高压胶管的分类
- 格式:doc
- 大小:33.00 KB
- 文档页数:3
汽车中常用高压胶管材质
汽车的制动系统、空调系统、天窗排水系统等都会用到高压胶管,那么你知道汽
车中这些常用高压胶管是用什么材质制作的吗?
一、制动胶管
主要材料为三元乙丙橡胶氯丁橡胶(EPDM,CR),EPDM 耐制动液,不耐机油,低温性好,CR耐制动液,耐机油,低温性一般。
二、空调胶管
主要材料为三元乙丙橡胶,氯化丁基橡胶(EPDM,CIIR),此种材料低渗透,与尼
龙层粘接强度高
三、天窗排水管
主要材料为聚氯乙烯,三元乙丙橡胶,聚丙烯+三元乙丙橡胶
(PVC,EPDM,PP+EPDM),PVC可回收,低温较硬,EPDM不可回收,耐低温性好,
PP+EPDM可回收,耐低温性好,但成本较高。
了解汽车中常用高压胶管的材质,有助于您选择正确的方式对其进行检修和维护。
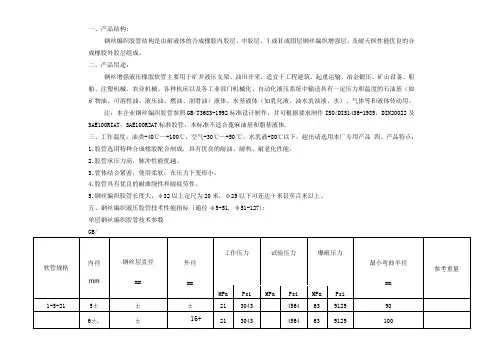
1.弯曲半径不应小于给定的弯曲半径,防止损坏胶管骨架或因过度伸张,提早损坏。
2.根据使用条件,正确选用胶管品种,规格,勿错用或代用。
3.胶管使用时,压力要均衡缓步调节,避免突然压力增大而损坏管体。
4.工作地点变动时,应离地搬运,不可拖地,以免划伤外胶后,腐蚀骨架层。
5.输送腐蚀液体,用完后内部应清除干净,防止残留物长久腐蚀管体,或选用相应系列产品。
以上钢丝缠绕胶管参照GB/T10544-03标准,未尽规格参数请来电咨询!
φ51以上大口径钢丝缠绕胶管参照高压石油钻探胶管和海洋高压输油胶管技术标准.
→规格齐全,欢迎来电咨询←
地址:杭州市德胜中路388号
联系电话:2 3
手机:。
汽车中常用高压胶管材质
汽车中常用高压胶管材质
汽车的制动系统、空调系统、天窗排水系统等都会用到高压胶管,那么你知道汽
车中这些常用高压胶管是用什么材质制作的吗?
一、制动胶管
主要材料为三元乙丙橡胶氯丁橡胶(EPDM,CR),EPDM 耐制动液,不耐机油,低温性好,CR耐制动液,耐机油,低温性一般。
二、空调胶管
主要材料为三元乙丙橡胶,氯化丁基橡胶(EPDM,CIIR),此种材料低渗透,与尼
龙层粘接强度高
三、天窗排水管
主要材料为聚氯乙烯,三元乙丙橡胶,聚丙烯+三元乙丙橡胶
(PVC,EPDM,PP+EPDM),PVC可回收,低温较硬,EPDM不可回收,耐低温性好,
PP+EPDM可回收,耐低温性好,但成本较高。
了解汽车中常用高压胶管的材质,有助于您选择正确的方式对其进行检修和维护。
高压胶管种类有以下这些:
1. 油管:用于输送石油、液化石油气、润滑油等液体介质,耐油性能较好。
2. 水管:用于输送水、冷却液等介质,具有良好的耐水性能。
3. 蒸汽管:专门用于输送高温蒸汽,在高温高压环境下使用,需要具备耐高温和耐压性能。
4. 化学品管:用于输送各种化学品、溶剂和酸碱液体,需要具备抗腐蚀性和耐化学性能。
5. 气管:用于输送气体介质,如压缩空气、氮气等,需要具备耐压和耐磨性能。
6. 特殊介质管:根据特殊行业需求,如食品级胶管、医用胶管等。
食品级胶管适用于输送食品、饮料和药品等,需要符合相关的卫生和安全标准。
以上就是高压胶管种类。
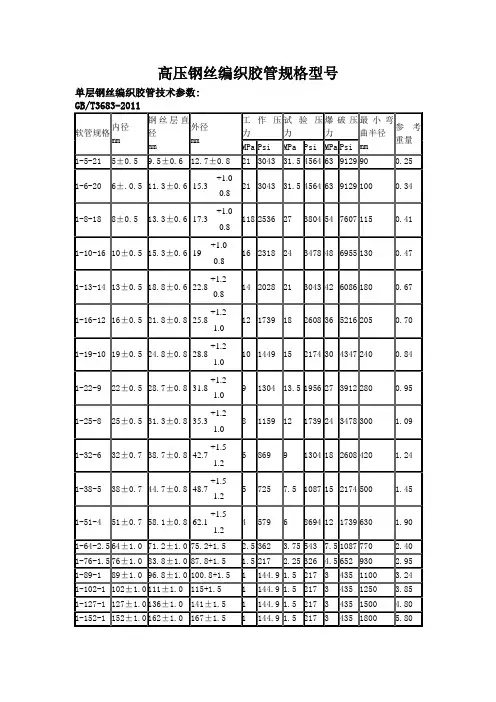
高压钢丝编织胶管和高压钢丝缠绕胶管
在高压胶管的行业中,其除了经常会应用的高压钢丝编织胶管和高压钢丝缠绕胶管外,大口径胶管,耐高温胶管,夹布胶管还有一种产品也是行业中不可或缺的,同时也是在平常的作业中一定会用的产品,它就是高压胶管总成。
那么什么是高压胶管总成呢,所谓高压胶管总成就是液压系统中常用的一种辅助装置。
它是由高压钢丝编织或缠绕胶管及钢件接头经专用设备扣压而成,用来连接液压系统中各类液压元件,主要应用于在工作温度-40℃至+100℃条件下,进行液压动力传送或输送水、气、油等高压介质,以保证液体的循环和传递液体能量。
近几年来,随着我国加工制造业的迅速发展,大口径胶管,耐高温胶管,夹布胶管液压软管总成的使用范围也在不断扩大,除机械工业外,汽车行业、综合设备上的液压软管总成需求量大增。
由于国外对总成软管的接头研究制造工作起步早、规模大,其软管的品种、管接头的型式均已形成系列化和国际标准化,所以在结合自身实际经验的基础上借鉴国外先进技术和方法显得尤为重要。
(夹布胶管)。
高压胶管的制造工艺流程
高压胶管按编织工艺流程分为:高压钢丝编织胶管和高压钢丝缠绕胶管。
高压钢丝编织胶管生产工艺流程:混炼胶→胶料热炼→内管压出→套管(铁芯擦硅油然后套管)→成型中胶→钢丝编织(钢丝合股)→包外胶→卷水布→硫化→解水布→脱芯→切头→试压→检查→包装→入库。
高压钢丝编织胶管生产工艺流程图:
高压钢丝缠绕胶管的生产工艺流程:胶料熟炼→内管压出→套管(铁芯擦硅油)→缠窗纱(窗纱整理切割后缠绕在套管上)→上一层中胶→缠绕上第一层钢丝→上二层中胶→缠绕上第二层钢丝→上第三层中胶→缠绕第三层钢丝→上第四层中胶层→缠绕第四层钢丝→包外胶层→卷水布→硫化→解水布→脱芯→打水压→外观及尺寸检验→包装入库。
高压钢丝缠绕胶管的生产流程图:。
一、卡套式管接头简介8-KT1卡套式端直通管接头GB3733.1-83(JB1942-77)8-KT2卡套式端直通长管接头GB3735.1-83(JB1943-77)8-KT3卡套式直通管接头GB3737.1-83(JB1944-77)8-KT4卡套式端直角管接头GB3738.1-83(JB1945-77)8-KT5卡套式直角管接头GB3740.1-83(JB1946-77)8-KT6卡套式端三通管接头GB3741.1-83(JB1947-77)8-KT7卡套式三通管接头GB3745.1-83(JB1948-77)8-KT8卡套式四通管接头GB3746.1-83(JB1949-77)8-KT9卡套式焊接管接头GB3747.1-83(JB1950-77)8-KT10卡套式隔壁直通管接头GB3748.1-83(JB1951-77)8-KT11卡套式隔壁直角管接头GB3749.1-83(JB1952-77)8-KT12卡套式铰接管接头GB3750.1-83(JB1953-77)8-KT13卡套式端直通变径管接头(JB1954-77)8-KT14卡套式直通变径管接头(JB1955-77)8-KT15卡套式端直角变径管接头(JB1956-77)8-KT16卡套式压力表管接头GB3751.1-83(JB1957-77)8-KT17卡套式组合直角管接头GB3752.1-83(JB1958-77)8-KT18卡套式组合三通管接头GB3753.1-83(JB1959-77)8-KT19卡套式对接端直通管接头GB5437.1-83(JB1960-77)8-KT20卡套式对接直通管接头GB3756.1-83(JB1961-77)8-KT21卡套式对接端直角管接头GB3757.1-83(JB1962-77)8-KT22卡套式锥螺纹端直通管接头(JB/ZQ4401-86)GB3734.1-83(Q/ZB208-77)8-KT23卡套式锥螺纹直通长管接头GB3736.1-83(Q/ZB209-77)8-KT24卡套式锥螺纹端直角管接头(JB/ZQ4407-86)GB3739.1-83(Q/ZB210-77)8-KT25卡套式锥螺纹端三角管接头(JB/ZQ4404-86)GB3742.1-83(Q/ZB211-77)8-KT26卡套式端直角三通管接头GB3743.1-838-KT27卡套式锥螺纹端直角三通管接头(JB/ZQ4405-86)GB4437.1-838-KT28卡套式锥螺纹对接端直通管接头GB3755.1-838-KT29卡套式锥螺纹对接端直通管接头GB3758.1-838-KT30卡套式管接头用交角密封垫圈GB3762-838-KT31卡套式管接头用六角薄螺母GB3763-838-KT32卡套式堵头三。
高压胶管和金属软管的区别——高压胶管
来源:网络
高压胶管按照制作工艺主要分为高压钢丝编织胶管与高压钢丝缠绕胶管:
高压钢丝缠绕胶管高压钢丝缠绕胶管结构主要由内胶层、中胶层、四层或多层交替缠绕的钢丝增强层和外胶层组成。
高压钢丝编织胶管高压钢丝编织胶管结构主要由耐液体的合成橡胶内胶层、中胶层、Ⅰ、Ⅱ、Ⅲ层钢丝编织层、耐天候的合成橡胶外胶层组成。
1 编织和缠绕的制作方法不同,因为编织的钢丝是网状的,缠绕的钢丝是罗旋状的.
2 编织的可以是单数层的,而缠绕的必须是双数层的,因为缠绕的必须是一层是顺时针缠,而另一层是逆时针缠,这样钢丝才不会松.
3 同样层数的钢丝,缠绕的要比编织的承受压为大
金属软管使用的波纹管有两种,一种是螺旋形波纹管;另一种是环形波纹管。
螺旋形波纹管
螺旋形波纹管是波纹呈螺旋状排布的管形壳体,在相邻的两波纹之间有一个螺旋升角,所有的波纹都可通过一条螺旋线连接起来。
金属软管连接方式:
金属软管连接方式分为法兰连接、丝扣连接、快速接头连接,小
口径金属软管一般采用丝扣和快速接头连接,较大口径一般采用法兰连接。
橡胶软管是一种常见的管道材料,广泛用于工业领域的液体输送、气体传递以及其他流体介质的传输。
它具有优异的耐腐蚀性、耐压性、柔软性和密封性能,被广泛应用于化工、石油、船舶、冶金、医疗等各个领域。
为了标识橡胶软管的质量和性能,根据不同国家和行业的标准,通常会对橡胶软管进行等级划分。
下面将介绍一些常见的橡胶软管等级。
1.高级别等级:高级别橡胶软管通常采用优质的橡胶材料制成,具有较高的耐压性能和耐腐蚀性能。
这类软管适用于高压液体输送和高温介质传输,如石油、化工等领域的工艺流程。
高级别橡胶软管通常经过特殊的工艺处理,具有较好的耐磨损性和耐老化性能,使用寿命较长。
2.中级别等级:中级别橡胶软管一般采用一般性能的橡胶材料制成,可以满足一般液体输送的要求。
这类软管具有一定的耐压性能和耐腐蚀性能,适用于中等压力和温度条件下的液体传递。
中级别软管的制造工艺较简单,成本相对较低,适用于一般工业应用。
3.低级别等级:低级别橡胶软管一般采用低成本的橡胶材料制成。
虽然这类软管的耐压性和耐腐蚀性能较差,但仍然可以满足一些低压和非腐蚀性介质的传递需求。
低级别橡胶软管通常用于一些低要求的应用场景,如一般民用、农业等领域。
需要注意的是,不同国家和行业对橡胶软管的等级划分标准会有所不同。
例如,欧洲标准(EN)将橡胶软管分为几个等级,具体标识为EN854、EN856、EN857等。
而美国标准(SAE)则将橡胶软管分为100R1、100R2、100R3等等。
因此,在选择和使用橡胶软管时,需要根据具体的工程需求和相关标准进行选择。
总结起来,橡胶软管等级的划分是为了标识橡胶软管的质量和性能,以便满足不同领域和工程的需求。
高级别软管适用于高压和高温条件下的工艺传输,中级别软管适用于一般工业应用,而低级别软管适用于低压和非腐蚀性介质的传递。
在选择和使用软管时,需要根据具体的工程需求和相关标准进行选择,以确保软管的质量和性能符合要求。
高压胶管使用安全技术措施为加强我矿高压胶管和高压胶管总成(以下统称胶管)管理,确保安全使用,特作如下管理规定。
一、胶管简介:高压胶管按照制作工艺主要分为高压钢丝编织胶管与高压钢丝缠绕胶管。
1、高压钢丝缠绕胶管结构主要由内胶层、中胶层、四层或多层交替缠绕的钢丝增强层和外胶层组成。
内胶层具有使输送介质承受压力,保护钢丝不受侵蚀的作用,外胶层保护钢丝不受损伤,钢丝(ф0.3-2.0增强层)层是骨架材料起增强作用。
种类:4SP型-四层钢丝缠绕的中压胶管。
4SH型-四层钢丝缠绕的高压胶管。
R12型-四层钢丝缠绕苛刻条件下的高温中压油管。
R13型-多层钢丝缠绕苛刻条件下的高温高压油管。
R15型-多层钢丝缠绕苛刻条件下的高温超高压油管。
例如:4SP-13-60Mpa的胶管,表示是内径为DN13mm、设计工作压力为60Mpa的四层钢丝缠绕的中压胶管。
2、高压钢丝编织胶管结构主要由耐液体的合成橡胶内胶层、中胶层、Ⅰ、Ⅱ、Ⅲ层钢丝编织层、耐天候的合成橡胶外胶层组成。
高压钢丝编织胶管有多种型号,具体表示为:a-b-cMpa,数字a表示编织的钢丝层数、数字b表示胶管的公称内径、数字c表示设计工作压力。
例如:2-10-40Mpa的胶管,表示是内径为DN10mm、设计工作压力为40Mpa的二层高压钢丝编织胶管。
3、胶管接头型式主要有SAE法兰接头,内螺纹接头或外螺纹接头,90°、45°等接头角度。
二、胶管选用:正确选择胶管,可以保证整个系统的安全,合理,需注意以下几点:1、根据系统的压力,选择胶管的钢丝层数,压力高,钢丝的层数多。
每种胶管都有一个最大的工作压力,胶管的爆破压力为最大工作压力的4倍。
所以根据实际的系统压力,选择的胶管的最大工作压力比实际工作压力大点即可。
2、根据流量选择胶管的内径,管径过小会加大管内介质的流速,使系统发热,降低效率,而且会产生过大的压降,影响整个系统的性能,管径过大会增加成本,所以胶管内径要适当。
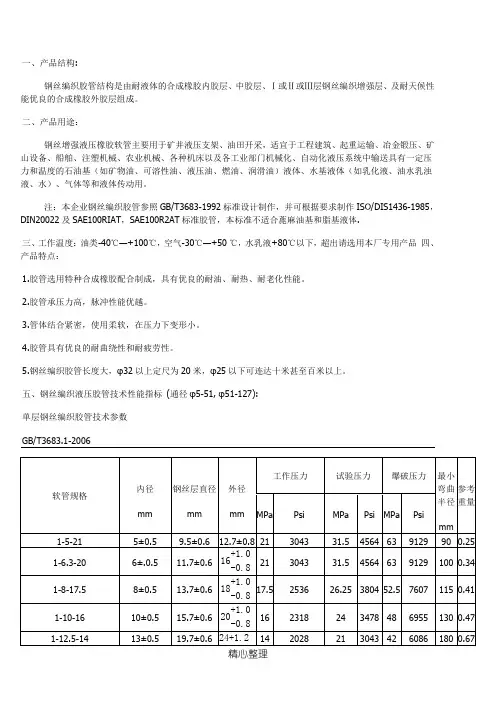
高压钢丝缠绕胶管一、产品结构类型:主要由耐液体的内胶层、中胶层、2或4或6层钢丝缠绕增强层、外胶层组成,内胶层具有使输送介质承受压力,保护钢丝不受侵蚀的作用,外胶层保护钢丝不受损伤,钢丝(φ0.3--2.0增强钢丝)层是骨架材料起增强作用。
二、产品用途:高压钢丝增强液压胶管主要用于矿井液压支架、油田开采,适宜于工程建筑、起重运输、冶金锻压、矿山设备、船舶、注塑机械、农业机械、各种机床以及各工业部门机械化、自动化液压系统中输送具有一定压力(较高压力)和温度的石油基(如矿物油、可溶性油、液压油、燃油、润滑油)及水基液体(如乳化液、油水乳浊液、水)等和液体传动用,最高耐工作压力可达70-100MPa。
注:钢丝缠绕胶管标准参照GB/T10544-03标准,DIN20023,SAE100R9~13标准,本标准不适合蓖麻油基和脂基液体.三、产品特点:1.胶管选用特种合成橡胶配合制成,具有优良的耐油、耐热、耐老化性能。
2.胶管承压力高,脉冲性能优越。
3.管体结合紧密,使用柔软,在压力下变形小.4.胶管具有优良的耐曲绕性和耐疲劳性。
5.钢丝缠绕胶管定尺为20米,可根据要求制成五十米以内。
四、适用温度:-30~+120℃五、长安生产的高压胶管总成全部采用优质钢丝编织胶管或钢丝缠绕胶管及胶管接头,经专用设备扣压而成。
根据用户需要可选择优质碳钢接头、不锈钢接头、铜制接头、铝制接头等,接头形式及螺纹严格参照国标公制(JB1891-1900-77)、美制标准、英制标准等,数据准确,结构合理,装配方便,扣压紧密,高温、高压及脉冲工作状态下,不漏液、不脱头,安全系数高,使用寿命长,并可根据用户需要设计生产异型接头及连接体。
六、钢丝缠绕液压胶管技术性能指标:软管规格内径mm钢丝层直径mm外径mm工作压力爆破压力最小弯曲半径mm参考重量Kg/mMPaPsi MPa Psi4sp-6-1006±0.514.4±0.819±1.01014490210304921300.654sp-8-808±0.516.4±0.820.5±1.08011592210304921450.85 4sp-10-7010±0.519.2±0.824±1.0701014321030429160 1.03 4sp-13-6013±0.522.0±0.826±1.060869418026082410 1.21 4sp-16-5516±0.525.8±0.829.8±1.055797016523909260 1.72 4sp-19-4619±0.529.6±0.833.6±1.546666514020286280 2.08 2sp-19-2819±0.526.6±0.830.6±1.02840578412172280 1.32 4sp-22-4022±0.832.6±0.836.5±1.540579612017400360 2.51 4sp-25-3525±0.835.6±0.839.6±1.535580012017400360 2.51 2sp-25-2125±0.832.6±0.836.6±1.5213043649274360 1.64 4sp-32-3232±0.843.6±0.847.6±1.53246379613910460 3.12 2sp-32-2832±0.840.6±0.844.6±1.5202898608694460 2.14 4sp-38-2838±1.050.4±154.4±1.52840578412172560 4.31 4sp-45-3545±1.057.4±161.4±1.535505010515150650 4.87 4sp-51-3551±1.063.4±167.4±1.5355050 10515150720 5.40 2sp-51-1551±1.060.0±164±1.5152175456525720 3.42 4sp-64-35 64±1.0 78±1.0 83±1.5 35 5075 87 12615 900 6.72sp-64-15 64±1.0 74±1.2 79±1.5 15 2175 45 6525 820 3.44sp-76-35 76±1.0 101.8±1.5108±2.0 35 5075 87 12615 1200 10.52sp-76-19 76±1.0 93.4±1.5 99±2.0 19 2755 57 8265 1100 8.5 4sp-89-35 89±1.0 114.8±1.5 121±2.0 35 5075 87 12615 1400 16.4 2sp-89-17 89±1.0 106.4±1.5 112±2.0 17 2465 51 7395 1200 9.8 4sp-102-35 102±1.0 127.8±2.0 134±2.5 35 5075 87 12615 1400 18.2 2sp-102-15 102±1.0 119.4±2.0 125±2.5 15 2175 45 6525 1300 11 4sp-127-30 127±1.0154.4±2.0 161±2.5 30 4350 75 10875 1500 25.3 2sp-127-14 127±1.0 145.2±2.0 151±2.5 14 2030 42 6090 1400 14.5 4sp-152-27 152±1.5 182±2.0 189±2.5 27 3915 67.5 9787 1800 33.5 2sp-152-13 152±1.5 172±2.0 178±2.513 1885 39 5655 1700 17.5 4sp-203-25 203±1.5 239±2.5 247±3.0 25 3625 62.5 9062 2300 52.2 2sp-203-12 203±1.5 227±2.5 235±3.0 12 1740 36 5220 2200 27软管规格内径mm钢丝层直径mm外径mm工作压力试验压力爆破压力最小弯曲半径mm参考重量Kg/mMPa Psi MPa Psi MPa Psi6sp-6-1106±0.516.6±0.820.6±1.011015939115.516736231334721800.95 6sp-10-7710±0.521.8±0.825.8±1.0771115785.51238923133472210 1.48 6sp-13-6613±0.524.8±0.828.8±1.0669563721043319828690260 1.75 6sp-16-6516±0.529.0±0.833.0±1.065942597.51412519528250310 2.02 6sp-19-6019±0.533.0±0.837.0±1.5608700901305018025100350 2.49 6sp-25-5025±0.839.0±0.844.0±1.5507250651085015021750430 2.82 6sp-32-4532±0.847.0±0.852±1.545652568985013519550530 3.79 6sp-38-4538±1.054.2±1.059.2±1.545652568985013519550660 5.76 6sp-51-4551±1.067.2±1.072.2±1.5456525689850135195508207.13注意事项:1.弯曲半径不应小于给定的弯曲半径,防止损坏胶管骨架或因过度伸张,提早损坏。
各种高压胶管总成的接头:分A、B、C、D、E、F、H 型,法兰式等国标,其它厂标接头,包括30 度弯 45 度 75 度弯及 90 度弯。
还可生产英制,美制等国家标准接头。
胶管接头型式一览表引用标代号胶管总成接头形式说明引用标准代号胶管总成接头形式说明准与焊接式管接头接触面用GB9065.3-88AGR-K A I有英制或美制螺纹连接密封圈(JB1885-77)AGNGB9065.2-88与 24°扩口式卡套接头连AGR轻型B(JB1886-77)J有 60°锥形角连接接AGR重型RSL,RSSGB9065.1-88C与球面接头或同角度锥面接头连接(JB1887-77)K与插杆孔卡板连接带密封圈O形DKJ 轻型DKJ 重型与 24°60°扩口式接头连DKL有带密封槽各不带密封槽D M接DKM螺纹连接CEL用空心铰管螺钉连接,两平E与卡套式管子连接OCES面用密封垫圈SFL3000带 O 形圈密封槽,采用 SAEF SFL6000P与 74°扩口式管接头连接AGJ法兰连接SAF法兰与同角度 60°扩口式管接DKR重型G头连接DKR轻型与 24°或 60°扩口式管接DKFR带 O 形密封圈与 24°扩口 DKO-L头连接DKM H式管接头连接DKO高压胶管高压油管用途:( 1)煤炭工业煤炭工业用油管主要有液压支架胶管管。
近年来,有些煤矿液压支架的压力要求已经提高,一部分钢丝编织胶管不能满足其性能要求,要求改用钢丝缠绕油管。
此外,为防止煤矿井下采煤过程中煤尘污染和提高生产安全性,增加了煤矿用油管的品种,如煤层探水封孔器伸缩油管,用于煤矿井下工作面综采前对煤层进行注水、注浆等作业。
据报道,国内已有厂家生产,并经十几家煤矿试用,可替代同类进口产品。
( 2)石油工业21 世纪中国海洋石油开发战略中提出重点开发近海和浅海油田,因此,石油工业除了使用钻探油管、振动油管外,还要求使用浅海输油油管。
高压胶管的分类:
高压胶管按照制作工艺主要分为高压钢丝编织胶管与高压钢丝缠绕胶管。
高压胶管的制作流程:
用混炼机按配方混炼出内层胶、中层胶和外层胶;用挤出机挤出内层油管,包覆在涂了脱模剂的软芯或硬芯上(液氮冷冻法也可不用管芯);压延机压成中层胶薄片,加隔离剂收卷并按工艺要求裁成规定宽度。
将含管芯内层油管在缠绕机或编织机上缠绕上镀铜钢丝或镀铜钢丝绳,同时在缠绕机或编织机将中层胶薄片同步缠绕在每两层镀铜钢丝或镀铜钢丝绳间,缠绕钢丝起头和结尾处绑扎(有些早期缠绕机需预先将镀铜钢丝进行预应力定型处理)。
再次在挤出机上包覆上外层胶,然后再包缠铅或布硫化保护层;通过硫化罐或盐浴硫化。
最后拆去硫化保护层,抽出管芯,扣压上管接头,抽样打压检验。
总之,制造高压胶管使用设备多、原料种类多,生产工艺复杂。
但近年来以塑料或热塑性弹性体为主要原料的液压油管生产工艺可适当简化,但原料价高,仍以橡胶原料为主。
高压胶管损坏的原因
在质量有保证的前提下,如果使用不当,也会大大地缩短胶管地使用寿命。
实际工作中,大部分高压胶管地损坏都是由于使用不当造成的。
(1)受频繁、剧烈的压力冲击。
高压胶管出现爆裂,一般不是因承受静压力太大所致,而是与压力冲击的剧烈程度和次数有关。
工程机械在作业时,油管内会反复出现油压的突然升高或降低的情况,从而构成对油管频繁的压力冲击,导致各部的油封损坏加剧、胶管出现起泡和破裂以及管接头的松动渗漏现象。
因此在操作时,阀杆的扳动不可过猛,一定要平缓。
(2)油液的使用温度过高。
工程机械作业时,液压系统因功率损耗而使油液发热,加上外界气温的影响(尤其在夏天),可使油温急剧升高。
油液使用温度越高,香蕉越易老化,弹性变差,强度与密封性能下降,胶管就会很快爆裂。
因此,在作业中,当液压系统出现温升过高、过快时,应及时查明原因,予以排除;夏天作业,特别是连续作业时,应采取必要的降温措施。
(3)胶管选用、安装不合理。
在更换高压胶管时,所选用胶管的长度、钢丝层数、接头形状和尺寸都要合理,且应尽量减小胶管弯曲程度;在拧紧接头螺母时,不要使胶管产生扭曲,过大的弯曲和扭曲会大大降低胶管的使用寿命;对一些容易发生摩擦的部位应采取防护措施,以防止胶管因磨损而爆裂。
高压胶管破裂的应急处理方法
改制法
由于液压系统中各橡胶软管的管接头各有差异,同时高压或超高压破裂软管不宜采用“粘补法”、“捆绑法”或“接骨法”,据此,可采取改制法:锯下破裂软管的管接头;找一承压能力和长度与破裂软管近似的替代软管,并锯下其管接头;将破裂软管的管接头的角度焊接在替代软管上;将焊接好的软管清洗干净后即可使用。
接骨法
由于外力的作用(弹片击穿、挤压破裂)或系统过载导致橡胶软管破裂部位较大或即将折断时,可采取接骨法:将软管破裂处擦试干净并切除破裂部位;将自制的钢质“接骨”插入被切断的软管中(“接骨”零件如附图所示,情况特别紧急时,也可用外径与软管骨径相同的钢管当“接骨”);用自制的钢板卡子将软管和“接骨”卡紧(情况特别紧急时,可用8号铁丝替代自制的钢板卡子);将接好的软管清洗干净后即可使用。
捆绑法
捆绑法适用于压力在16MPa以下的橡胶软管破裂的应急抢修。
具体方法是:将软管破裂处涂上前述工程机械常用胶中的一种;用宽度为破裂部位长度2-3倍的耐油胶皮缠绕涂胶处2-3层(每层都应涂上胶);用12号铁丝将缠绕好的耐油胶皮捆绑好;待其凝固。
断路法
在工程机械液压系统中,有些油路起着保护系统安全的作用。
当这些油路中的橡胶软管破裂后可采取断路法;遗弃该油路中的保护装置(如“安全阀”等);堵死通往破裂软管的油路,使该油路断路。
在采取断路法时,应将系统负载控制在额定负载的85%-95%之间。
粘补法
当液压系统的压力在25-8.0MPa之间的橡胶软管破裂时,可采取粘补法:将软管破裂处周围擦试干净;在软管破裂处涂上“厌氧”胶、“环氧树脂”胶、“801”胶或“502”胶中的一种(涂胶的长度约为破裂部位长度的2-3倍);用胶布或帆布条叠压式地缠绕涂胶处4-5层(每层都应涂上胶);将缠绕胶布划帆布条的两端打成死结;待其凝固15-20min后即可使用。
换位法
在液压系统中,同一油路的橡胶软管其规格相同,但承受油压不同。
破裂的软管大多是承受油压较大的软管。
据此,可采用取换位法:对破裂的胶管进行简单的粘补或捆绑;将动臂缸大腔和小腔的油管互换使用即可
注:以上方法都是在突发状况下的应急方法,胶管性能必然后大打折扣,故在实际应用当中,要避免胶管破裂的情况,因此要做到勤检查,多保养。