振动给料机平板闸门电控改造
- 格式:doc
- 大小:38.50 KB
- 文档页数:4

振动给料设备控制回路的改造吴开和;廖小荣【摘要】塔石化是一个年生产80万t大颗粒尿素的化肥生产企业,在其大颗粒装置的生产流程中有两套超大颗粒振动给料器设备,该设备的作用是将振动筛筛分出来的超大颗粒尿素输送至破碎机中的一个给料环节,在正常的生产中为连续运行;该设备的原设计是由线圈和铁芯组成的电磁铁产生的激振力来完成生产流程,控制部分使用的是可控硅元件,通过操作控制箱面板上的电位器来调节可控硅输出电压的大小,从而改变电磁铁的激振力以满足生产的需要。
自2010年5月底投入运行至2011年8月停工检修时进行改造共运行了1a多的时间,期间两套设备均发生了故障。
从故障的统计可以看出,故障率偏高不仅严重影响了工艺生产的平稳运行,而且还为疏通於堵的物料投入了大量的人力,同时也给电气人员带来了大量的维护检修工作,鉴于此决定对两套超大颗粒振动给料器实施改造,将电磁铁更换成振动电机,由变频调速控制振动电机的激振力来实现工艺流程的最佳给料量。
%Titanium Petrochemical is an annual production of 800,000 tons of urea fertilizer production enterprises,large particles in the production process of its two large particle vibration feeder equipment,the role of the device is to screen out the shaker Of the large particles of urea transported to the crusher in a feed chain,in the normal production of continuous operation;the original design of the device is composed of coils and iron core of the excitation force generated by the electromagnetic force to complete the production process,control Part of the use of thyristor components,by manipulating the potentiometer on the control panel to adjust the size of thyristor output voltage,thus changing the exciting forceof the electromagnet to meet the production needs;from the end of May 2010 put into operation to August 2011 downtime overhaul for a total of more than a year running time,during the two sets of equipment failure statistics in Table 1,can be seen from Table 1 statistics,due to high failure rate not only seriously affected the The smooth operation of the production process,but also to dredge the material into the block a lot of manpower,but also to the electrical staff has brought a lot of maintenance work,in view of this decision on the two super-large particle vibration feeder transformation,The electromagnet is replaced by a vibration motor,and the excitation force of the vibration motor is controlled by the frequency conversion speed control to realize the optimum feeding amount of the processflow.【期刊名称】《化工设计通讯》【年(卷),期】2016(042)012【总页数】1页(P26-26)【关键词】给料设备;改造;控制回路【作者】吴开和;廖小荣【作者单位】塔里木油田塔西南勘探开发公司电力工程部,新疆库尔勒 841000;塔里木油田塔西南勘探开发公司电力工程部,新疆库尔勒 841000【正文语种】中文【中图分类】TP2731)供电电源方面,在原有供电抽屉柜及电缆的基础上将单相220V供电改为三相380V供电。
作者:姚春林单位:浩良河水泥有限责任公司摘要:我公司MPS3150立式生料磨,设计产量150t/h,几年来运行情况良好,但喂料系统中的三道闸门存在一些问题,为此对其做了改进。
1 存在问题1.1 控制系统故障DSK1400三道闸门是根据德国技术资料国内制造,采用GE控制器实现对三道闸门的控制,其工作流程如下:单片机——固态继电器——电液换向阀——闸门该控制器振动大,安装现场粉尘多,加之冬季气温最低可达-30℃,运行中经常出现三道闸门不动作或工作循环紊乱,造成下料堵塞,平均每月堵料6~8次,每次处理至少1h,生产难以稳定运行。
1.2 闸门的耐磨性在使用中发现原闸门材质为20g钢板,耐磨性不好,使用周期短,磨穿后锁风效果差,严重制约磨机台时产量,造成电耗超标。
1.3 闸门循环次序原闸门开关循环次序为:1、2、3号闸门依次开关,每个闸门都与物料接触,导致闸门磨损较快,当某个闸门在关闭时卡料就会失去锁风作用,导致系统差压和磨机入口负压急剧下降,使磨机产量降低,排渣口吐渣量大,严重时磨机无法运行。
2 改造措施2.1 将GE控制器控制改为PLC控制改造方案初步定为2种:1)将GE控制器由现场引入MCC控制中心。
2)取消GE控制器,改由中控PLC 控制。
由于GE控制器已损坏又无现货,故采用第2种方案。
改造只用了6h,使用后情况良好。
2.2 改闸门材质为16Mn钢板原闸门用20g钢板的原因是磨机内工作温度较高(入口≤200℃),但实际三道闸门处工作温度为常温负压操作,根据锰钢的冲击硬化特性,将闸门材质改为16Mn,并在闸门易磨损处堆焊耐磨焊条,使其寿命由原3000h提高到7000h左右。
2.3 改变闸门动作次序提高锁风效果将原闸门开关循环次序改为:开2号→开1号→关1号→关2号→开3号→关3号。
第2道闸门始终不与物料直接接触,主要起锁风作用,密封效果也较好,第3道闸门既要截断物料又要锁风,工作条件较差,所以将第3道闸门的耐磨堆焊层加厚2~3mm,提高第3道闸门的有效工作时间。

电控设备改造实施方案随着科技的不断发展,电控设备在工业生产中扮演着越来越重要的角色。
然而,随着时间的推移,许多电控设备逐渐老化,性能下降,无法满足现代生产的需求。
因此,对电控设备进行改造已成为许多企业的迫切需求。
本文将针对电控设备改造提出一套实施方案,旨在提高设备的性能、可靠性和安全性,从而提升生产效率和产品质量。
首先,进行设备的全面评估是电控设备改造的第一步。
通过对设备的结构、控制系统、传感器、执行机构等方面进行全面的检查和测试,了解设备的工作状态和存在的问题。
同时,对设备的使用环境、工作条件、生产需求等进行分析,为后续的改造工作提供基础数据。
其次,针对评估结果,制定详细的改造方案。
根据设备的具体情况和需求,确定改造的目标和重点。
比如,如果设备的控制系统过时,可以考虑更新控制器和软件;如果传感器性能不佳,可以考虑更换高精度的传感器;如果执行机构老化严重,可以考虑进行机械结构的优化和升级。
在制定改造方案时,需要充分考虑设备的整体性能和稳定性,避免改造后出现新的问题。
接下来,进行改造工作。
根据制定的改造方案,对设备进行相应的改造和升级。
这可能涉及到机械加工、电气布线、软件编程等多个方面的工作。
在改造过程中,需要严格按照设计要求进行操作,确保改造的质量和稳定性。
同时,需要对改造后的设备进行充分的测试和调试,确保设备的性能和安全性达到要求。
最后,进行改造后的设备的运行和维护。
改造后的设备需要进行一定时间的试运行和调整,以确保设备的稳定性和可靠性。
同时,需要对设备的维护和保养进行规范,延长设备的使用寿命。
在设备运行过程中,需要及时发现和排除故障,确保设备的正常运行。
综上所述,电控设备改造是一个复杂而重要的工作,需要全面的评估、详细的规划、精细的实施和规范的运行维护。
通过科学合理的改造方案和严格的实施过程,可以提高设备的性能和可靠性,为企业的生产提供有力的支持。
希望本文提出的电控设备改造实施方案能够为相关企业提供一定的参考和指导。

熟料换库闸门自动控制失效的改进措施
熟料换库闸门自动控制失效的改进措施
黄言清
【摘要】@@ 我公司主、次熟料库换库自动控制由熟料库顶料管中一台电液动平板闸阀(DYLV-1.0,800x800)控制,如图1.在长期运行中,经常发生故障,无法实现自动控制,每次换库都需工人上熟料库顶用葫芦将平板闸阀拉出或推入,费时费力又不利于熟料质量的控制.
【期刊名称】新世纪水泥导报
【年(卷),期】2011(017)001
【总页数】2
我公司主、次熟料库换库自动控制由熟料库顶料管中一台电液动平板闸阀(DYLV-1.0 800×800)控制,如图1。
在长期运行中,经常发生故障,无法实现自动控制,每次换库都需工人上熟料库顶用葫芦将平板闸阀拉出或推入,费时费力又不利于熟料质量的控制。
1 存在的问题
如图1所示,油缸1和油缸2距离料管120 mm,料管中熟料温度高,辐射热对油缸1和油缸2中密封圈有损害作用,新的油缸或密封圈刚换上不到一周即损坏,尤其是油缸2所处位置,密封圈损坏更快,无法实现自动控制。
2 原因分析
由于油缸1和油缸2距离料管太近,料管中熟料温度高达150 ℃左右,在窑出现冲料时可能超过300 ℃,此时将平板闸阀关闭,高温熟料堆积在闸阀上,堆积到一定高度后熟料才开始进次料库,因此油缸内密封圈易被高温熟料烤坏失效。

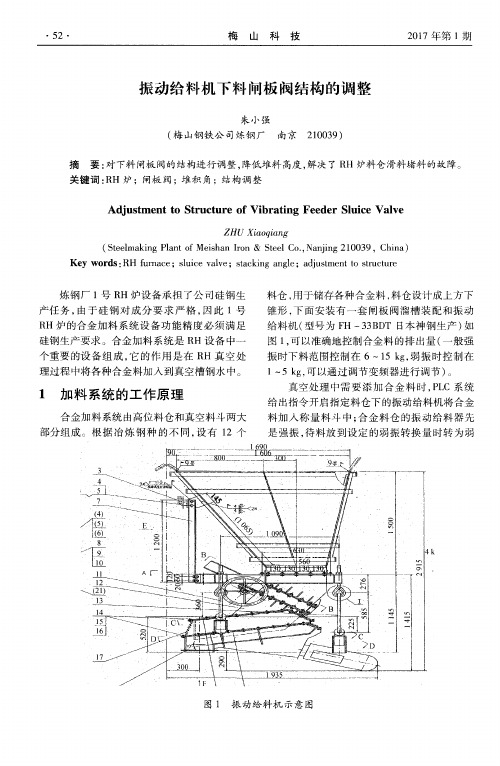
电液动平板闸门在某钢厂原料仓工艺改造中的应用与探讨摘要:本文根据总结散状原料储运过程中使用的扇形闸门、颚式闸门等设备实际应用的特点与不足,以某钢厂现有原料仓改造工程为实例,提出了在储存特定料种料仓条件下,采用电液动平板闸门的可行方案。
关键词:原料仓;散状原料;平板闸门;扇形闸门;颚式闸门1 前言在散状物料的仓下放料过程中,通常在料仓落料孔下方设闸门控制料仓的开启与关闭,将料仓内的物料传输到仓下的带式输送机或自卸汽车。
目前采用的闸门有电液动平板闸门、扇形闸门、颚式闸门等。
目前使用的颚式闸门与扇形闸门均可用于各种粒度散状原料的仓下放料,且使用过程中可靠性高,很少出现阀体被物料卡塞,不能正常关闭闸门的情况。
但以上两种闸门工作时卸料工作面几乎全部暴露在外部环境中,作业现场扬尘十分严重,对环境造成了粉尘污染,且影响现场操作人员正常作业。
电液动平板闸门可较好地衔接料仓与带式输送机,减少卸料过程中产生的扬尘,但平板闸门在使用过程中闸板运动轨道易被仓内物料堵塞,导致闸门不能关闭到位,且仓内料位较高时,往往需要机旁连续点动操作才能将闸门开启,远程操作无法打开闸门,此外,电液动平板闸门不适用于大粒度物料的仓下放料。
因此,目前电液动平板闸门多用于小型钢结构料仓的仓下放料。
随着环保政策日益严格,采用扇形闸门或颚式闸门难以控制作业现场粉尘污染,已不适应将来环保需求,如何通过工艺优化,扩大平板闸门的应用范围,在不降低设备可靠性的前提下,采用平板闸门替代扇形闸门或颚式闸门,可有效控制仓下作业区域粉尘污染,实现清洁作业。
2 工程背景该钢铁厂高炉区域矿槽筛下不具备入炉条件的小颗粒烧结矿,焦炭通过槽下碎矿、碎焦胶带机分别运输至碎矿仓、碎焦仓,原碎焦仓、碎矿仓均在仓下采用电液动扇形闸门将仓内碎焦、碎矿转载到自卸汽车,随后自卸汽车行驶至烧结区域,将碎矿、碎焦分别卸入燃料系统、配料系统汽车受料槽,供烧结机二次加工。
由于高炉区域距烧结区域距离约3千米,长期采用汽车运输碎焦、碎矿不仅运输成本高昂,且从扇形闸门放料,汽车运输,卸车等过程均产生大量扬尘,对厂区造成了大量粉尘污染,为降低运输成本,减少厂区粉尘污染适应环保要求,该钢厂新建了一条高炉区至烧结区的碎矿、碎焦带式输送机运输系统,在高炉区对碎矿、碎焦仓进行了土建及设备改造。
报告
20米配料系统,原GZ4F电磁震动给料机改为变频调速控制器控制的GZG533型电机振动给料机方案:
一、原因:日常使用电磁振动给料机存在的主要问题:
1、工作状态不稳定,
2、使用一个时期后物料的输送能力明显下降;
3、电磁铁及线圈等配件价格昂贵,更换频繁;
4、出现故障判断故障点时不能一步到位,维修时间长;
二、变频调速控制器控制的GZG533型电机振动给料机,采用微电脑交流变频调速,使惯性震动给料机能实现软启动,避免了直接启动时冲击电流过大对电路的影响,同时可根据生产工艺要求进行变频调速而实现给料产量的调节;停机时,按下停机按钮,变频器停止输出,与此同时接入反接制动,可使惯性震动给料机在短时间内迅速制动停机,有效减少过称量,同时防止机器产生过大振幅,延长机器的使用寿命,减少停机时可能产生的碰撞,并具有对振动机器进行过流、过载、断相等的保护功能。
(GZ4F电磁震动给料机配件价格:线圈850元/个;铁芯1100元/块,磁铁:1300元/块,板簧:80元/块)
维修工段
二〇一二年三月六日。
筛焦工段操作规程一、工艺流程⑴半焦输送平板推焦机在半焦炉下部,不断做往复运动。
焦半焦炉排出的炽热半焦推落至炭化炉下部的水封槽中,水封槽中的刮板运输机将冷却后的半焦从水槽中刮出并沥去大部分水分。
半焦在运输过程中经热废气烘干,排出剩余的大部分水分。
烘干后的半焦落入焦仓,焦仓满后开电液动闸阀井溜槽落入半焦-1带式输送机上至半焦筛分室顶部。
⑵半焦筛分半焦-1带式输送机运来的半焦经溜槽卸入半焦筛分室顶部的贮焦仓中。
在贮焦仓下不漏咀处安装有电液动平板闸门,打开平板闸门半焦经溜槽落入电磁振动给料机上,开动电磁振动给料机半焦经溜槽落入三层高效振动筛上进行筛分,可分出大于25㎜、8-25㎜、8-3㎜和小于3㎜规格。
其中大于25㎜的半焦经溜槽进入焦-4带式输送机,在经溜槽进入焦-5-2栈桥带式输送机上,在京卸料车卸到贮焦场上堆放。
8-25㎜的半焦经溜槽进入角-3带式输送机上,经焦-3转运站进入焦-5-3栈桥带式输送机上,在京卸料车卸到贮焦场上堆放。
8-3㎜的半焦经溜槽进入焦-2带式输送机上,经焦-2转运站进入焦-5-1栈桥带式输送机上,在经卸料车卸到贮焦场上堆放。
小于3㎜的焦沫经直接进入筛焦楼的贮焦槽中。
在贮焦槽漏咀处设有电动腭式闸门,打开闸门可将小于3㎜的焦沫卸到汽车上运走。
在叫焦-5-1、焦-5-2、焦-5-3带式输送机下面分别设有焦-6-1、焦-6-2、焦-6-3地下带式输送机。
半焦在出售前可分别经地下料槽进入各自地下带式输送机上再分别设有焦-6-1、焦-6-2、焦-6-2转运站的单层振动筛再次筛分,筛上的半焦味合格产品经地面装车运走。
筛下的焦粉落入振动筛下的料槽中,待料槽装满后打开料槽下面的电液动平板闸门经出地面装汽车运走。
其中8-25㎜的半焦通过卸料仓经焦-7皮带机送入电石厂使用。
二、正常操作规程1、开车前的准备工作⑴、检查地脚螺栓,各部连接螺栓有无松动,联轴器的柱销及螺母有无松动;⑵、润滑油是否在规定的油线内,各油杯润滑脂是否加满;⑶、上、下溜槽有无卡碰;筛上有无杂物,运转设备前后有无故障物,确认无误;⑷、检查皮带机、溜槽及溜槽口有无堵塞,如有应及时清理;⑸、检查皮带机滚筒、托辊、皮带上有无杂物如有应及时清理;⑹、检查连锁装置是否正常;⑺、按规定程序接发信号;⑻、按规定程序启动设备;2、开车操作2.1集中控制室岗位工技术操作规程2.1.1开机前的检查1、确认需要开启的系统;2、检查电脑显示屏上各控制点是否有故障,是否信号不到位、是否影响启车;确认设备系统信号在联动位置上。
中平煤电公司科技、理论成果申请
需另附成果材料一份
振动给料机平板闸门电控系统改造
机修中心
2011年9月8日
振动给料机平板闸门电控系统改造
情况说明:
由于平板闸门控制系统启动停止绵软而造成设备经常损坏和操作不便。
综保是MMC Unit电动机管理控制器,经现场调查是MMC 控制回路用的是控制模式,是靠电流维持,用的是综保的常开接点,致使造成设备操作困难。
经上报批准技术改造,改为纯保护模式。
改造方案:
5、将原有的控制模式的控制线拆除。
6、利用现有拆除的控制线进行改造。
7、设置调整技术参数。
8、改造布线要规范、整齐。
工艺流程:
1、拆除原有控制线路,保留好线号。
2、将控制电源串入A04、A05常闭触点作为热继电器保护。
3、将103、105控制线分别接入主接触器线圈上。
4、线路改造完毕进行参数设置和调试。
改造一台需要一个小时时间,共有30台。
实际用24台,6台备用。
在改造过程中先改造备用设备而后替换逐个进行,改造工作不影响生产。
此项工作技术含量高,程序繁琐耗时不出工。
为确保改造工程安全顺利完成,中心领导在制定方案后,主任、副主任明确分工,两人
时刻在施工现场,分配人员,指挥工作。
在确保安全的前提下,确保施工进度,务必使工期向前推进。
施工人员在高温的天气下,连续几个小时不间断的进行。
其崇高的敬业精神令去现场视察的领导都佩。
改造后效果:
停启自如,达到预期目的。
保护了设备,而且确保生产顺利完成。