绷网
- 格式:pdf
- 大小:2.57 MB
- 文档页数:3
印刷过程中绷网应注意的七大问题绷网是制作丝网印版必不可少的一个工序。
绷网,是将丝网在一定拉力下牢固地固定在网框上。
并使绷好的丝网具有一定的张力,以满足感光剂涂布及其它制版要求。
丝网张力的大小以及绷网质量的好坏直接关系到丝网印版质量的高低,而且对印刷质量也有直接的影响。
彩色印刷时,要求套色的丝网印版每色版的绷网张力必须保持基本一致,这样才能保证套印准确。
只有绷好网,才能保证制版和印刷质量。
1.新、旧网框在使用前必须确定是否平整方可使用,因网框不平整会严重影响绷网牢度,同时,网框必须均匀充分地打磨方可使用。
2.新网框必须洗去油污,旧框要除去原有的胶,同时必须清洗后使用为佳。
3.粘网胶最好使用温度为≥25℃,湿度介于50%~70%,温度偏低,干燥时间相应延长,湿度低干燥时间则相应缩短;当湿度>70%时应相应延长干燥时间,必要时应用红外灯照射干燥配合风扇吹干。
4.骤冷天气应特别注意,因空气中的水分凝结在框表面,尽管此时湿度不高,仍应烘干网框或在阳光下晒干后使用为佳。
5.雨天或春天因空气较为潮湿,除正常处理网框外应特别注意网框烘干后方可上底胶,绷网上胶时应配制抽湿装置或以红外灯照射配合风扇吹干方为保险。
6.烘箱温度以40~45℃为佳,超过50℃,则粘网胶开始软化,容易掉网。
需特别说明的是,不少同行喜欢用廉价的万能胶作粘网胶,请慎用之。
与粘网胶相比,万能胶绷网有如下缺点:①表面黏度大,不易渗网;②干燥时间长,工效低;③胶膜软,初黏性及最终绷网强度不高;④涂刷性差,易拉丝;⑤对网框的黏附性差;⑥雨水天及潮湿天易脱网。
这些均为粘网胶的大忌,故以不提倡使用为好。
7.用万能胶粘网后,要想撕去旧网再绷网就很不容易,框上残留的万能胶不均匀,影响下次绷网。
丝印制版时网框和绷网的选择技巧.txt爱空空情空空,自己流浪在街中;人空空钱空空,单身苦命在打工;事空空业空空,想来想去就发疯;碗空空盆空空,生活所迫不轻松。
总之,四大皆空!丝印制版时网框和绷网的选择技巧
12-16
一.网框材料的选择
一般选用LY12、LF2等硬质合金铝方管型材,尺寸选用宽20mm,厚20mm,四角用氩弧焊接或铆接加工而成。
金属框架精度高,尺寸稳定。
二.丝网材料的选择
目前用得最多的是尼龙丝网和涤纶丝网。
尼龙丝网耐热性较差,受热后易产生热塑性变形,使张力不均匀,影响网印质量。
粘结绷网或丝网模版制作不宜高温烘烤。
涤纶丝网耐热性较好,尺寸稳定,图形不因温度和湿度的变化产生较大的变动。
为了保证网印图形精度最好选用单丝涤纶丝网。
同时应选用丝网目数较高,丝径较细,网眼较小的丝网,丝网的颜色以黄色或棕黄色为好,以防产生晕影。
三.绷网
最好采用气动绷网机,绷网的质量要求如下:
1.绷网张力合适、均匀
(1)使用气动绷网在达到张力要求的时候一定要静置3-6小时再上绷网胶;
(2)绷好的网最少要放置24小时以上,特别是做大货或机印的网,以保证各点应力均等,防止变形。
网目越高的网版要求放置的时间越长,一般2-3天为宜。
放置后网版张力稳定,名点的应力相等,以保证网版不变形,不易损坏。
2.经纬网丝保持垂直
3.防止松弛
四.丝网模版制版工艺
目前用得最多的是直接法制作丝网模版,在此制作工艺中注意上胶涂层的厚度合适、上浆均匀,严格控制干燥、曝光、显影等环节,方能得到高质量的丝网模板。
1.绷网的工艺过程。
绷网要首先按照印刷尺寸选好相应的网框,把网框与丝网粘合的一面清洗干净。
如果是第一次使用的网框,需要用细砂纸轻摩擦,使网框表面粗糙,这样易于提高网框与丝网的粘结力。
如果使用过程的网框也要用砂纸摩擦干净,去掉残留的胶及其它物质。
清洗后的网框在绷网前,先在与丝网接触的面预涂一遍粘合胶并晾干。
绷网时,用手工或机械绷网,丝网拉紧后使丝网与网框贴紧,并在丝网与网框接触部分再涂布粘合胶,然后干燥,注意粘合胶不宜涂丰得过厚或过薄,在干燥时,可用橡胶板或软布,边擦拭粘结部分,边施加一定的压力,使丝网与网框粘结得更牢固。
待粘合胶干燥后,松开外部张紧力,剪断网框外边四周的丝网,然后用单面不干胶纸带贴在丝网与网框粘结的部位,这样可起到保护丝网与网框的作用,还可以防止印刷时溶剂或水对粘合胶的溶解,以保证丝网印版的有效使用。
4.机动绷网。
机动绷网使用的是机械式绷网机。
机械式绷网机,有杠杆式、丝杠式和齿轮齿条式之分,大型绷网机一般为机动,而中、小型绷网机以手动为主。
机械式绷网机,依其绷网夹具的形式,亦可分为整体夹头式绷网机和同步多夹头式绷网机。
整体夹头式棚网机,一般为手动,其结构简单、操作方便、成本低,但绷网张力分布不均匀,适用于较为简单的线条、色块印版的绷网。
同步多夹头式绷网机,有手动亦有机动的,其绷网质量近于气动绷网机。
①丝杠式机械绷网机。
国产的手动绷网机一般装有8组丝杠副,向四边张紧丝网。
每组丝杠副单独操作,可对张力作局部微调。
其最大绷网尺寸为1030×780mm,可同时绷制数块小尺寸网版。
这种机器系间接绷网设备,配有机械千斤顶辅助顶网机构。
其夹头设计新颖,依靠橡胶条的变形和摩擦夹紧丝网,具有自锁作用,大大简化了夹网机构。
②杠杆式机械绷网机。
此类机型一般采用3组杠杆式机构,以偏心轮推动,向三边张紧丝网,另一边采用移动式结构;定位采用棘轮棘爪机构;复位采用弹簧机构;顶网采用升降螺检机构。
这种机器系间接绷网设备,操作简便,节省丝网。

绷网机操作保养规程绷网机是一种常用的绷网设备,广泛应用于纺织、服装、印花、染色等行业中。
在日常使用过程中,绷网机的保养和操作是非常重要的,直接关系到设备的使用寿命和生产效率。
本文旨在介绍绷网机的操作和保养规程,以便用户更好地操作和维护绷网机设备。
一、绷网机操作规程1.准备工作在使用绷网机前,需要对设备进行预热和准备工作。
首先,将绷网机放置在光线充足、通风良好的场所。
然后,将绷网机的刷头清洁干净,并将绷网机打开预热5-10分钟。
2.打开绷网机在绷网机预热完成后,按下绷网机的启动键,使绷网机运行起来。
此时需要注意,绷网机需要按照正确的顺序启动,否则会影响设备的正常使用。
3.放置网布在绷网机正常运行后,将需要绷的网布放置在绷网机上。
这时需要注意,网布需要尽量平整,不能出现褶皱和翘起的现象,否则会影响绷网的效果。
4.调整绷网框架绷网框架是绷网机上最重要的部件之一,需要根据实际需求进行调整。
在调整绷网框架时,需要注意以下几点:•绷网框架需要调整到最佳的平衡状态;•绷网框架需要与网布保持一定的紧密程度;•绷网框架需要调整到适当的位置,以保证整个绷网过程中的稳定性。
5.进行绷网操作在进行绷网操作时,需要严格按照操作规程进行操作。
在绷网的过程中,需要注意以下几点:•绷网刷需要保持清洁,防止污垢和杂质堆积;•绷网时需要保持稳定,避免产生振动和错位的现象;•绷网后需要对网布进行检查,确保绷网效果符合要求。
6.关闭绷网机在完成绷网操作后,需要及时关闭绷网机并清洁设备。
此时需要注意,需要按照正确的关机顺序进行操作,避免产生损坏和故障。
二、绷网机保养规程绷网机的保养是非常重要的,可以保证设备的稳定运行和延长使用寿命。
下面是绷网机保养的规程:1.日常保养在使用绷网机时,每天都需要进行一定的保养和清洁。
具体方法如下:•清洁绷网机的表面,防止灰尘和污垢影响设备的正常工作;•对绷网刷进行清洁和消毒,避免细菌和污垢的堆积;•对绷网机的各个部件进行检查,确保设备工作正常。
1.绷网的工艺过程。
绷网要首先按照印刷尺寸选好相应的网框,把网框与丝网粘合的一面清洗干净。
如果是第一次使用的网框,需要用细砂纸轻摩擦,使网框表面粗糙,这样易于提高网框与丝网的粘结力。
如果使用过程的网框也要用砂纸摩擦干净,去掉残留的胶及其它物质。
清洗后的网框在绷网前,先在与丝网接触的面预涂一遍粘合胶并晾干。
绷网时,用手工或机械绷网,丝网拉紧后使丝网与网框贴紧,并在丝网与网框接触部分再涂布粘合胶,然后干燥,注意粘合胶不宜涂丰得过厚或过薄,在干燥时,可用橡胶板或软布,边擦拭粘结部分,边施加一定的压力,使丝网与网框粘结得更牢固。
待粘合胶干燥后,松开外部张紧力,剪断网框外边四周的丝网,然后用单面不干胶纸带贴在丝网与网框粘结的部位,这样可起到保护丝网与网框的作用,还可以防止印刷时溶剂或水对粘合胶的溶解,以保证丝网印版的有效使用。
2.手工绷网。
手工绷网是一种简单的传统方法。
通常适用于木质网框。
这种方法是通过人工用钉子、木条、胶粘剂等材料将丝网固定在木框上。
手工绷网的张力一般能够达到要求,但张力不均匀,操作比较麻烦、费时,绷网质量不易保证。
这种方法多用于少量印刷和印刷精度要求不高的场合。
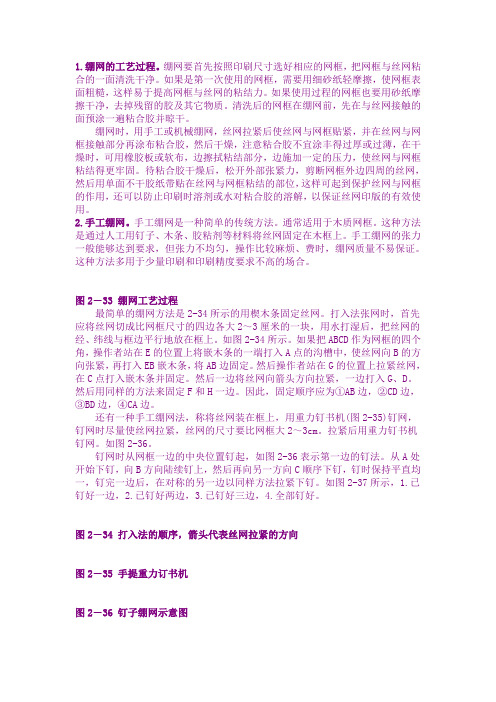
图2-33 绷网工艺过程最简单的绷网方法是2-34所示的用楔木条固定丝网。
打入法张网时,首先应将丝网切成比网框尺寸的四边各大2~3厘米的一块,用水打湿后,把丝网的经、纬线与框边平行地放在框上。
如图2-34所示。
如果把ABCD作为网框的四个角,操作者站在E的位置上将嵌木条的一端打入A点的沟槽中,使丝网向B的方向张紧,再打入EB嵌木条,将AB边固定。
然后操作者站在G的位置上拉紧丝网,在C点打入嵌木条并固定。
然后一边将丝网向箭头方向拉紧,一边打入G、D。
然后用同样的方法来固定F和H一边。
因此,固定顺序应为①AB边,②CD边,③BD边,④CA边。
还有一种手工绷网法,称将丝网装在框上,用重力钉书机(图2-35)钉网,钉网时尽量使丝网拉紧,丝网的尺寸要比网框大2~3cm。
丝网印刷的绷网要求及技巧太阳能关系网一、绷网张力的依据:在丝网印刷中,丝网的目数,丝径以及丝网的纺织方式和所选用的材质等直接影响绷网的张力大小,绷网时,就是根据这些参数对丝网的张力进行测量,测量张力时,被检测的张力点离网框内边应该10厘米,否则测出的张力是不准确的。
SEFEN PET 1000各网目所能达到的最大张力值见下表。
表中所指最大张力值是特定的丝网力度的显示,即各种目数,不同丝径能承受并可回弹的最大拉力值,若超过表中所给定的张力值,网丝将会失去弹性,成为塑性形变,这在绷网中应引起重视。
张力的单位:牛顿/厘米(N/CM),可用牛顿张力计测量。
该张力计可测出经向和纬向的张力。
所谓丝网的经向张力,就是整卷丝网卷绕方向上的张力,即边沿打字方向上的张力;丝网纬向张力,就是丝网宽度方向上的张力。
由张力表中可以看出,同一种材质制造出不同的丝径,不同目数的丝网,其张力是不同的,即是同一目数的丝网,其张力是不同的,即是同一目数的丝网,网丝直径不同,其张力是不同的,因为抗拉张度是与网丝直径成正比例关系。
例如:A是B丝半径的2倍,则A丝的抗拉强度就是B丝的4倍。
表中的张力值对边长大约1米以下的高强度网框有效的,当边缘长度达2米时的网框,则张力值应减15%-20%,若网框边长达3米左右时,绷网时,按表中给定的张力减少20-25%。
为了保证在处理和印刷中,丝网不被撕破的危险,故绷网时,张力应比表中的给出的张力低一点是必要的。
二、张力要求1、不同用途的网模版要求张力的大小是不同的。
例如:彩色网点印刷,为了保证色调值的准确和还原性好,要求张力20-30N/CM。
精细印刷品,刻度表盘等,张力为12-18N/CM。
一般图形印刷,张力为8-12N/CM。
手工印刷,粗糙印制品,或对精度、尺寸等无要求者,张力>6N/CM,值得注意的是彩色色块套印时,为了使套印位置准确,不但要求网版张力应大于10N/CM,而且套印的几块模版必须达到张力一致,对于网点印刷更为重要,否则会引起龟纹和色相的偏差等。
丝网印刷中的绷网全攻略张力的重要性在丝网印刷中,丝网的目数,丝径以及丝网的纺织方式和所选用的材质等直接影响绷网的张力大小,绷网时,就是根据这些参数对丝网的张力进行测量,测量张力时,被检测的张力点离网框内边应该10厘米,否则测出的张力是不准确的。
一、绷网张力的依据:SEFEN PET1000各网目所能达到的最大张国值见下表。
表中所指最大张力值是特定的丝网力度的显示,即各种目数,不同丝径能承受并可回弹的最大拉力值,若超过表中所给定的张力值,网丝将会失去弹性,成为塑性形变,这在绷网中应引起重视。
张力的单位:牛顿/厘米(N/CM),可用牛顿张力计测量。
该张力计可测出经向和纬向的张力。
所谓丝网的经向张力,就是整卷丝网卷绕方向上的张力,即边沿打字方向上的张力;丝网纬向张力,就是丝网宽度方向上的张力。
由张力表中可以看出,同一种材质制造出不同的丝径,不同目数的丝网,其张力是不同的,即是同一目数的丝网,其张力是不同的,即是同一目数的丝网,网丝直径不同,其张力是不同的,因为抗拉张度是与网丝直径成正比例关系。
例如:A是B丝半径的2倍,则A丝的抗拉强度就是B丝的4倍。
表中的张力值对边长大约1米以下的高强度网框有效的,当边缘长度达2米时的网框,则张力值应减15%-20%,若网框边长达3米左右时,绷网时,按表中给定的张力减少20-25%。
为了保证在处理和印刷中,丝网不被撕破的危险,故绷网时,张力应比表中的给出的张力低一点是必要的。
二、张力要求1、不同用途的网模版要求张力的大小是不同的。
例如:彩色网点印刷,为了保证色调值的准确和还原性好,要求张力20-30N/CM。
精细印刷品,刻度表盘等,张力为12-18N/CM。
一般图形印刷,张力为8-12N/CM。
手工印刷,粗糙印制品,或对精度、尺寸等无要求者,张力>6N/CM,值得注意的是彩色色块套印时,为了使套印位置准确,不但要求网版张力应大于10N/CM,而且套印的几块模版必须达到张力一致,对于网点印刷更为重要,否则会引起龟纹和色相的偏差等。
丝网印刷的绷网技术详解丝网印刷的绷网要求及技巧一、绷网张力的依据:在丝网印刷中,丝网的目数,丝径以及丝网的纺织方式和所选用的材质等直接影响绷网的张力大小,绷网时,就是根据这些参数对丝网的张力进行测量,测量张力时,被检测的张力点离网框内边应该10厘米,否则测出的张力是不准确的。
SEFEN PET 1000各网目所能达到的最大张国值见下表。
表中所指最大张力值是特定的丝网力度的显示,即各种目数,不同丝径能承受并可回弹的最大拉力值,若超过表中所给定的张力值,网丝将会失去弹性,成为塑性形变,这在绷网中应引起重视。
张力的单位:牛顿/厘米(N/CM),可用牛顿张力计测量。
该张力计可测出经向和纬向的张力。
所谓丝网的经向张力,就是整卷丝网卷绕方向上的张力,即边沿打字方向上的张力;丝网纬向张力,就是丝网宽度方向上的张力。
由张力表中可以看出,同一种材质制造出不同的丝径,不同目数的丝网,其张力是不同的,即是同一目数的丝网,其张力是不同的,即是同一目数的丝网,网丝直径不同,其张力是不同的,因为抗拉张度是与网丝直径成正比例关系。
例如:A是B丝半径的2倍,则A丝的抗拉强度就是B丝的4倍。
表中的张力值对边长大约1米以下的高强度网框有效的,当边缘长度达2米时的网框,则张力值应减15%-20%,若网框边长达3米左右时,绷网时,按表中给定的张力减少20-25%。
为了保证在处理和印刷中,丝网不被撕破的危险,故绷网时,张力应比表中的给出的张力低一点是必要的。
二、张力要求1、不同用途的网模版要求张力的大小是不同的。
例如:彩色网点印刷,为了保证色调值的准确和还原性好,要求张力20-30N/CM。
精细印刷品,刻度表盘等,张力为12-18N/CM。
一般图形印刷,张力为8-12N/CM。
手工印刷,粗糙印制品,或对精度、尺寸等无要求者,张力>6N/CM,值得注意的是彩色色块套印时,为了使套印位置准确,不但要求网版张力应大于10N/CM,而且套印的几块模版必须达到张力一致,对于网点印刷更为重要,否则会引起龟纹和色相的偏差等。
绷网绷网是制作丝网印版的第一道工序。
绷网质量对制版质量有着直接的关系。
所以必须认真、细致地做好绷网前的准备工作和绷网工作。
常用的方式有两种:1、手工绷网手工绷网是指通过人工用钉子、胶粘剂等材料将丝网固定在木框上。
它是一种简单的传统方法,适用于木质网框。
主要操作流程是:准备材料→拉伸网布→固定→钉钉→割分→封贴框边。
首先,准备好绷网用的材料:丝网、木质网框、钉枪、绷网钳、剪刀。
其次,将网布裁制成四边大于网框3-5厘米的尺寸。
然后,将网布平铺在网框上,固定在网框一边的中间位置,用绷网钳向对边拉紧固定,钉紧一边以后再以相同的方法固定另外两边,直到把丝网平整地固定在网框上。
需要注意的是:手工绷网张力的控制依靠个人感觉,在手工拉紧网面的同时用手指按压网面,当感觉到网面的弹性达到要求后,即可用钉枪钉紧网面。
手工绷网由于受条件限制,不如机械绷网的张力大且均匀,按压的时候感觉弹性会稍大,在绷网过程中控制力度的大小,用力过大容易使网框变形,所以在选择网框时也要注意选用结实的网框。
固定网框后要多余的网布修剪掉。
最后用胶带将网框的四周以及丝网与网框相连接的地方粘牢。
这样,一张网版的绷制就完成了。
手工绷网不受环境条件限制,节省网材,因此比较适用于少量印刷和印刷精度要求不高的情况。
2、手动绷网机绷网主要操作流程是:准备材料→夹网布→加压绷网→刮胶粘网→干燥→割分→封贴框边。
首先,准备好绷网用的材料:丝网、铝合金网框、粘网胶、刷子、剪刀。
然后,将网材剪裁成大于绷网机10厘米左右的尺寸。
将网框水平放置在绷网机操作台面上,并将剪裁好的丝网平铺在网框上。
接着,调整好压条,调节控制手柄控制拉力,利用拉力将丝网拉紧,使丝网获得必要的张力。
为了保证四边的拉力与网面中心的拉力相同,要注意调整四个方向的控制手柄。
手动操作绷网设备,丝网所能承受的拉力如果没有张力计也同样需要依靠人的经验,张力控制的好坏会直接影响到印刷的效果和质量。
调整网面张力的过程中尽量保证整个网面受力均匀。