马蹄焰课程设计说明书
- 格式:pdf
- 大小:570.89 KB
- 文档页数:9
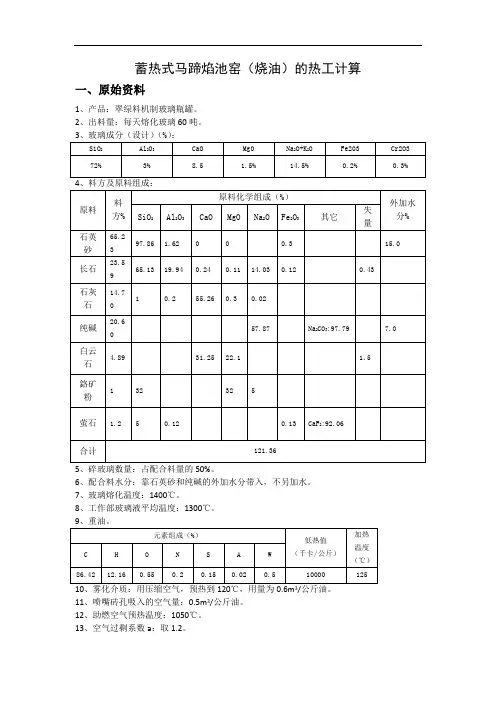
蓄热式马蹄焰池窑(烧油)的热工计算一、原始资料1、产品:翠绿料机制玻璃瓶罐。
2、出料量:每天熔化玻璃60吨。
5、碎玻璃数量:占配合料量的50%。
6、配合料水分:靠石英砂和纯碱的外加水分带入,不另加水。
7、玻璃熔化温度:1400℃。
8、工作部玻璃液平均温度:1300℃。
10、雾化介质:用压缩空气,预热到120℃,用量为0.6m/公斤油。
11、喷嘴砖孔吸入的空气量:0.5m3/公斤油。
12、助燃空气预热温度:1050℃。
13、空气过剩系数a:取1.2。
14、火焰空气内表面温度:熔化部1450℃,工作部1350℃。
池深方向玻璃液温降:窑池上部为2℃/cm,窑池下部为1℃/cm。
池墙、池底内表面温度按玻璃液温度(1250℃)取用。
17、熔化部窑顶处压力:2米汞柱。
二、玻璃形成过程耗热计算:100公斤湿粉料中形成氧化物的量1、生成硅酸盐耗热(以1公斤湿粉料计;单位是千卡/公斤或千焦);由CaCO3生成CaSiO3的反应耗热量q1q1=367G cao=367*0.082=30.1千卡/公斤*4.184=125.91KJ由Na2CO3生成Na2SiO3的反应耗热量q2q2=227.3G Na2O=227.3*(0.1114+0.00331)=25.98千卡/公斤*4.184=108.71KJ 由硝酸钠生成硅酸钠的反应耗热量q3q3=0由硫酸钡生成BaSiO3的反应耗热量q4q4=0一公斤湿粉料生成硅酸盐耗热q硅q硅= q1+ q2+ q3+ q4=234.62kj=58.23千卡/公斤2.配合料用量计算在配合料中,粉料占50%,碎玻璃占50%。
1公斤粉料需加碎玻璃量50/50=1公斤。
1公斤粉料加上碎玻璃1公斤,得: 1-0.01*24.52+1=1.79公斤玻璃液。
熔成1公斤玻璃液需要的粉料和碎玻璃分别为: G 粉=1/1.79=0.56公斤 G 碎=1/1.79=0.56公斤。
熔成1公斤玻璃液需要的配合料量为 G 料=G 粉+G 碎=0.56+0.56=1.12公斤。

玻璃马蹄焰池窑课程设计说明书集团文件发布号:(9816-UATWW-MWUB-WUNN-INNUL-DQQTY-玻璃窑炉及设计课程设计说明书题目:年产42200吨高白料酒瓶燃油蓄热式马蹄焰池窑设计学生姓名:\学号:院(系):材料科学与工程学院专业:无机非金属材料工程指导教师:2013年6月20日目录1绪论课程设计是培养学生运用《窑炉及设计(玻璃)》课程的理论和专业知识,解决实际问题,进一步提高设计、运算、使用专业资料等能力的重要教学环节。
目的是使学生受到设计方法的初步训练,逐步树立正确的设计观点,增强设计能力、创新能力和综合能力,初步掌握窑炉及其它热工设备设计的基本知识和技能,并对所学窑炉热工理论知识进行验证和深化,为将来从事生产、设计、研究及教学等方面工作打下良好的基础。
同时为毕业设计(论文)奠定良好的基础。
1.1设计依据:(1)设计题目:年产42200吨高白料酒瓶燃油马蹄焰玻璃池窑的设计(2) 原始数据:产品规格:高白酒瓶容量550mL, 重量450g/只行列机年工作时间及机时利用率:325 天,95%机速:QD8行列机高白酒瓶75只/分钟QD6行列机高白酒瓶42只/分钟产品合格率:90%玻璃熔化温度1430℃玻璃形成过程耗热量q玻=2350kJ/kg玻璃液重油组成(质量分数%),见表1 。
1.2简述玻璃窑炉的发展历史及今后的发展动向玻璃生产专用热工设备统称为玻璃窑炉。
玻璃窑炉是玻璃行业生产的心脏,是能源消耗的主要设备。
目前我国正在运行的窑炉以火焰炉为主,能耗水平较高(一般在300~500公斤标煤/吨成品左右,国际先进水平为相当于150~200公斤标煤/吨成品);熔化率低(一般在1。
5~2吨玻璃液/平方米熔化面积·天,国际先进水平为3~3。
6吨工字钢玻璃液/平方米熔化面积·天),周期熔化率低(国际可超过10000吨玻璃液/窑炉运行周期,国内在2400~6200吨玻璃液/窑炉运行周期)这也与我们企业的产品结构、窑炉熔化面积的大小、生产线的合理配置有关;在能源结构方面,我们目前主要选用煤和油,热利用率低且污染严重,而目前国际上则普遍采用天然气和电等清洁能源,热利用率高污染少。
马蹄焰池窑设计窑炉及设计(玻璃)课程设计说明书题目:年产1.2万吨玻璃酒瓶燃油马蹄焰池窑的设计学生姓名:学号:院(系):材料科学与工程学院专业:无机非金属材料工程指导教师:2012 年 6 月 17 日陕西科技大学窑炉及设计(玻璃)课程设计任务书材料科学与工程学院无机非金属材料工程专业班级学生:题目:年产1.2万吨玻璃酒瓶燃油马蹄焰池窑的设计课程设计从2012 年6 月4 日起到2012 年6 月17 日1、课程设计的内容和要求(包括原始数据、技术要求、工作要求等):(1) 原始数据:a.产品规格:青白酒瓶容量500mL, 重量400g/只b.行列机年工作时间及机时利用率:313 天,95%c.机速:QD6行列机青白酒瓶38只/分钟d.产品合格率:90%e.玻璃熔化温度1430℃f.玻璃形成过程耗热量q玻=2350kJ/kg玻璃液g.重油组成(质量分数%),见表1。
表1 重油组成(2) 设计计算说明书组成(电子纸质版)参考目录如下1.绪论1.1设计依据1.2简述玻璃窑炉的发展历史及今后的发展动向1.3对所选窑炉类型的论证1.4有关工艺问题的论证2.设计计算内容2.1日出料量的计算2.2熔化率的选取2.3熔窑基本结构尺寸的确定2.4燃料燃烧计算2.5燃料消耗量的计算2.6小炉结构的确定与计算2.7蓄热室的设计2.8窑体主要部位所用材料的选择和厚度的确定3.主要技术经济指标4.对本人设计的评述参考文献设计说明书格式见《陕西科技大学课程设计说明书撰写格式暂行规范》。
(3)图纸要求采用绘图纸铅笔绘制,图纸断面见参考图。
图幅大小见表3。
各断端面绘图比例必须一致。
表3 图纸要求2、对课程设计成果的要求〔包括图表、实物等硬件要求〕:1、绪论课程设计是培养学生运用《玻璃窑炉及设计》课程的理论和专业知识,解决实际问题,进一步提高设计、运算、使用专业资料等能力的重要教学环节。
目的是使学生受到设计方法的初步训练,逐步树立正确的设计观点,增强设计能力、创新能力和综合能力,初步掌握窑炉及其它热工设备设计的基本知识和技能,并对所学窑炉热工理论知识进行验证和深化,为将来从事生产、设计、研究及教学等方面工作打下良好的基础。
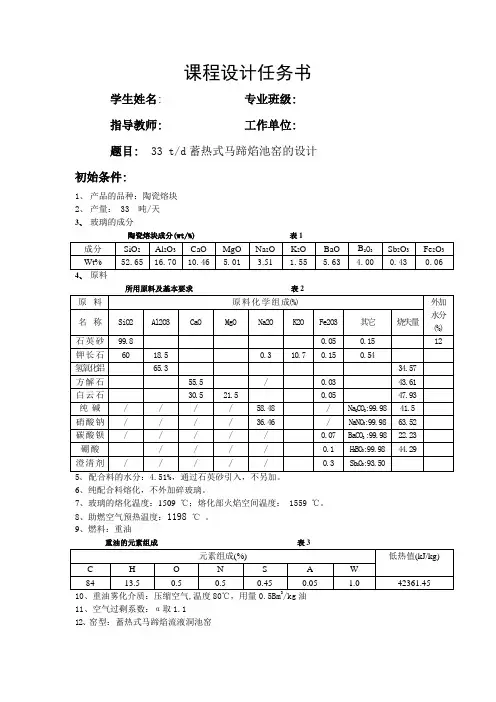
课程设计任务书学生姓名: 专业班级:指导教师:工作单位:题目: 33 t/d蓄热式马蹄焰池窑的设计初始条件:1、产品的品种:陶瓷熔块2、产量: 33 吨/天3、玻璃的成分陶瓷熔块成分(wt/%)表14、原料所用原料及基本要求表26、纯配合料熔化,不外加碎玻璃。
7、玻璃的熔化温度:1509 ℃;熔化部火焰空间温度: 1559 ℃。
8、助燃空气预热温度:1198 ℃。
9、燃料:重油重油的元素组成表310、重油雾化介质:压缩空气,温度80℃,用量0.5Bm/kg油11、空气过剩系数:α取1.112、窑型:蓄热式马蹄焰流液洞池窑要求完成的主要任务:一、撰写设计说明书,主要内容包括:1、设计依据及相关政策、法律、法规及设计规范2、物料平衡计算(列出计算过程)2.1配料计算2.2去气产物及组成计算3、热平衡计算(列出计算过程)3.1燃料燃烧计算3.2玻璃形成过程所消耗的热量计算3.3燃料消耗量近似计算4、窑炉的结构设计详细说明各部位的作用,各主要参数选择依据,并进行方案对比。
4.1熔化部设计包括熔化部的面积、长、宽、深度、火焰空间及投料口的尺寸。
4.2工作部的设计包括工作部的面积、长、宽、深度及火焰空间的尺寸。
4.3玻璃液的分隔设备的设计4.4出料口的设计4.5小炉口的计算与设计4.6蓄热室的计算与设计4.7烟道与烟囱尺寸的确定5、窑炉耐火材料的设计与选择包括池壁、池底、胸墙、大碹、蓄热室的耐火材料及保温材料的设计与选择。
要求作方案对比,阐述选择依据。
6、窑炉主要技术经济指标①熔化量:②熔化率:③熔化部面积:④冷却部面积:⑤一侧蓄热室格子砖的受热面积:⑥单位熔化部面积所占格子砖受热面积:⑦每公斤玻璃液所消耗的热量:⑧燃料消耗量:⑨玻璃熔成率。
二、用CAD绘制一张窑炉总图(3#图打印)时间安排:18周讲课、查阅资料、设计计算、绘制草图;19周 CAD制图;20周撰写设计说明书、答辩。
指导教师签名:年月日系主任(或责任教师)签名:年月日目录1.设计依据及相关的法律法规 (1)1.1设计的依据:课程设计任务书 (1)1.2国家相关法律、法规及设计规范 (1)1.3马蹄焰窑炉的特点 (2)2.物料平衡计算 (2)2.1配料计算 (2)2.2去气产物及组成计算 (4)3.热平衡计算 (5)3.1燃料燃烧计算 (5)3.2玻璃形成过程中所消耗的热量 (6)3.3燃料消耗量近似计算 (7)4.窑炉的结构设计 (8)4.1熔化部的设计 (8)4.2工作部的设计 (11)4.3玻璃液的分隔设备(流液洞)的设计 (11)4.4出料口的设计 (12)4.5 小炉口的计算与设计 (12)4.6蓄热室的计算与设计 (13)4.7烟道与烟囱尺寸的确定 (15)5. 主要技术经济指标 (16)6. 参考文献 (16)7. 总结 (16)设计题目:33 t/d蓄热式马蹄焰池窑的设计1 设计依据及相关的法律法规设计依据及其基本原则:随着工业生产现代化水平的日益提高,能源供应日趋紧张,在本设计中,为了节约能源、降低成本,采用有效的保温措施。
第二章结构设计熔化部设计熔化率K值确定瓶罐玻璃池窑设计K值在—为宜。
熔化率取的过小,窑炉不节能,取得过大,熔化操作困难,或是达不到设计容量,本次取(m2·d)。
理由如下:目前国外燃油瓶罐玻璃窑炉熔化率均在以上,而我国却在左右,偏低的原因:(1)整个池窑缺少有助于强化熔融的配套设计。
(2)操作管理,设备,材料等使得窑后期生产条件恶化。
由于这些影响熔化能力的因素,现在瓶罐玻璃K值偏小。
在全面改进窑炉结构和有关附属设备后,根据国内耐火材料配套情况和玻璃原料量与制备情况。
采取了K= t/(m2·d)。
熔化池设计(1)确定来了熔化率K值:熔化部面积 100/=40m2。
(2)熔化池的长、宽、深:L×B×H=8000mm×5000mm×1200mm本设计取长宽比值为。
长宽比确定后,在具体确定窑池长度时,要保证玻璃液充分熔化和澄清,并考虑到砖窑材料的质量以及燃烧火焰的情况,一般要求火焰转向点在窑长的2/3处。
窑长应≥4m 。
在确定窑池宽度时,应考虑到火焰的扩展范围,此范围取决于小炉宽度、中墙宽度(两个小炉的间距,小炉的间距,既要便于热修,又不要降低火焰的覆盖面积,一般小炉之间的通道宽度取~1.2 m )。
窑池宽度约为2~7m。
长宽选定后,当然具体尺寸还要按照池底排砖情况(最好是直缝排砖)作出适量调整,池底一般厚为200~300m。
具体的池底排列会在后面设计的选材方面进行说明。
这里先不做细讲。
综上,本次选用L=8m ,B=5m。
窑池深度一般根据经验确定。
池深一般在900—1200mm为宜。
池深不仅影响到玻璃液流和池底温度,而且影响玻璃液的物理化学均匀性以及窑炉的熔化率。
一般池底温度在1200—1360℃之间较为合适。
池底温度的提高可使熔化率提高。
但池底温度高于1380℃时,需要提高池底耐火材料的质量及品种,否则则会加速池底的侵蚀并降低炉龄,且会增加玻璃球的结石含量,这对后道拉丝生产是不利的,影响池底温度的决定性因素是玻璃的铁含量和玻璃气氛。
燃煤气马蹄焰玻璃窑炉小炉和喷火口的设计及工艺操作控制朱柏杨马蹄焰玻璃窑炉的小炉是窑炉的关键部位,它承担组织燃料产生火焰的任务,是窑炉火焰的初始燃烧部位;它还是连接熔化池和回收高温废气热回收的通道。
小炉和喷火口的设计尺寸大小、角度和火焰喷出的速度对燃料燃烧和火焰形状有重要的影响,小炉、喷火口的不合理设计会使燃料燃烧不合理,会使火焰冲击胸墙和大碹,并造成燃料不完全燃烧和废气中氮氧化合物升高,对玻璃窑炉的节能环保运行不利。
因此,如何设计好小炉和喷火口,或者对已经定型运行的马蹄焰窑炉如何合理组织小炉火焰的燃烧工艺,下面作如下几个方面的分析和探讨:一、马蹄焰玻璃窑炉小炉和喷火口的设计:燃料在玻璃窑炉大璇内的燃烧属于扩散式燃烧,助燃空气从舌拱上部和燃气在舌拱下部喷入小炉的速度、厚度及与喷出的交角、燃气与空气的温度、燃气与空气在小炉的合理配比程度等等;首先取决于小炉和喷火口的原始工艺计算和设计布置,而后续的工艺操作控制管理水平决定了出小炉和喷火口火焰形状、燃料在大璇内的燃烧状况,进而影响到火焰对玻璃熔池的热辐射和玻璃配合料的熔制。
目前小炉和喷火口的设计仍以实践经验设计为主,设计和使用管理人员应能用燃烧理论、火焰传热理论去分析、应用和总结实践经验,下面是一些经验设计数据:1、燃煤气小炉下倾角一般在18°—25°范围内选用,燃油小炉一般选用22°—25°,燃烧焦炉煤气、碳氢化合物含量较高的混合煤气和天然气的小炉下倾角可以大些。
在实际生产行中使用重油和石油焦粉的喷火口处的烧嘴砖喷火口枪有5°左右的上仰角,在采用天然气和焦炉煤气时的仰角还要更大些,其目的是让火焰与玻璃液面平行,烧嘴砖一般安装在距喷火口砖0~600mm的位置。
2、小炉喷火焰出口速度(或喷火口面积),小炉喷出口速度一般参照小炉喷出口处相应温度的空气速度来进行计算比较合适。
同时,小炉内煤气火焰的初期着火燃烧点应控制在小炉长度的1/2~2/3,火焰在喷火口的速度控制在8~10m/s之间,对于碳氢化合物含量较高的混合煤气,小炉的设计宽度以取较大值为好。
马蹄焰窑的工作原理或生产过程是什么,在蓄热室设计时,是让烟气直接通过蓄热室进入烟道,而蓄热室是一个用耐火材料砌成的空心格子的加热室。
发生炉煤气池窑的蓄热室同时预热空气和煤气,并在小炉内相互混合和预燃。
因此,冷空气和发生炉煤气进入蓄热室后经反复上升与下沉,将格子砖上的热量充分吸收并充分预热,使燃料释放出更多的热量。
烟气在反复上升与下沉的过程中,热量被格子砖充分吸收并蓄积,只有少量热量被废气所带走,绝大部分热量被充分利用到工作中去。
针对浮法玻璃熔窑在超期运行过程中出现的一系列烧损现象,采用多种措施对窑炉进行热修,使窑龄延长一年多。
介绍了在各部位进行热修的具体实施方法。
窑炉的正确使用以及关键部位的维护、保养是延长窑炉使用寿命、延长全线设备使用周期、提高经济效益的根本。
在窑炉后期,热修和维护的工作量会更大,如果维护和保养不及时,方法不创新,达到设计窑龄尚且是难事,更谈不上延长窑炉寿命。
国内某浮法厂在窑炉后期,通过大胆创新的热修、热补以及工艺改进措施,使窑炉使用寿命延长了一年多,为其他浮法玻璃企业在延长窑炉使用寿命方面提供了宝贵经验。
该浮法玻璃熔窑原设计窑龄为3年,至1999年初,已安全运行了3年2个月,超过了设计窑龄。
运行期间,该熔窑先后经历过5次改色,其烧损状况及设备老化状况已严重危及到生产的安全与稳定,按常规计划必须进行冷修。
为减少投资,降低生产成本,决定将该浮法线本届窑龄延长1~1.5年。
熔窑经过三年多的运行,池底、池壁及胸墙、大碹、格子体、小炉碹顶、蓄热室前墙、小熔化部顶碹等部位严重烧损,针对不同部位,采取不同措施,使该处的状况得以缓解。
2 技术措施2.1 加固角铁解决池底砖缝变大的问题上届冷修时,为节约成本,熔窑池底砖没有更换,当时,3#小炉之前的池底砖缝已大于20mm。
在冷修期间专家对该情况作出鉴定:该浮法线以生产着色玻璃为主,本届窑期不能生产粘度较小的透明玻璃,以尽量减小玻璃液的流速,缓解对池底砖的冲刷。
马蹄焰池窑设计范文引言:一、马蹄焰池窑的设计原理二、马蹄焰池窑的结构设计1.燃烧室:燃烧室一般呈圆形或半圆形,其设计要考虑到燃料的燃烧效率和热能的传输效果。
燃烧室通常由耐高温材料制成,如耐火砖等。
燃烧室的顶部设有燃料进料口,以供燃料的添加。
燃料进料口应设计合理,以保证燃料的均匀燃烧。
2.通风管道:通风管道主要起到热能传输的作用。
燃烧室中的燃料燃烧后产生的热气通过通风管道传输到窑腔中,使陶瓷得以加热和烧制。
通风管道通常由金属材料制成,以保证热气的顺利传输。
通风管道的设计要考虑到热能的损失和烟尘的排放问题。
3.窑腔:窑腔是陶瓷材料的烧制空间,其形状和尺寸可根据具体需求进行设计。
一般来说,窑腔的底部设有燃烧室和通风管道的连接口,以便热气的引入。
窑腔的内部应平整且无尖角,以避免陶瓷材料的破损。
窑腔的门口应设有可开合的门,以便陶瓷的取出和放入。
三、马蹄焰池窑的工作过程1.燃料的添加:在燃烧室的顶部设有燃料进料口,燃料可以是木柴、煤炭或天然气等。
燃料的添加要均匀,以保证燃烧的稳定性和效率。
2.燃烧过程:燃料在燃烧室中燃烧,产生大量的热气和火焰。
热气通过通风管道传输到窑腔中,使陶瓷材料得以加热和烧制。
燃烧过程需要进行控制,以保证燃烧的稳定性和有效性。
3.陶瓷的烧制:热气通过窑腔中的陶瓷材料,使其逐渐加热并烧结。
烧制过程中需要控制热气的温度和流动速度,以保证陶瓷的质量。
烧制时间的长短和烧制温度的高低可以根据具体需求进行调整。
四、马蹄焰池窑的优缺点1.热能利用效率高:燃烧室与窑腔分离,热气通过通风管道传输,使热能得到充分利用。
2.烧制效果好:热气的温度和流动速度可以进行调控,使陶瓷的烧制效果更佳。
3.结构简单:马蹄焰池窑的结构相对简单,制造成本较低。
然而,马蹄焰池窑也存在一些缺点:1.空间利用率低:马蹄焰池窑的结构占用空间较大,不适合场地狭小的地方。
2.烟尘排放问题:燃料的燃烧会产生大量的烟尘,对环境造成污染。
总结:马蹄焰池窑是一种传统的窑炉形式,以其特殊的结构和独特的燃烧方式在陶艺界得到广泛应用。
目录1 计算生产纲领,确定生产类型 (2)2 审查零件图样的工艺性 (2)3 选择毛坯 (2)4 工艺过程设计...................................................................................................... .25 确定机械加工余量及毛坯尺寸,设计毛坯图...................................................... .56 工序设计.................................................................................................................. .86.1 选择加工设备和工艺装备 (8)6.2 确定工序尺寸 (8)7 确定切削用量及基本时间 (9)7.1工序2切削用量及基本时间的确定 (9)7.2工序3切削用量及基本时间的确定 (10)7.3工序4切削用量及基本时间的确定 (12)7.4工序5切削用量及基本时间的确定 (14)7.5工序6切削用量及基本时间的确定 (15)7.6工序7切削用量及基本时间的确定 (16)8 夹具设计 (17)9 总结 (19)10参考文献 (20)1 计算生产纲领,确定生产类型该产品年产量为10000只,设其备品率α和机械加工废品率β分别为﹪10和﹪1,现制定该零件的机械加工工艺规程。
N=Qn (1+α%+β%)=10000×1(1+10%+1%)件/年 =11100件/年该零件年产量为11100件,零件属于轻型零件,根据生产类型与生产纲领的关系,可确定其生产类型为大批生产。
2 审查零件图样的工艺性通过对该零件图的重新绘制,知原图样的视图正确、完整、尺寸、公差及技术要求齐全。
轴向孔φ50尺寸公差T=0.08mm ,精度等级为较高精度,Ra 取0.4.7个φ20mm 的孔,其位置在凸轮端面上,分布为均匀分布,孔中心线距套管中心轴线距离为70mm ,通过分度盘进行定位较容易。
第34卷第6期2006年12月玻璃与搪瓷GLASS&ENAMELVo.l34No.6Dec.2006马蹄焰池窑内的火焰长度*孙承绪(华东理工大学材料科学与工程学院,上海 200237)摘要:提出了对马蹄焰池窑内最佳火焰长度的要求。
介绍并分析了火焰长度对窑内温度(火焰空间温度、液面温度和窑顶内表面温度)及对窑池内液流影响的数值模拟的结果。
关键词:马蹄焰池窑;火焰长度;数值模拟中图分类号:TQ171.6+21 文献标识码:A 文章编号:1000-2871(2006)06-0048-05The Fla m e Plu me Length i n End PortG lass-M elting FurnaceSU N Cheng-xu(Co llege ofM ate rials Sc i ence and Eng i neeri ng,East Ch i na U n i versity ofSc i ence and T echno logy,Shangha i200237,Chi na)Abstract:Pri n cipa l requ ire m ents for fla m e pl u m e length i n end port glass-m e lting fur nace w ere setforth.The resu lts o fm a t h e m atical si m u l a ti o n,w hich indicate t h e i n fl u ence of fla m e plu m e length onte m perature(fla m e space te m perature,m etal level te m perature,inside surface te m perature at cro wn),and on g lass m e lt current i n furnace w ere introduced and analyzed.Key w ords:end port f u rnace;fla m e plu m e leng t h;m a t h e m atical si m u lation合理组织燃烧过程,亦即合理控制火焰,是玻璃窑炉热工作业的重要任务,也是窑炉节能的一项有力举措。
马蹄焰课程设计图一、课程目标知识目标:1. 让学生掌握马蹄焰的基本概念、形成原理及在实际生活中的应用。
2. 了解马蹄焰实验的操作步骤、安全事项及实验器材的使用方法。
3. 掌握马蹄焰实验中相关物理、化学知识,如火焰温度、燃烧反应等。
技能目标:1. 培养学生动手操作实验的能力,能独立完成马蹄焰实验。
2. 培养学生运用所学知识分析问题、解决问题的能力。
3. 提高学生的实验观察能力、数据处理能力和团队协作能力。
情感态度价值观目标:1. 培养学生对科学实验的兴趣,激发学生主动探究科学问题的热情。
2. 培养学生严谨、客观、实事求是的科学态度,尊重实验事实。
3. 增强学生的环保意识,认识到化学反应在生活中的重要性及其对环境的影响。
课程性质:本课程为实验实践课,以学生动手操作为主,教师指导为辅。
学生特点:六年级学生具有一定的物理、化学知识基础,好奇心强,喜欢动手实践。
教学要求:1. 结合学生特点,注重理论与实践相结合,提高学生的实践操作能力。
2. 注重培养学生的安全意识,确保实验过程安全、顺利进行。
3. 关注学生的个体差异,给予每个学生充分的指导与鼓励,提高学生的自信心。
二、教学内容1. 引入新课:通过图片、视频等形式介绍马蹄焰现象,激发学生兴趣,为新课学习做好铺垫。
2. 理论知识学习:a. 马蹄焰的形成原理、火焰结构及其特点。
b. 燃烧反应的类型、条件以及火焰温度的影响因素。
c. 实验安全知识及注意事项。
3. 实验操作部分:a. 马蹄焰实验的操作步骤及实验器材的使用方法。
b. 实验现象的观察、记录与分析。
c. 数据处理及实验报告的撰写。
4. 教学内容安排与进度:a. 理论知识学习:2课时,分别讲解马蹄焰原理、燃烧反应及安全知识。
b. 实验操作:2课时,分组进行马蹄焰实验,教师巡回指导。
c. 实验结果分析及报告撰写:1课时,对实验数据进行整理分析,撰写实验报告。
5. 教材关联:本教学内容参考课本第四章《化学反应与能量》相关内容,结合马蹄焰实验进行教学。
2016届课程设计《12路彩灯的设计》课程设计说明书学生姓名艾力牙尔、艾尼瓦尔、奥斯曼学号5011111102、5011111115、5011111125 所属学院信息工程学院专业计算机科学与技术班级计算机民16-1指导教师杨全丽、丛申教师职称讲师塔里木大学教务处制塔里木大学课程设计任务书课程名称:现代电子技术说明:1、此表一式三份,院、学科组、学生各一份。
2、学生那份任务书要求装订到课程设计报告前面。
目录◆1设计目的和意义 (5)◆ 1.1设计目的 (5)◆ 1.2 设计意义 (5)◆2电路设计 (6)◆ 2.1器件介绍 (6)◆ 2.2软件介绍 (9)◆3电路焊接和调试 (9)◆ 3.1焊接工艺 (9)◆ 3.2焊接注意事项 (10)◆ 3.3电路调试 (11)◆4实物图 (12)◆总结 (13)◆致谢 (14)◆参考文献 (15)◆附录 (16)◆课程设计评审意见表 (17)◆课程设计验收鉴定表 (19)◆塔里木大学教学实习日志 (21)◆仿真图 (22)12路彩灯的设计摘要:正城市的晚间被五光十色的彩灯装饰得缤纷靓丽,尤其是流动的彩灯,更是让人赏心悦目。
本文介绍的袖珍循环灯具有12个高亮度发光二极管,星圆形均匀分布。
可以模拟流动彩灯,闪烁起来更具动感。
通过本项制作,可以使电子技术初学者学习到许多知识,提高自己动手锻炼的能力。
关键词:循环灯高亮度发光二极管模拟流动电子技术均匀分布电路原理图初学者集电极自己动手三极管1设计目的和意义1.1设计目的1. 学会识别各种元器件。
2. 学习并掌握焊接技术以及简单元器件装配。
3. 学习印刷电路板。
4. 掌握3组LED循环灯的工作原理。
5. 了解安全用电常识。
1.2 设计意义课程设计是培养学生综合运用所学知识,发现,提出,分析和解决实际问题,锻炼实践能力的重要环节,是对学生实际工作能力的具体训练和考察过程.随着科学技术发展的日新日异,单片机已经成为当今计算机应用中空前活跃的领域,在生活中可以说得是无处不在。