辆/系统要下生产线修理,但不用到修理部门。 5
很低 装配和外观/尖响声和卡塔响声等项目令人不舒服。大多数顾客发现有缺陷(大于75%)。 或,产品可能必须要筛选,没有被丢弃,但一部分(少于100%)需要重新加工。 4
轻微 装配和外观/尖响声和卡塔响声等项目令人不舒服,有50%顾客发现有缺陷。 或,一部分(少于100%)产品必须要在生产线上的工站外重新加工,而没有被丢弃。 3
很轻微 装配和完工/尖响声和卡塔响声等项目令人不舒服。很少顾客发现有缺陷(大于25%)。 或,一部分(少于100%)产品必须要在生产线的工站上重新加工,而没有被丢弃。 2
无 没有可识别的影响 或,轻微的对作业或作业员不方便,或没影响。 1
****汽车零部件有限公司企业标准
QG/YS7208-2020
过程失效模式及后果分析制度
共7页第6页
频 度 评 价 准 则
表二
失效发生可能性 可能的失效率 级别
很高:持续性发生的失效 ≥100件/每千件 10
50件/每千件 9
高:反复发生的失效 20件/每千件 8
10件/每千件 7
中等:偶尔发生的失效 5件/每千件 6
2件/每千件 5
1件/每千件 4
低:相对很少发生的失效 0.5件/每千件 3
0.1件/每千件 2
极低:失效不大可能发生 ≤0.010件/每千件 1
****汽车零部件有限公司企业标准
***7208-2020
过程失效模式及后果分析制度
共7页第7页
探测度评价准则
表三
探测度 评 价 准 则 检查类型 推 荐 的 探 测 度 分
级 方法 级别 A B C
几乎不可能 确定绝对无法探测 × 无法探测或没有检查 10
很微小 现行控制方法将不可能探测 × 仅能以间接的或随机检查来达到控制 9
微小 现行控制方法只有很小的机会去探测 × 仅能以目视检查来达到控制 8
很小 现行控制方法只有很小的机会去探测 × 仅能以双重的目视检查来达到控制 7
小 现行控制方法可能可以探测 × × 以图表方法(如SPC)来达到控制 6
中等 现行控制方法可能可以探测 × 在零件离开工位之后以计量值量具来控制,或在零件离开工位之后执行100%Go/No Go测定 5
中上 现行控制方法有好的机会去探测 × × 在后续的作业中来探测错误,或执行作业前准备和首件的测定检查(仅使用发生于作业前准备) 4
高 现行控制方法有好的机会去探测 × × 当场侦错,或以多重的接受准则在后续作业中探测错误,如库存、挑选、设置、验证。不接受缺陷零件 3
很高 现行控制方法几乎确定可以探测 × × 当场探测错误(有自动停止功能的自动化量具)。缺陷零件不能通过 2
几乎肯定 现行控制方法肯定可以探测 × 该项目由过程/产品设计了防错法,不会产生出缺陷零件 1