武钢汽车用热轧低合金高强钢的开发进展
- 格式:pdf
- 大小:219.65 KB
- 文档页数:7
汽车行业用钢发展历程及现状随着工业革命的到来,汽车行业迅猛发展,而钢材作为一种重要的材料,在汽车制造中起到了举足轻重的作用。
本文将从汽车行业用钢的发展历程和现状两个方面进行探讨。
一、发展历程自汽车问世以来,钢材作为主要的结构材料广泛应用于汽车制造中。
早期的汽车主要采用铸铁和木材,但铸铁重量大、生产成本高,而且容易生锈;木材则不足以满足汽车的高强度和安全要求。
因此,逐渐发展出了以钢材为主的汽车制造工艺。
20世纪初,钢铁工业的迅猛发展为汽车行业提供了坚实的基础。
随着冷轧带钢、汽车用高强度钢的涌现,汽车重量得以大幅降低,同时还提升了汽车的安全性和燃油效率。
在20世纪30年代,汽车行业普遍开始采用冷轧带钢制作车身,为汽车的轻量化发展奠定了基础。
20世纪80年代,汽车行业迎来了进一步的发展。
高性能钢材的研发和应用使得汽车的安全性、耐久性和可靠性得到了极大提升。
此外,新材料的应用也为汽车产品提供了更多的选择,汽车行业开始逐渐采用铝合金、高强度钢、复合材料等新材料。
这些新材料不仅具有良好的机械性能,还能够降低车身重量,提高燃油效率。
二、现状分析当前,全球汽车行业已经进入了一个全新的发展阶段。
为了应对全球气候变化和环境污染问题,各国政府陆续出台了严格的排放标准和能源消耗限制,这对汽车行业用钢提出了新的要求。
首先,轻量化仍然是汽车行业用钢的主要发展趋势。
汽车制造商通过采用高强度钢材、铝合金和复合材料等轻量化材料来降低车身重量,提高燃油效率和减少排放。
其次,钢材的材质优化成为新的研究热点。
汽车行业要求钢材在保证强度和安全性的基础上,还要具备良好的可塑性和韧性。
因此,汽车用钢的研发中,注重材质优化,以满足汽车行业对不同零部件的要求。
此外,随着新能源汽车的快速发展,汽车行业用钢也面临着新的挑战与机遇。
电动汽车对车身结构和用钢材料的要求不同于传统燃油车,需要更高的强度和轻量化材料,以满足电动汽车高性能的要求。
综上所述,汽车行业用钢经历了漫长的发展历程,从最初的铸铁和木材到现在的冷轧带钢、高强度钢和新材料的应用,不断追求轻量化、高强度和高安全性。
热轧低成本双相钢制造技术研究马珩1桂洲1杨海林1周祖安2徐浩1皞(1. 武钢股份公司,武汉 430083; 2. 武钢研究院,武汉 430080)摘 要 传统热连轧生产的双相钢,通常为Cr-Mo系钢,利用合金元素对其相变特性的影响,在较低的冷却速度和较高的卷取温度条件下获得双相组织;但因添加了较高的贵重合金,生产成本高,严重影响产品的赢利能力、市场竞争力。
武钢通过单纯Si-Mn-Cr钢轧后控冷,并在很低的温度卷取获得双相组织;通过控制板坯[C]含量、优化轧后冷却工艺,得到理想的微观组织,获得较低的屈强比、高延伸率、高扩孔率等综合性能。
关键词 双相钢控轧控冷马氏体低成本Study on the Manufacturing Technology of Low CostHot Rolled Dual Phase SteelXu Hao1 Ma Henghao1 Gui Zhou1 Yang Hailin1 Zhou Zu’an2(1. Wuhan Iron and Steel Corporation, Wuhan, 430083;2. Wuhan Steel Research Institute, Wuhan, 430080)Abstract Dual phase steel traditional Gen production, usually for the Cr-Mo steel, the effect of alloying elements on the transformation characteristics, dual phase structure has been obtained and temperature conditions in the lower cooling rate and high volume; but because of the expensive alloy is higher, the production cost is high, seriously affecting the profitability, competitiveness of products market. Wuhan Iron and steel by simple Si-Mn-Cr steel controlled cooling after rolling, and coiling dual phase structure has been obtained at low temperature; by controlling the content of [C], optimization of slab cooling process after rolling, the microstructure is ideal, low yield ratio, high elongation, the comprehensive performance of broaching rate.Key words dual phase steel, controlled rolling, martensite, low cost1前言随着汽车轻量化的要求,高强度钢应用越来越广泛,高成型结构件既要保证高的强度,同时还要具有良好的成型性。
国内冷轧汽车用钢的研发历史、现状及发展趋势摘要:回顾了我国冷轧汽车用钢的研发历史,总结了我国冷轧汽车用钢的现状,结合国家振兴钢铁工业的政策,分析了我国冷轧汽车钢板的发展趋势。
提出国内有盛要发展新一代先进高强汽车用钢,主要包括TwIP钢、Q&P钢和热冲压成型钢等,此举不仅具有巨大的经济意义,还具有保证行驶安全、节能减排、环保的现实意义。
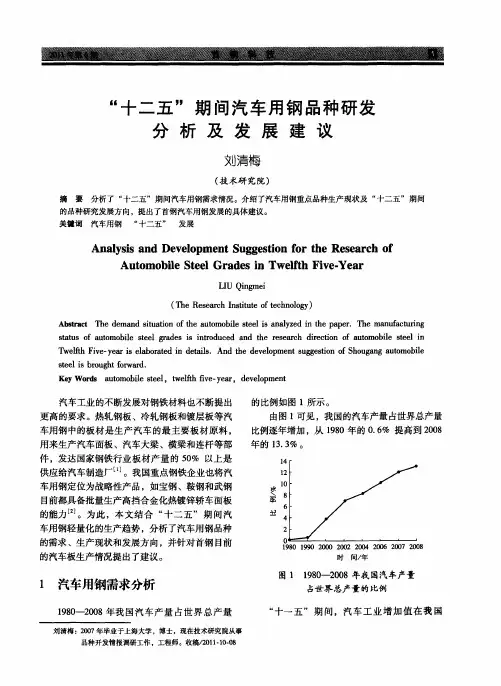
关键词:冷轧;汽车用钢;发展趋势从1957年新中国的第一辆汽车正式生产下线开始,我国汽车工业在20世纪中期经历了漫长的发展过程。
1958年中国汽车产量为1万辆,1992年突破100万辆。
进入新世纪以来,我国汽车工业呈现出井喷式的发展,2005年中国汽车产量达到570万辆,2008年达到934.5万辆。
汽车用材的70%~80%是钢铁材料,在一定程度上代表了一个国家钢铁工业的水平。
我国在汽车品种和技术水平方面,已经和发达国家同步。
随着汽车工业的发展,对优质汽车用钢的要求越来越高,需求也越来越大。
因此,紧跟汽车工业的发展趋势,研究和开发新一代汽车用钢,必将成为我国钢铁工业应用基础研究的重要发展目标。
1 国内冷轧汽车钢板研发的历史回顾钢材是汽车制造的主要原料,品种主要有型钢、中板、薄板、钢带、优质钢材、钢管等,其中以薄板和优质钢材为主。
冷轧板带及其镀层板带的用量约占板带材用量的90%,为450~550 kg,如夏利车的用量约为450 kg车身加长的红旗车为550 kg。
轿车用冷轧板带及镀锌板厚度为0.40~4.00 mill,冷轧板带用量最多的厚度规格是0.80 ITlnrl,其次是o.70 mra;镀锌板用量最多的厚度规格是0.80 nlr /l和O.70 mill。
轿车用冷轧板带的宽度为600一l 850 mln,1 000 Innl以下的用量最大。
20世纪50~80年代,国内的汽车用钢由鞍钢提供,主要是08A1等软钢板。
20世纪80年代后期,我国开始研发无间隙原子钢(IF钢)。
武钢四条热轧生产线设备及产品情况调查2009年02月13日星期五下午 6:361700mm生产线1700mm热轧机于1974年9月破土动工,1978年12月12日一次试轧成功。
它的整套轧机设备从日本引进,配套电气设备从德国和比利时引进,当时具有国际先进水平;整个生产流程由4台电子计算机分为两级进行控制,计算机的控制功能分为跟踪、轧制节奏、设定计算机程序控制、质量控制、数据处理、操作指导等6个方面。
生产的带钢产品厚度为1.2~12.7mm,主要品种有普、优碳素钢,低合金钢和硅钢的板、卷、带材,年设计生产能力为301万t。
1978年12月20日至1979年9月20日,热轧厂在9个月时间内完成了轧制线、1号横切线、2号横切线、3号横切线、纵切线、平整线、板坯修磨机、磨辊间和水处理等9个区进行设备功能和生产能力考核,均一次达到或超过设计指标。
从1700mm生产线投产至今,热连轧生产技术不断地进行着引进、消化、吸收和创新的工作:l 研制开发了自产钢数学模型等生产技术,较好解决了投产初期自产钢坯生产中的问题;l 开发了适合冷轧用钢卷的生产技术,有效减少了热轧工序的带钢表面裂纹;l 1979年2月22日取向硅钢试轧成功,其磁性达到GO的最高牌号G9,比国产的D310高11个级别;l 1994年出色完成主轧线计算机控制系统的改造,为新产品的开发、新工艺的应用及有关技术改造提供了广阔的计算机功能平台,热轧材的宽度、厚度、FT7、CT4项精度命中率由85%提升至95%以上;l 1997年引进法国克莱西姆公司技术,对精轧F4~F7轧机进行改造,带钢凸度超标比由原来的33.9%下降到13.84%,平坦度超过7I单位的比例由原来的19.3%下降到6.9%,年生产2.0mm以下集装箱用钢达2万t以上,超过原设计能力;l 1993-1995年,对卷取机进行系统改造,使故障率下降50%、废钢量减少70%以上,产品规格由原设计厚度不超过12.7mm扩展至16mm,品种增加至管线钢X80级别;l 1998-2000年,分别对精轧电气、卷取电气主干实施改造,及G辊道变频改造,取得显著效果,故障率直降90%;l 研制出带钢钢板矫直机全自位辊系,使矫直机在任何工况条件下工作辊各个环节都具有自动位置调整功能,是国内首次实现的具有全自位功能的矫直机,具有国际先进水平;等等。
汽车用钢调研报告汽车用钢调研报告为了了解汽车用钢的市场状况和发展趋势,我们对汽车用钢进行了调研。
以下是我们的调研报告。
1. 市场概况:汽车用钢作为汽车制造业的重要原材料,市场需求量大。
随着汽车行业的快速发展,汽车用钢的需求量也在不断增加。
目前,中国是全球最大的汽车市场,汽车用钢市场潜力巨大。
2. 产品种类:汽车用钢的种类多样,根据用途和性能要求可以分为高强度钢、耐腐蚀钢、热成型钢等。
其中,高强度钢在汽车结构部件中得到广泛应用。
低合金高强度钢能够提供更好的安全性能和重量优势,成为汽车结构用钢的主力产品。
3. 行业竞争格局:目前,国内汽车用钢市场存在较多竞争者,主要包括宝钢、武钢、鞍钢等大型钢铁企业。
这些企业具有较强的生产能力和技术实力,并且与许多汽车制造商建立了长期稳定的合作关系。
此外,随着环保意识的提升,一些企业也开始推出绿色环保的汽车用钢产品,以满足市场需求。
4. 技术创新和发展趋势:为了提高汽车用钢的性能和质量,企业在技术创新方面不断努力。
目前,高强度钢已经成为主流产品,越来越多的汽车制造商开始采用高强度钢来降低车身重量,并提高车辆的燃油经济性。
此外,一些新型钢材,如复合钢和热成型钢,也逐渐应用于汽车制造中。
5. 发展机遇和挑战:随着国家对汽车产业的支持和市场需求的增加,汽车用钢行业面临着巨大的发展机遇。
然而,在市场竞争激烈的同时,也面临着原材料成本上涨和环保压力增加的挑战。
为了保持竞争优势,企业需要加强技术创新,提高产品质量,并积极拓展国际市场。
综上所述,汽车用钢作为汽车制造业的重要原材料,市场需求量大且发展潜力巨大。
随着技术创新和市场需求的增长,汽车用钢行业有望迎来更广阔的发展前景。
然而,为了在激烈的市场竞争中取得优势,企业需要加强技术创新、提高产品质量,并积极拓展国际市场。
世界金属导报/2010年/7月/13日/第029版产业延伸汽车行业用钢发展历程及现状戴维1汽车钢板应用历程对于汽车制造来讲,需要钢铁厂家提供不同性能的钢材和延伸性的服务,以便满足汽车厂家实现改善环境、降低成本、提高产品性能,降低能耗的发展目标。
通过生产出更薄、更高强度的板材,钢铁厂家可以保证汽车制造者在获得好的抗压陷和防冲撞性能的前提下,降低车体重量,这样就可以降低油耗、减少污染,最大程度地发挥汽车作为人类工具的优势,而这一发展趋势,是任何一种可以降低车体重量而又可以保证功能的材料得以发展的要求和方向,除了使用钢板外,开发和使用的铝板及复合材料也正在投入和应用之中,他们有可能正在形成汽车业的另一个方向。
50年代,钢铁厂家开发了沸腾钢,即国内的08F系列,并立即得到了推广和应用。
60~70年代,开始大量使用铝镇静钢,即国内的08A1系列。
80-90年代,随着车体设计的丰富和造型要求。
需要更好的拉伸性能钢板以保证车体饱满、曲线优美,从而满足人们不断提高的审美要求。
这个阶段钢厂开发并投产了IF低合金高强度钢。
这种钢不仅有好的深冲性能,还具备高强度力学性能,自1980年,低强度深冲钢与结构钢被大量使用,1990年,无间隙理念开始应用到高强度钢上。
随后如烘烤硬化钢也开始被应用到车身零件。
进入21世纪后,钢板的研究集中到了超高强度板,以求减轻车体重量降低能耗,如双相钢、TRIP钢、TWIP钢、含B钢(热成型)等,并陆续开始进入汽车制造应用中。
最为重要的是双相钢,大大拓宽了强度范围,同时具有更好的成形性能,这种加工硬化钢由于具备良好的加工硬化特性,特别适合于高拉延成形的冲压件,与传统的微合金化钢相比,这些钢种具有更好的成形性,这方面的开发活动还在延续,特别是双相钢、TRIP钢和复相钢,正朝着更高强度水平发展并逐步得到应用。
2汽车板材应用原则2.1安全汽车作为一种交通工具,安全是第一位的,没有安全,也就没有市场空间,更不谈不上发展了。
浅谈高强度钢材的应用发展1 高强度钢材的生产现状目前,国外高強钢的牌号比较强齐全,力学性能等也基本可以满足各种使用要求。
国外该类钢的生产和应用已趋于稳定。
发达国家的一些钢铁公司已经有了自己的系列产品和标准。
例如:瑞典奥克隆德的HARDOX系列、德国蒂森克虏伯的XAR系列、日本的JFE的EVERHARD系列等。
这些厂家生产高强钢的时间较久,且提供的产品已经得到了成功的应用。
近几年,国内的高层钢结构建筑,大跨度空间结构的发展,像国家体育场就使用了Q460E,水立方工程使用了Q420,CCTV新址使用了Q460,均是经专门论证而使用的.我国新的钢材规范低合金高强度结构钢GB/T1591-2008,代替GB/T1591-1994,也给出了Q500,Q550,Q620,Q690级性能钢材,取消了Q235强度级别钢材。
目前,国内主要的厂家的高钢产品基本处于同一质量水平。
武钢产品主要以360级别为主,成品性能较好;舞钢成品板幅大,热处理手段齐全能够生产较厚的高强钢板;太钢高强钢板板形控制好,平直度到达进口钢水平。
虽然,国内已取得可喜的发展,但我国高钢整体尚未形成通用化、系列化的标准。
2高强度钢材的性能优势高强度钢材的力学性能发生了一定的变化。
例如:随着强度的提高屈服平台长度缩短;强度提高后,钢材抗拉强度对应的极限应变值也逐渐变小;此外,断后伸长率随着屈服强度的提高明显降低,但是高强钢的韧性却要好于普通强度等级钢材。
高强度钢材的发展的一个重要的问题在于改善可焊性以及降低高预热温度和层间温度、高热量输入、焊后处理和其他消除焊接中氢致裂纹的严格要求所带来的加工成本。
碳当量是描述焊接性能的最适合的标准。
总的来说,数值越低可焊性越好。
高强度钢材所具有的低碳当量和高韧性对于焊接性能非常有利,其与所有允许高热量输入的普通钢材的焊接均很容易,其余很多时候预热可以省略或者在较低温度下进行,这极大地降低了加工和焊接成本。
合理的焊接工艺是保证产品质量的关键,焊接工艺的制定需要理论和实践的指导。
中国热轧及冷轧板带生产技术现状及发展趋势十一五期间,中国钢材品种结构得到较大幅度的优化调整,钢材质量性能得到明显改善,彻底改变了过去扁平材品种和数量供应不足的局面,基本满足了经济发展和产业结构调整的需要。
在统计的2010年的22大类钢材品种中,17类品种自给率达到100%;有18类品种国内市场占有率≥95%,其他品种也达到85%以上。
其中热轧、冷轧板带生产发展迅速,在数量和质量上均有较大增长。
在热轧宽带钢生产线上,中国开发生产出系列高级别管线钢、高强耐候钢及高强工程机械用钢等,在大型油气管线工程建设、汽车、集装箱、火车车厢及工程机械轻量化制造及生产应用的减量化方面发挥了重要作用。
中国采用薄板坯连铸连轧线实现了大批量生产薄和超薄规格板带,并实现半无头轧制技术集成与创新。
中国通过引进、消化吸收、自主集成和开发,极大地提高了冷轧生产效率,大幅度提高了冷轧产品质量;运用自动化、智能化控制技术及高精度检测技术,显著提高了冷轧产品的尺寸精度和板形质量。
热轧:装备技术进步造就高精度、高性能产品到2010年底,中国已拥有热轧宽带钢轧机72套,设计能力2.13亿吨,其中,2050mm~2300mm超宽带钢线已达12条,薄(中薄)板坯连铸连轧生产线13条,产能3280万t/年。
2010年中国热轧卷板生产量为14050万t,其中,中厚宽带钢和薄宽带钢生产量分别为10289万t和3760万t。
热轧带钢装备技术跨越式发展。
热轧宽带钢的先进技术主要体现在:高精度的断面形状及板形控制、高表面质量控制、柔性轧制、减量化生产、节能降耗、高效生产、热轧超薄带钢生产,以及结合快速冷却和高效冷却路径控制的高性能带钢生产技术等。
基于新的热连轧宽带钢生产线,中国开发出了18.4mm厚X80管线钢、4mm~8mm厚屈服900MPa 高强结构用钢;实现了薄板坯连铸连轧线大批量生产高精度薄和超薄规格板带,有的薄板坯连铸连轧线产品中厚度≤2.0mm的比例达到80%以上,≤1.5mm的比例超过50%,体现了薄板坯连铸连轧产线的优势,半无头轧制2.0mm板带的纵向厚度偏差和板凸度均稳定控制在±30μm以下,楔形值波动在±10μm,Q235薄规格板带的屈服强度和抗拉强度波动在15MPa以内,伸长率波动不超过2%,超薄规格极限厚度达到0.77mm。
先进高强钢吴文亚材料090120091590 先进高强钢的定义:先进高强度钢,也称为高级高强度钢,其英文缩写为AHSS (Advanced High Strength Steel)。
国际钢铁协会( IISI) 先进高强钢应用指南第三版中将高强钢分为传统高强钢(Conventional HSS) 和先进高强钢(AHSS) 。
传统高强钢主要包括碳锰(C -Mn) 钢、烘烤硬化(BH) 钢、高强度无间隙原子(HSS -IF) 钢和高强度低合金(HSLA) 钢;AHSS 主要包括双相(DP) 钢、相变诱导塑性(TRIP) 钢、马氏体(M) 钢、复相(CP) 钢、热成形(HF) 钢和孪晶诱导塑性(TWIP) 钢;AHSS的强度在500MPa到1500MPa之间,具有很好吸能性,在汽车轻量化和提高安全性方面起着非常重要的作用,已经广泛应用于汽车工业,主要应用于汽车结构件、安全件和加强件如A/B/C柱、车门槛、前后保险杠、车门防撞梁、横梁、纵梁、座椅滑轨等零件;DP钢最早于1983年由瑞典SSAB钢板有限公司实现量产。
先进高强钢的分类:双相钢:双相钢组成是铁素体基体包含一个坚硬的第二相马氏体。
通常强度随着第二相的体积分数的增加而增加。
在某些情况下,热轧钢需要在边缘提高抗拉强度(典型的措施是通过空穴的扩张能力),这样热轧钢便需要具有了大量的重要的贝氏体结构。
在双相钢中,在实际冷却速度中形成的马氏体中的碳式钢的淬硬性增加。
锰、铬、钼、钒、和镍元素单独添加或联合添加也能增加钢的淬硬性。
碳、硅和磷也加强了作为铁素体溶质的马氏体的强度。
高强度及高延性钢(TRIP):高强度及高延性钢的微观组织是在铁素体基体中还保留着残余奥氏体组织。
除了体积分数最少为5%的残余奥氏体外,还存在着不同数额的马氏体和贝氏体等坚硬组织。
多相钢:具有代表性的多相钢需要很高的抗拉强度极限才能转变成钢。
多相钢的组成是有细小的铁素体组织和体积分数较高的坚硬的相,并且细小的沉淀使其强度进一步加强。
275管理及其他M anagement and other低合金高强钢HC500LA 的工艺开发实践谭秀琴,许海宁,伍志鹏(宝钢湛江钢铁有限公司,广东 湛江 524000)摘 要:本文介绍了冷轧低合金高强钢HC500LA 的工艺开发实践,重点从炼钢、热轧、冷轧、连续退火等工序进行设计和优化。
结果表明,采用合理的成分和轧制工艺生产的HC500LA,不仅满足力学性能要求,而且具备良好的表面质量,能够满足汽车用户的使用要求。
关键词:低合金高强钢;HC500LA ;连续退火;力学性能;金相组织中图分类号:TG335.12 文献标识码:A 文章编号:11-5004(2021)04-0275-2 收稿日期:2021-02作者简介:谭秀琴,女,生于1987年,重庆开县人,汉族,硕士,研究方向:普冷汽车用钢质量管理。
近年来,低合金高强钢(High Stength Low Alloy Steels,简称HSLA)的产量逐渐增加,因具有较高的屈服强度、屈强比和优良的抗变形能力,其应用领域十分广泛,主要用于汽车车架纵、横梁和汽车底盘灯结构件和加强件。
低合金高强钢,除Si、Mn 固溶强化外,通过复合添加Nb、Ti 等微合金元素,使其与C、N 等元素形成碳、氮化物粒子并在铁素体基体上析出强化,同时通过微合金元素的细化晶粒作用,从而获得更高的强度[1]。
国内各大钢铁企业都在不断加大低合金高强钢的开发力度[2],已经形成HC260LA、HC300LA、HC340LA、HC380LA、HC420LA 等低合金高强钢系列产品。
本文根据某钢厂机组装备能力,优化冶炼、轧制、退火各工序工艺,成功开发了汽车用冷轧低合金高强钢HC500LA。
1 低合金高强钢HC500LA生产工艺1.1 工艺流程铁水预处理-转炉冶炼-精炼-连铸-加热-热轧-卷取-酸轧-连退-平整-精整-成品检验-包装-出厂。
1.2 炼钢工艺HC500LA 是在C、Mn 系基础上添加Nb、Ti 等微合金元素,利用析出强化、细晶强化等强化机制,配合后续热轧、冷轧工序,提高其强度和屈强比,同时兼备良好的抗变形能力[3]。
武钢高强汽车用钢板开发研究随着排放和碰撞安全法规的日益严格,以及消费理念的变化,对汽车燃油经济性和安全性的要求也越来越高,在汽车轻量化制造的同时提高安全性成为汽车工业发展的必然趋势。
国际钢协世界汽车用钢联盟项目未来钢制汽车FSV计划的研究结果表明,在不增加生产成本的前提下,通过大量使用先进高强钢(97%的HSS和AHSS应用比例)和先进制造技术,可以在满足碰撞安全要求的同时,较标杆车实现35%的白车身减重。
FSV项目体现了钢铁产品持续不断的轻量化潜力。
钢铁材料占汽车质量的70 %~80 %开发高强度钢板,提高高强钢应用比例,可以有效减轻车身质量。
武钢是国内的主要汽车用钢板供应商,根据汽车各部位零件的特点,开发出系列高强度汽车钢板,可满足汽车整车制造需要。
同时,武钢近年着力开发先进制造技术,加强先期介入EVI技术服务能力建设,强化与用户的技术沟通与技术支持,促进汽车和钢铁工业的共同进步。
高强度IF钢和烘烤硬化BH钢主要用于制造车身覆盖件。
这2个钢种兼具高强度和高深冲性能的优点,可以冲压成复杂的汽车覆盖零件。
用于替代传统深冲IF钢时,可以减薄零件厚度,减轻零件质量;同时,由于其屈服强度较高,特别是BH钢,在零件烘烤硬化后屈服强度可以增加40 MPa左右,提高了外板件的抗凹陷性。
BH钢控制和利用铁素体基体的自由碳原子,在烘烤过程碳原子重新固定在冲压塑性变形过程产生的位错里,从而提高屈服强度。
因此,BH钢具有时效性,需要在出厂后的3个月内使用,这对汽车厂的物流和冲压生产控制能力提出较高要求。
目前国内BH钢主要用于高档轿车的面板,以180 MPa和220 MPa级热镀锌钢板为主。
2车身安全结构件用高强钢车身碰撞安全设计的基本思想是,前仓和后仓部分相对于乘员区较软,在发生碰撞时尽可能地在前后仓产生塑性变形以吸收撞击能量;为保证乘员安全,乘员区应尽可能地减少变形,确保有效生存空间。
从材料的角度,体现在提高材料屈服强度、增加零件的刚度;低的屈强比(高应变强化能力)和高的伸长率则有利于提高材料拉伸曲线的下阴影面积,从而提高能量吸收能力。