有限公司停线流程
- 格式:doc
- 大小:71.00 KB
- 文档页数:6
文件名称:停机&停线作业流程编号:WI-3P008版本:A/1页码:第 1 页共 5 页目录1目的 (2)2范围 (2)3职责 (2)4作业内容 (2)5记录保存 (4)6相关文件 (4)7附件 (4)7.2 《停线/停机处理流程图》 (4)拟定审核批准姓名生效日期文件名称:停机&停线作业流程编号:WI-3P008版本:A/1页码:第 2 页共 5 页1目的规范内部停机&停线作业,生产顺利进行。
同时为了提高车间员工劳动效率,降低车间制造成本,特制定本作业办法。
2范围适用于生产部门的停机&停线作业。
3职责3.1 生产车间3.1.1 作业员:对生产异常进行反馈于上级(组长,领班等);3.1.2 工程师:负责对停线/停机的原因进行分析与评估申请;3.2.3 计算并核实停线所造成的成本及有关费用。
3.2 品质部3.2.1 IPQC: 对生产异常进行反馈给上级(组长,领班,QE等);3.2.2 QE:负责对停线/停机的原因进行分析与评估。
3.3 PMC负责对被停线/停机产品生产指令的调度。
3.4 商务负责对被停线/停机的产品交期进行分析。
3.5 产品工程师(PE)/制程工程师(PIE)负责对停线/停机的原因进行分析与评估。
3.6 采购负责对来料或外购件来料异常所造成的损失向供应商索求赔偿。
3.7 相关部门:参与停线/停机的评估事宜。
3.8 财务: 核实停线所造成的成本损失,并将停线成本纳入相关责任部门分担。
4作业内容4.1 制程异常的等级4.1.1 严重:文件名称:停机&停线作业流程编号:WI-3P008版本:A/1页码:第 3 页共 5 页产品品质出现结构、尺寸、性能不符合客户要求的异常;原材料错误时;或产品出现失效的不良率大于等于(注塑)10%,(喷涂)20%,丝印和组装5%时;制程的生产效率降低20%,产能降低20%时造成大量人力成本浪费或产品报废的异常;来料不良率大于5%致生产线待线时;对员工人身安全或工作环境有严重危害时;存在安全隐患的异常。
编制:批准:日期:版本:V1.0第1页共2页**********有限公司 **-**-**-**关于生产线停线的规定一、目的便于及时处理生产线上的不良、应对意外造成的停线,并提出改进措施,以提高产品一次性合格率,进而保证产品质量,避免和减少出现批量性重工。
二、适用范围本公司所有生产线和机台。
三、定义生产停线分以下两种情形:3.1 因人、机、料、法、环原因造成产品不良从而造成的主动停线;3.2 不可抗拒力造成的意外停线(如停电、自然灾害等)。
四、职责4.1 产品不良造成的停线:4.1.1质量部: 负责生产线停机停线的判定,用《工作联络单》的形式告知生产部,并跟进改善措施的实施和效果验证。
4.1.2技术部:负责产品异常的原因分析。
4.1.3生产部:负责异常的整改和处置。
4.2 不可抗拒力造成的停线:4.2.1 停电:4.2.1.1总经办:负责将停电信息通知到位。
4.2.1.2 各部门:接到停电信息后,关闭电脑、水、电开关,关好门窗。
4.2.1.3 生产部:各车间接到停电信息后,关闭机器设备电源及水、气开关,并关好门窗。
4.2.2 自然灾害、火灾等意外:4.2.2.1 参照各相关应急预案执行。
五、出现下列情形则生产停线(机)5.1 PQC巡查到某项物料与材料清单不符合。
5.2某个连续因操作不当而引起不良。
5.3某工位因仪器或夹具故障而造成新产品批量性的不良。
5.4在产品出现潜在性不良异常,直接影响产品的使用。
(如质控点无法检测杜绝流入下一工序的异常情况)5.5在制产品连续出现不良,不良率超过10%时。
5.6不可抗拒力出现,意外停电。
六、作业流程6.1 产品不良造成的停线:6.1.1当生产线出现第4.1项内容的任何一种情形时,由质量部PQC或组长开出《工作联络单》,质量部主任审核,分管副总批准后交给生产部。
6.1.2生产部接到质量部发出的《工作联络单》后,立即停产整改,由生产部门主导召集技术、质量、采购等相关部门协助解决,必要时召开质量异常分析会。
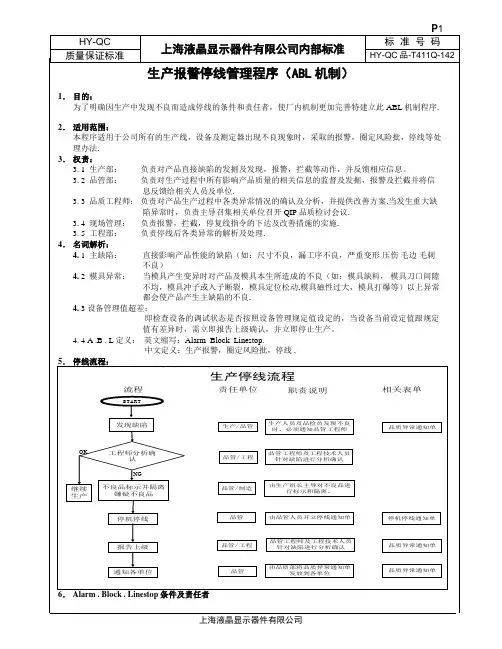
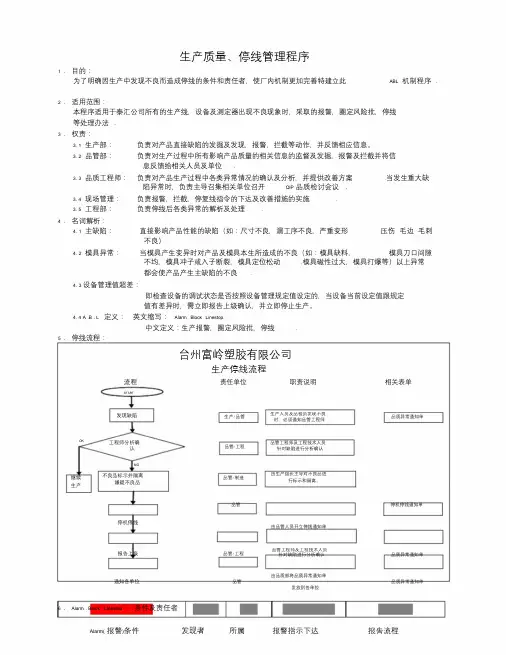
生产质量、停线管理程序1.目的:为了明确因生产中发现不良而造成停线的条件和责任者,使厂内机制更加完善特建立此ABL 机制程序.2.适用范围:本程序适用于泰汇公司所有的生产线,设备及测定器出现不良现象时,采取的报警,圈定风险批,停线等处理办法.3.权责:3. 1 生产部:负责对产品直接缺陷的发掘及发现,报警,拦截等动作,并反馈相应信息。
3. 2 品管部:负责对生产过程中所有影响产品质量的相关信息的监督及发掘,报警及拦截并将信息反馈给相关人员及单位.3. 3 品质工程师:负责对产品生产过程中各类异常情况的确认及分析,并提供改善方案.当发生重大缺陷异常时,负责主导召集相关单位召开QIP 品质检讨会议.3. 4 现场管理:负责报警,拦截,停复线指令的下达及改善措施的实施.3. 5 工程部:负责停线后各类异常的解析及处理.4.名词解析:4. 1 主缺陷:直接影响产品性能的缺陷(如:尺寸不良,漏工序不良,严重变形压伤毛边毛刺不良)4. 2 模具异常:当模具产生变异时对产品及模具本生所造成的不良(如:模具缺料,模具刀口间隙不均,模具冲子或入子断裂,模具定位松动,模具磁性过大,模具打爆等)以上异常都会使产品产生主缺陷的不良.4. 3 设备管理值超差:即检查设备的调试状态是否按照设备管理规定值设定的,当设备当前设定值跟规定值有差异时,需立即报告上级确认,并立即停止生产。
4. 4 A .B . L 定义:英文缩写:Alarm Block Linestop.中文定义:生产报警,圈定风险批,停线.5.停线流程:台州富岭塑胶有限公司生产停线流程流程责任单位职责说明相关表单START发现缺陷生产/ 品管生产人员及品检员发现不良时,必须通知品管工程师品质异常通知单OK 工程师分析确认品管/工程品管工程师及工程技术人员针对缺陷进行分析确认NG继续生产不良品标示并隔离嫌疑不良品品管/ 制造由生产组长主导对不良品进行标示和隔离。
品管停机停线通知单停机停线由品管人员开立停线通知单报告上级品管/ 工程品管工程师及工程技术人员针对缺陷进行分析确认品质异常通知单由品质部将品质异常通知单通知各单位品管品质异常通知单发放到各单位6.Alarm . Block . Linestop 条件及责任者Alarm( 报警)条件发现者所属报警指示下达报告流程项目发现数量 有 1- 3PCS 相同不良 品检员 作业员 主缺陷模具异常 尺寸不良及功能使 用 2PCS 有 3PCS 同一类不良 员 OQC QA 员 品检员设备管理 值超差发现1 次任何人 员 Block (批次异常)条件现数量 发现者 所属有 3-5PCS相同不良 品检员 作业员 主缺陷尺寸不良及功能使员?用 OQC品模具异常 管理 值超差≥3PCS 有 5PCS不良员 1Line stop (停线)条件者 所属指示告流程 项目发现数量有 ≥5PCS相同不良主缺陷 尺寸不模具异常 管理 值超差用 ≥4PCS8P C S不良1 次 OQC QA 员 员 任何人 员7. 程序:行 ABL 机制 7.1中员按进,按照 A B L 内行,若有发 异常员需立及以,场管作立处理。
一、编制目的为确保生产现场在发生突发停线事件时,能够迅速、有序地采取应急措施,最大限度地减少停线对生产的影响,保障员工的生命安全和财产安全,特制定本预案。
二、适用范围本预案适用于本企业所有生产现场因设备故障、人为操作失误、自然灾害等原因导致的停线事件。
三、应急预案组织机构及职责3.1 应急领导小组领导小组负责应急工作的全面领导和协调,成员包括:- 现场负责人:全面负责现场应急工作的指挥和协调。
- 生产部经理:负责组织生产恢复工作。
- 安全员:负责现场安全监督和事故调查。
- 技术部经理:负责技术指导和设备维修。
- 物流部经理:负责物料供应和运输协调。
- 人事部经理:负责员工调配和后勤保障。
3.2 应急救援小组应急救援小组负责具体实施应急措施,成员包括:- 技术人员:负责设备检查、维修和恢复。
- 维修人员:负责现场设备维修。
- 物料管理人员:负责物料供应和调度。
- 安全员:负责现场安全监督。
- 医疗救护人员:负责现场急救和伤员转移。
四、应急响应程序4.1 信息报告发现停线事件后,现场负责人应立即向应急领导小组报告,并启动应急预案。
4.2 初步判断应急领导小组接到报告后,应迅速组织相关人员对停线原因进行初步判断,并确定应急响应等级。
4.3 启动应急响应根据停线原因和影响范围,应急领导小组决定启动相应级别的应急响应。
4.4 应急措施- 现场保护:对现场进行隔离,确保人员和设备安全。
- 设备检查:组织技术人员对设备进行检查,确定故障原因。
- 设备维修:组织维修人员进行设备维修,尽快恢复生产。
- 物料供应:确保物料供应充足,满足生产需求。
- 人员调配:根据生产需要,对员工进行调配,确保生产顺利进行。
- 安全监督:安全员对现场进行安全监督,防止次生事故发生。
- 医疗救护:对受伤人员进行急救和转移。
4.5 恢复生产在设备维修和物料供应到位后,组织生产恢复工作。
五、应急结束当生产恢复正常,现场无安全隐患后,应急领导小组宣布应急结束。
编制:批准:日期:版本:V1.0第1页共2页**********有限公司 **-**-**-**关于生产线停线的规定一、目的便于及时处理生产线上的不良、应对意外造成的停线,并提出改进措施,以提高产品一次性合格率,进而保证产品质量,避免和减少出现批量性重工。
二、适用范围本公司所有生产线和机台。
三、定义生产停线分以下两种情形:3.1 因人、机、料、法、环原因造成产品不良从而造成的主动停线;3.2 不可抗拒力造成的意外停线(如停电、自然灾害等)。
四、职责4.1 产品不良造成的停线:4.1.1质量部: 负责生产线停机停线的判定,用《工作联络单》的形式告知生产部,并跟进改善措施的实施和效果验证。
4.1.2技术部:负责产品异常的原因分析。
4.1.3生产部:负责异常的整改和处置。
4.2 不可抗拒力造成的停线:4.2.1 停电:4.2.1.1总经办:负责将停电信息通知到位。
4.2.1.2 各部门:接到停电信息后,关闭电脑、水、电开关,关好门窗。
4.2.1.3 生产部:各车间接到停电信息后,关闭机器设备电源及水、气开关,并关好门窗。
4.2.2 自然灾害、火灾等意外:4.2.2.1 参照各相关应急预案执行。
五、出现下列情形则生产停线(机)5.1 PQC巡查到某项物料与材料清单不符合。
5.2某个连续因操作不当而引起不良。
5.3某工位因仪器或夹具故障而造成新产品批量性的不良。
5.4在产品出现潜在性不良异常,直接影响产品的使用。
(如质控点无法检测杜绝流入下一工序的异常情况)5.5在制产品连续出现不良,不良率超过10%时。
5.6不可抗拒力出现,意外停电。
六、作业流程6.1 产品不良造成的停线:6.1.1当生产线出现第4.1项内容的任何一种情形时,由质量部PQC或组长开出《工作联络单》,质量部主任审核,分管副总批准后交给生产部。
6.1.2生产部接到质量部发出的《工作联络单》后,立即停产整改,由生产部门主导召集技术、质量、采购等相关部门协助解决,必要时召开质量异常分析会。

1.目的:建立公司品质预警机制,督导产品整个生产环节重大品质异常及时处理,推动全员品质意识提升,做到防患于未然,减少失效成本与浪费,避免造成重大品质事故。
2.范围:适用于本公司所有车间生产过程的重大品质异常停线管理。
3.权责:3.1生产部:A.及时反馈生产品质异常。
B.品质部发出《停线通知单》并挂停线牌,包含批次信息,生产执行停线,对半成品/成品风险批隔离后,品质进行确认。
C.协助工艺进行生产作业不良的调查分析,执行相关改善措施。
3.2品质部:A.负责生产线品质异常的确认,异常停线/复线时机的判定,开《停线通知单》。
B.产线来料异常的确认处理,发出SCAR。
对品质异常改善效果进行追踪验证。
3.3工艺:A.负责主导对品质异常进行原因分析,对责任归属做最终判定,与责任部门共同制定临时处理方案。
B.对涉及工艺参数及生产作业指引进行调整改善,更新文件。
3.4设备部A.协助工艺对是否设备异常进行确认,对因设备原因造成的品质异常进行根本原因分析,制定与执行因设备原因导致的品质异常整改措施。
4.内容:4.2现场进行异常确认,确认如实后在30分钟内开立《停线通知单》给生产、工艺、设备、品质主管以上人员签字确认,产线立即执行停线动作。
?Remark?1:《停线通知单》的会签只需给与品质异常相关的责任部门主管签字确认即可,不相关的部门可不会签,如遇主管因某种原因不在公司时,会签可由该部门的当班负责人代签。
?Remark?2:发生重大品质事故时,由品质部主管以上人员确认后,可先挂停线牌通知产线做停线处理,再填写《停线通知单》走会签流程。
同时品质部在30分钟内反馈到各部门主管以上人员。
?Remark?3:《停线通知单》发出后,生产人员进行标识与隔离,QC进行确认,以便工艺等进行原因分析及制定改善对策,同时避免不合格品混入合格品中流入下一道工序。
?4.3.2、《停线通知单》发出以后,品质QE以上人员需及时通知工艺对异常进行分析。
生产停线管理程序(IATF16949-2016/ISO9001-2015)1.0目的:为了有效维持公司正常的生产秩序,降低由于零部件缺件、质量问题、生产线设备故障以及工位装配质量等因素对生产的影响,特制订本生产停线管理办法。
2.0适用范围:本制度适用于全公司。
3.0引用文件和标准:《应急计划管理办法》《不合格品控制程序》4.0术语定义:4.1停工定义:a、停线几小时或几个月不等,包括计划性停工及非计划停工;b、停工及复工要求及措施,制造部必须填写复工或停工申请单,相关部门及人员组织评审和风险分析,确定具体对应措施;c、通常停工后的再次开工,必须进行作业准备验证及首末件确认;至于采取其他措施,则由相关部门人员进行风险分析、评审确定(考虑客户要求及法律法规要求)具体措施,记录在开工申请单中;无论如何,最终确保复工后的过程产品满足标准要求;d、设计过程变更及生产过程变更按照变更管理流程要求进行,突发异常按照应急计划管理办法要求进行;5.0职责:5.1制造部、制造部仓储组5.1.1负责正常生产秩序的维护;5.1.2负责整个生产停线的归口管理,以及生产停线指令的下达;5.1.3负责生产线物料配送;5.1.4负责风险物料预警;5.1.5负责对停线责任单位提出考核。
5.2制造部生产车间装配组、热试组5.2.1负责如实记录生产过程中发生的停线;5.2.2负责本单位不能独立完成停线处理时的通知;5.2.3负责跟踪、落实质量问题的处理;5.3质量管理部5.3.1负责零部件到货质量和入库检验把关;5.3.2负责生产现场质量问题停线的责任判定;5.3.3负责提出质量停线临时或永久监控措施。
5.4产品研发部5.4.1负责技术文件的下达;5.4.2负责因零部件、装配等质量问题造成停线时的技术判定;5.4.3负责提出质量停线临时或永久的解决措施。
5.5供应商管理部5.5.1对工艺、设计更改并切换的外协件供给负责;5.5.2对因产能、质量、商务及合作意愿等问题造成供应商不能按时交付或影响生产的零件供给负责;5.5.3负责外协件让步接收归口管理,以及流程提起、跟踪与落实。
停线作业流程下面是对停线作业流程的更口语化表述:第一步:发现问题,马上行动看到不对劲:只要产线上的工友发现产品有问题、机器不正常、原料不够用或者其他可能导致产品出状况的事儿,就得马上告诉大家。
紧急刹车:要是发现情况严重,操作员或者领班得赶紧按下那个“紧急停机”的按钮,或者按照规定做别的动作,让生产线赶快停下来。
第二步:现场保护与初步了解挂警示牌:在机器控制面板或者显眼的地方挂个“机器停了,别乱动”的牌子,免得有人误操作。
断电处理:按照规矩,可能得把电源关掉,特别是修机器或者有电风险的时候。
简单调查:相关的同事(比如质量检查员、操作员、领班)赶快去看看现场,记下出了多少坏产品、具体啥情况、可能为啥,做个初步的记录。
第三步:通知大家,组织起来告诉大家:马上告诉质量部、工程部、生产部还有管物料的人,说清楚为啥停线,目前是个啥情况。
开紧急会:一般是由质量部门主持,叫上这些部门的代表,甚至有时候高层也要来,一起讨论这个事儿。
第四步:现场查问题,找出原因技术大神来帮忙:质量检查员、工程师这些懂行的人赶紧来现场,仔仔细细地检查那些坏产品,看看机器参数、对比标准操作步骤,找出问题到底出在哪儿。
问题分类:看看是原料有问题、电子零件坏了、设计不合理还是工人操作不当,搞清楚是谁的责任。
第五步:想应急办法,恢复计划临时解决方案:工程师要在两小时内拿出个对付这个问题的临时办法,比如换批原料、调调机器、修个小故障,总之得尽快恢复生产。
分工合作:得把每个人该干啥都说清楚,要是工程师搞不定,还得找高层商量。
第六步:动手修,验证效果动手修:按照临时方案去现场整改,比如换零件、调机器、教工人怎么操作。
小规模试验:修完后先试着生产一小批,让质量检查员严格检查,看看问题是不是真的解决了。
第七步:恢复正常,持续关注正式复工:确定一切都OK,没啥问题了,就可以摘掉警示牌,按照规矩把电送上,启动生产线。
保持警惕:复工后一段时间,得多留意生产过程,确保问题不会再犯。
第1篇第一章总则第一条为确保生产安全、提高生产效率、保障产品质量,特制定本规定。
第二条本规定适用于公司所有制造部门的停线管理,包括但不限于设备停线、生产线停线、车间停线等。
第三条制造停线管理应遵循安全第一、预防为主、综合治理的原则。
第四条各部门应建立健全停线管理制度,明确职责,落实责任。
第二章停线类型及原因第五条停线类型:1. 计划停线:指根据生产计划、设备维护保养、节假日等因素,有计划地安排的停线。
2. 非计划停线:指因设备故障、原材料短缺、质量问题、人员操作失误等突发原因导致的停线。
3. 紧急停线:指因安全生产事故、自然灾害等紧急情况,必须立即停止生产的情况。
第六条停线原因:1. 设备故障:包括设备老化、损坏、磨损等导致的故障。
2. 原材料短缺:指原材料采购、运输、储存等环节出现问题,导致原材料供应不足。
3. 质量问题:指产品在生产过程中出现质量问题,需要停线整改。
4. 人员操作失误:指操作人员因技术不熟练、疏忽大意等原因导致的生产事故。
5. 安全生产事故:指在生产过程中发生的人员伤亡、设备损坏等安全事故。
6. 自然灾害:指地震、洪水、台风等自然灾害导致的停线。
第三章停线审批及报告第七条停线审批:1. 计划停线:由生产部门根据生产计划,提前向设备管理部门提出申请,经批准后实施。
2. 非计划停线:由发生停线事件的部门立即向生产部门报告,生产部门根据实际情况进行审批。
3. 紧急停线:由发生停线事件的部门立即向生产部门报告,生产部门应立即启动应急预案,采取措施进行处理。
第八条停线报告:1. 停线发生时,停线部门应立即向生产部门报告停线原因、时间、影响范围等信息。
2. 生产部门应将停线情况及时上报公司领导,并根据实际情况启动应急预案。
3. 停线结束后,停线部门应向生产部门提交停线总结报告,内容包括停线原因、处理措施、改进措施等。
第四章停线处理及恢复第九条停线处理:1. 设备故障:设备管理部门应立即组织维修人员进行抢修,确保设备尽快恢复正常运行。
停线管理流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!《停线管理流程》一、停线触发阶段。
当生产过程中出现特定情况时,就需要启动停线流程。
1目录章节
1 目录
2 概述
3 原则
4 停线规则
5 停线流程
6 附件
7 历史记录
2概述
2.1目的
本文件的目的是建立程序文件规定当有安全隐患,质量问题或可靠性类问题出现时生产线要停止生产,并提供了查找原因和作出纠正预防措施的指导方法。
同时定义了当有停线发生时各部门的参与沟通以及停线单的管理。
2.2范围
本文件适用于时代华龙公司内部与生产相关的所有部门。
2.3参考文件
2.3.1SMT-HERO Technology System Manual时代华龙科技体系手册
2.3.2SWP-016《首检流程》
2.3.3GAP-017《制程检验程序》
2.3.4GAP-010《成品检验程序》
2.4名词解释
2.4.1Stop Line - 当有严重质量问题或安全隐患时生产线要停止生产
2.4.2PQA - Product Quality Assurance 产品质量保证
3原则
3.1当检验, 测试,生产或巡检时发现产品有严重质量问题时或发现制程/工艺有潜在质
量问题/安全隐患时,生产线要停线。
3.2QA,巡检员和普通员工任何人在其职责权限内都有权利在发现问题时向主管提出停
线要求。
3.2.1停线职权凌驾于正常生产时生产主管和其他管理人员的职权之上也即当有停
线需求时任何人都被赋予该项可以超越一切的权力。
3.2.2如果因为停线会对已经承诺给客户的交货数量造成影响时,甚至会影响到客
户的利益时,PQE和项目经理必须被及时通知到。
3.2.3当停线发生时,QA主管要负责跟踪生产线停线动作的执行,现有产品的处
理,问题的分析和纠正措施。
要负责审核纠正措施中人员管理方面的措施是
否可接受。
负责停线单的反馈与回收。
当QA主管不在时, QA领班要执行主
管的职责。
停线单要在24小时内收回并递交PQE确认纠正措施是否可接受。
PQE负责确认停线单上技术/制程原因分析和纠正措施是否可接受。
4停线规则和 Waiver
4.1停线规则:
4.1.1当QA在抽检或跟线检验, PPA抽检过程中发现批量性问题(相同关键/主要缺
陷3个以上),或关键/主要不同缺陷连续出现超过5次时, 详见《制程检验程
序》和《成品检验程序》。
4.1.2一般情况,当SPC连续两次超上限时,SMT生产线Pre-Ir良率低于95%/1小
时,Post-Ir良率低于97%/1小时;BT生产线全检工位良率低于98%/1小
时; PTH生产线良率低于90%/1小时。
4.1.3特殊情况,经工程确认无法避免的缺陷,有工程出具相关文件指导产线说明原
因及每小时允许不良数量范围。
此缺陷不计入SPC。
当出现连续缺陷数量超
过每小时允许不良数量范围时开停线单,Pre-IR 发现不良通知技术员,已发
生的批量性不良计入缺陷记录,不计入SPC.调整后再从调整后的产品开始记
入SPC。
4.1.4当直通板测试出现Fail或BT生产线抽检工位出现Fail,测试部将分析报告提
交CFT,当质量管理部认为分析结论“不可以继续生产”时,详见《制程检
验程序》。
4.1.5当产品被发现在制造,测试,组装,维修或使用过程中会对人身产生安全隐患
或可能产生安全隐患时。
4.1.6当LS3000不能正常使用;BT线测试设备无法正常进行时,当上述情况发生时,
QA人员要开停线单(见附件)要求生产线停线,除非生产线已结束生产。
SMT(产线推动工程等相关部门)根据不良现象采取纠正预防措施, 实施了纠正预防措施后产线分二个阶段进行跟踪:
第一阶段受控停线调整。
技术员调试(调试时间30分钟以内)OK后,设置控制点进行跟踪。
控制点如在炉前,25Panel为1个Lot,连续跟踪3个Lot,两
次良率大于等于97%方可正常生产。
控制点如在炉后,20Panel为1个Lot,连续
跟踪3个Lot,两次良率大于等于97%方可正常生产。
三个Lot按照第一、二和
三的顺序分别贴红、黄、蓝点区分。
停线单被关闭。
若控制点良率小于97%。
执
行第二阶段。
第二阶段执行停线。
技术员调试(5panel/Lot),调试内容须记录。
若调试OK或确实无法调试,生产前须签核Stop Line Waiver,将调试内容、措施以及如
何设立控制点列入其中,产线按照第一阶段设置控制点方法进行再次跟踪,结果
OK,停线单被关闭,进入正常生产。
否则执行停线。
工程技术人员继续寻找方
法直至最终解决。
当首检不通过时,生产线自动执行停线, 不可以进行量产,详见《首检流程》。
当有QA发现批量性问题或连续发现关键/主要缺陷时, 生产线要设控制点进行控制。
累计当前生产工单结束没有发现相同的问题控制点才可撤消。
如再次出
现,则在此机种下次生产时将控制点改为专人控制。
4.2 Waiver
当生产线需继续生产时, 必须填写书面的Stop Line Waiver(见附件),Stop Line Waiver
必须经生产部经理、QA经理和总经理确认。
Stop Line Waiver有效时间不超过24小
时。
当班经理不在时,必须及时电话通知到部门经理,部门经理可授权各部门当班最
高领导者代为签字。
5停线流程
5.1所有QA都被授权在抽检和跟线过程发现批量性问题和连续性关键/主要问题时开具停
线单(见附件)。
5.2停线单的发起人在开出停线单时应立即联系QA主管和PQE。
5.3当有停线单发出时,QA主管/ PQE要在停线单上签字确认停线需求。
5.4如果各方对停线单无异议,生产线应立即执行。
如果停线的后果会影响到出货计划,生产线主管则应立即通知生产部经理,PC,项
目经理和QA经理。
5.5项目经理要考虑不能如期交货的影响,PQE和QA经理要考虑对质量的负面影响和对
客户满意程度的影响。
如果项目经理不同意停线,PQE需报告给QA经理和运营经理
知道。
5.6停线单需知会到下述人员:
-生产部主管和生产部经理;
-QA 主管和PQE
-QA 经理和项目经理
停线单必须由各个部门迅速通知到自己的上一级主管。
如果最终的原因分析会影响到出货,PC或项目经理必须及时通知客户。
5.7生产主管(如有管理方面的问题),PE(如有制程/设备相关的问题),TE(如有与
测试软件/设备相关的问题)要在停线通知发出后的2个小时内提供纠正措施。
纠正措施必须经生产经理和PQE的确认。
如果2个小时内没有结果要及时向上汇报。
5.8如果PQE确认纠正措施有效,可以避免问题的发生,生产线可以恢复生产。
如果纠
正措施无效,停线单将被退回重新分析。
如果PQE和工程/生产意见不统一时,工程/生产可将停线单直接提交QA经理,QA经理对停线单的接受与否具有最终决定权。
5.9停线单由QA部门统一登记管理。
每份停线单都要有唯一的编号。
当停线单关闭后,
QA主管要分类记录整理并按文件记录保存期限保存。
6 附件
附件1: -- 停线单(SWP1008)
附件2: -- Stop Line Waiver(SWP1067)
7历史记录
文件修订单
日期版本/版次起草人备注
编号
_ 02/09/2009 A/01 初始版本。